


槍鑽鑽(zuàn)管輥壓試驗
2018-5-7 來源:大連工業大學; 大連吉瑞刀具技術 作者:申(shēn)玉良,張偉(wěi),任宗強,宿好陽,劉(liú)永順
摘要: 針對槍鑽鑽管長期依賴進口的現狀(zhuàng),提出了一種利用銑床改裝的輥壓(yā)裝置,並進行了(le)一係列試驗,得到了一種有效的輥壓(yā)工藝(yì)。利用此裝置輥壓(yā)的鑽管具有優良的綜(zōng)合機械性能,可以應用於生產實際中。
關鍵詞: 槍鑽鑽管; 輥(gǔn)壓
1、引言
槍鑽是一種深孔加工刀具,在鑽削過程中可以一次完成鑽、擴、鉸的加工。鑽管是槍鑽(zuàn)的(de)一部分(見圖 1) ,連接鑽柄與鑽鼻,起傳遞扭(niǔ)矩和吸收(shōu)衝擊(jī)振動的作用(yòng)。因此,鑽管必須具有良好的綜合機械性能。本(běn)文研究的吉瑞鑽管取自單刃外排屑槍鑽,呈“V”型結構。
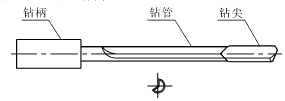
圖1 槍鑽基本結構
2、 試驗方法
(1) 鑽管材質選(xuǎn)擇
根據使用特點和結構工藝性來選擇鑽管材質,遵循以下原則: ①用槍鑽深孔加工時,轉速高、衝擊力大,要求鑽管材料具(jù)有良好的綜合機械性能(如強度、衝擊韌性等) 。選材應為中等含碳量的優質鋼(gāng),熱處理後能獲得索氏體組織。②在(zài)管坯生產及V 型槽成(chéng)型加工時,冷(lěng)拔、冷軋加(jiā)工要求有一定的延伸率,並且便於退火熱(rè)處理。③槍(qiāng)鑽製作中,鑽鼻、鑽柄釺焊溫度高達 700 - 800℃,必須選用細晶粒優質鋼,以避免釺(qiān)焊後晶粒(lì)粗大、焊縫變脆。經分析得出,吉瑞鑽管材質選用含 Cr、W、Mn、Mo 的中碳低合金鋼。
(2) 輥壓裝置設計鑽杆 V 型槽的壓型選用“滾(gǔn)輪—直線模輥壓法”,在銑床上進行,內模截麵(miàn)形(xíng)狀與相應鑽(zuàn)管截(jié)麵形狀共軛,其工藝原理圖見圖 2。管坯用對合式內(nèi)模夾緊,滾輪在管坯上部沿管坯軸線方向前後往複滾壓,經過幾次進給和滾壓(yā)後,便可將管坯輥壓出(chū) V型槽。圖 3 所示為輥壓裝置。
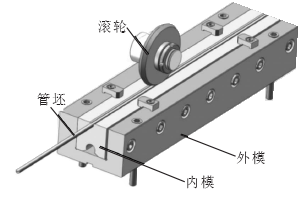
圖2 輥壓工(gōng)藝原理圖
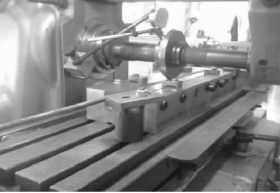
圖3 輥壓(yā)裝置
(3) 試驗過程
①上料時,右旋螺釘頂(dǐng)開內模,將管坯裝入內模孔中並合好(hǎo)內模,再將內模連同管坯一起裝到外模的槽中,推靠定位麵,用外模上的 M20 螺栓及壓塊夾緊; 卸(xiè)料時操作(zuò)相(xiàng)反; ②滾輪中心平麵與管坯中線對準,並 左 右 往 複 移 動 對 刀,全 程(chéng) 允 許(xǔ) 誤(wù) 差0. 02mm; ③沿軸向移動滾輪,進行輥輪偏置調整,對於 Φ10 管 徑,令 其 錐 角 中 心 平 麵 偏 離 管 坯 中 線0. 4mm; ④調整滾壓速度 V = 375mm / min( 工作台往複移動速度) ; ⑤如圖4a-圖4d 所示,對 Φ10 管坯進行壓下量調整,每次壓下量依次(cì)為 2.0mm、2.0mm、1. 0mm、0. 5mm; ⑥如圖 4e 和圖 4f 所示,輥輪壓(yā)下量(liàng)為 5.5mm 後,零進給(gěi)情況下再滾壓2-4 次,克(kè)服材料反彈,使材料充(chōng)分塑性流動,讓 V 型槽犄角(jiǎo)變銳。
3 、試驗結果
(1) 鑽杆變形分析
輥壓過程中,V 形槽(cáo)部分單向(xiàng)受力變形較大,導(dǎo)致其軸向有一定程度的收縮,而 V 形槽相對的一邊(biān)無明顯形變。如圖 5 所示,鑽(zuàn)管輥(gǔn)壓完畢從模具上拆除後,鑽杆應力重新分(fèn)布,導致彎曲(qǔ)變形。該變形可(kě)以通過調質處理後校直(zhí)解決。
輥壓(yā)過程(chéng)中,V 形槽部分單向受力變形較大,導致其軸向有一定程度的收縮,而 V 形槽(cáo)相(xiàng)對的一邊無(wú)明顯形變。如圖 5 所示,鑽管輥壓完畢從模(mó)具上(shàng)拆除後,鑽杆應力重新分布(bù),導(dǎo)致彎(wān)曲變形。該變形可以通過調質處理後校直解決。
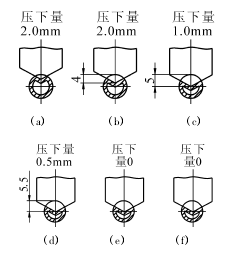
圖 4 壓下量(liàng)示意圖

