


EA4T 鋼的深孔鑽削加工切削參數(shù)優化
2018-4-23 來(lái)源:首(shǒu)都航天機械公司 作者:沈學靜,張亞波,喬麗平
摘要: 為合理(lǐ)選擇 EA4T 材(cái)料在深孔加工中的切削參數,以改變 EA4T 空心車軸在深孔加工中加工難度高、生產效率低的問題,在深孔(kǒng)加工鑽削力學模型的基礎上,將約束函數和單(dān)優化目(mù)標函數與遺算(suàn)法相結合,建立合理的優化結構。充分考慮深孔鑽削中切削形態和排屑的重要作用,引入切屑的斷屑率 CBR 和(hé)切屑的容屑係數 R,在試切實驗基礎上綜合考慮加工要(yào)求、效率和成(chéng)本(běn)等因素,對優(yōu)化組合結果進(jìn)行了評估和適當的(de)修正,得(dé)到較為合理、但有較高(gāo)實用價值(zhí)的切削用量優化參數。
關鍵詞: EA4T; 深孔加工; 遺傳算法; 切削(xuē)用量; 斷屑率; 容屑係數
1、引言
隨著我國運輸業和物流(liú)業的飛速發展,高速列車作為其(qí)中主(zhǔ)要組成部分之一(yī),其(qí)相關的技術和理論(lùn)也在不斷進步。因 EA4T 鋼廣泛用於動(dòng)車、高鐵等高速機車(chē)車軸的製造,又被為車軸鋼。EA4T引進(jìn)自德(dé)國,成分含量近似於國產 25Cr Mo4V,具有較(jiào)高的抗疲勞性、韌性塑(sù)形和強度。空心車軸是高速重載車(chē)軸的新研發係列產品,已經成功地應用於動車、高鐵和地鐵等最新高速機車產品中,並逐步擴(kuò)大了應用範圍(wéi).在 EA4T空心車軸加工製造過程中,深孔鑽削加工(gōng)是突出的技術難點,引起了相關領域學(xué)者和專家的關(guān)注。
EA4T 作為(wéi)一種新型的合金材(cái)料,性能(néng)高(gāo),但導熱性差、加工性低,相對加工性 Kv=0.2-0.45,在其深孔鑽削加工過程中出(chū)現形(xíng)態不規則的長卷屑、切削溫度過高、鑽削力過大等現象,導致(zhì)鑽杆振動、排屑困難和刀具磨損嚴重等加工問題,因此,EA4T 深孔鑽削的相(xiàng)關理論知識還需不斷探索。
切削用量(liàng)是深孔鑽(zuàn)削加工(gōng)中重要的參考因素,合理選擇切削參數(shù)是鑽削順利進行的前提,直接影響切屑形(xíng)態、排屑速度、表麵粗糙度、加(jiā)工精度等眾多因素。對鑽削加工 EA4T 材料時的切削速(sù)度(dù)、進給量、切削液流量等(děng)進行深入(rù)的研究和合(hé)理優化是解決斷屑、排屑和提高加工質量和效率的有效(xiào)途徑和手段。通過回歸分析得到較為合理的切削用量,這種方法消耗人力和物力(lì)極大,尤其對於EA4T等價格較高的合金材料來說更是如此,因此綜合利用深孔鑽削(xuē)理論和智能優化算法是切削參數選擇的重要方法。
2、BTA 深孔加工係統
2. 1 BTA 係統工作原(yuán)理
BTA 深孔(kǒng)加工係統為內排屑(xiè)深(shēn)孔加工係統的典型代表,其(qí)基本結構見圖(tú) 1。高壓切削液經授油器通過(guò)鑽杆與工件之間的環狀間隙抵達切削區,將切(qiē)屑頂入鑽頭的排屑通道,並順空心鑽杆的中間排(pái)出,這期間切削液起冷卻潤滑和運送切屑的作用。圖2為 BTA 鑽供(gòng)油(yóu)和排屑的工作簡圖。
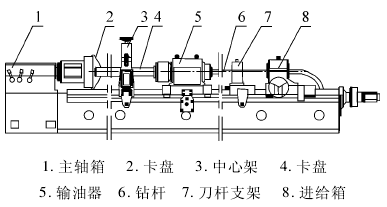
圖1 內(nèi)排屑深孔鑽鏜床結構
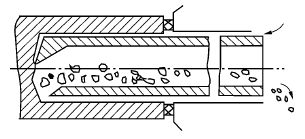
圖2 BTA 深孔鑽供油和排屑示意圖
2. 2 BTA 深孔鑽削最佳切削條件
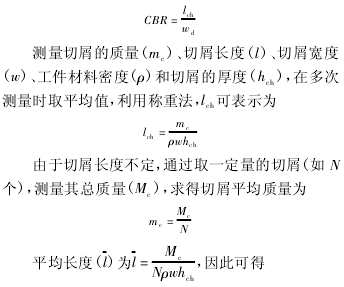
加大進(jìn)給量可以增強斷屑效果和(hé)降低切屑長度,有(yǒu)利於切屑排出。提高切削速度(dù)可減少切屑塑性應變和降低切削力,增加材料的去(qù)除率和加工效率。但是,增加(jiā)切削速度或進(jìn)給量(liàng)會產生大量的熱量,減少刀具壽命。對於深孔(kǒng)鑽削來說,切(qiē)削速度和進給量的選擇需要考慮切屑形態、加(jiā)工質量、刀具磨損、切削效率和切削(xuē)成本等眾多因素的綜(zōng)合作(zuò)用,由於順利排屑是深孔加工進行的基礎,因此切削參(cān)數的最佳範圍及(jí)不同切削條件下的切屑斷屑率 CBR是最重要的參考(kǎo)指標。當CBR處於合理範圍(wéi)時,切屑的斷裂效果良(liáng)好,綜合考慮加工質量、刀具壽命和加工(gōng)成本等指標,最終確定工件材(cái)料和 BTA刀具匹配的(de)最佳鑽削條件。
由切屑長度(Lch) 與未變形(xíng)的切(qiē)削層公稱切(qiē)屑寬(kuān)度(Wd) 之(zhī)比(bǐ)可以得出切屑的斷屑率CBR為

3 、優化的數學模型
3. 1 目標函數
作為深孔(kǒng)加工技術最常用的加工方式,深孔鑽(zuàn)削生產效率(lǜ)的提高具有很高的經濟性。以最大生產(chǎn)效率為目標函數,加工工時模型為

由於在深孔鑽(zuàn)削中,切削深度和切(qiē)削寬度為(wéi)固定值