圖 5 變形(xíng)示意圖
試驗發(fā)現橫截麵 V 形槽角度偏小 10°,分(fèn)析認為是管材(cái)反(fǎn)彈所致。通過增大滾輪相應部位夾角10°,加工效果得到(dào)明顯改善。由於管材在輥壓過程中受力(lì)不均,以(yǐ)致材料反彈,橫(héng)截麵 V 形槽兩平麵略鼓 0. 2mm(見圖6) 。采(cǎi)用矯枉過正的(de)辦法(fǎ),在鼓凸點處(chù)將滾輪改成雙角度凸起(qǐ)錐麵。
圖(tú) 6 V 形槽表麵鼓凸示意圖
(2) 扭轉試驗(yàn)
為了驗證所輥(gǔn)壓的鑽杆是否具有足夠優良的力學性能,進行了扭轉試驗。試驗采用 GB - STS - SF雙法蘭靜態扭矩(jǔ)傳感器。選用相同直徑的吉瑞鑽(zuàn)管與國內某公司鑽(zuàn)管、進口某公司(sī)鑽管作扭轉試(shì)驗,由表 1 的試驗數據可知,吉瑞(ruì)鑽管的抗扭表現均不差於國內(nèi)鑽管、進口鑽管.
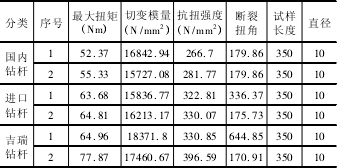
表 1 扭轉試驗結果
4 、結語(yǔ)
國(guó)產鑽杆多為 30Cr Mo 鋼管壓製成的產品,其機械性(xìng)能不如進(jìn)口鑽管,因此(cǐ)大多數槍鑽生產商采用國外(wài)進口(kǒu)鑽(zuàn)管。本文基於現有設備條件,對鑽管(guǎn)製造過程進(jìn)行分析和試驗,獲(huò)得了一種有效的輥壓辦法。扭轉試驗結果顯示,吉(jí)瑞鑽管具有(yǒu)優於國內和進口鑽管的(de)抗扭強度,對鑽管(guǎn)國產化具(jù)有一(yī)定的指(zhǐ)導意義。可進一步利用吉瑞鑽管製成(chéng)槍鑽,進行鑽削試(shì)驗,以檢驗(yàn)其實用性能。
投稿(gǎo)箱:
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本(běn)網編輯(jí)部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本(běn)網編輯(jí)部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息

業界(jiè)視點
| 更多
牌調查")
行業(yè)數(shù)據
| 更多
- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月(yuè) 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本(běn)型乘用(yòng)車(轎車)產量數據(jù)
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽(qì)車銷量情況(kuàng)
- 2024年10月 新(xīn)能源汽車產量數(shù)據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金(jīn)屬切削機床產量數據
- 2024年(nián)10月 金屬切削(xuē)機(jī)床產量數據
- 2024年9月 新能源汽(qì)車銷量(liàng)情況
- 2024年8月 新能源汽車產(chǎn)量數據(jù)
- 2028年8月 基本型乘用車(轎車)產量數據
博文(wén)選萃(cuì)
| 更多
- 機械加工過程圖示
- 判斷一台(tái)加工中心精度的幾種辦法
- 中走絲線切割機床的(de)發展趨勢
- 國產數控係統和(hé)數控機(jī)床何去何從(cóng)?
- 中國的技(jì)術工人都去哪(nǎ)裏了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機械(xiè)行業最新自殺性(xìng)營銷,害人(rén)害己!不倒閉才(cái)
- 製造業(yè)大逃亡
- 智(zhì)能時(shí)代,少談(tán)點智(zhì)造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工(gōng)刀具補償(cháng)功能
- 車(chē)床鑽孔攻螺紋加工方法及工裝(zhuāng)設計
- 傳統鑽削與螺旋銑孔加工工藝的區別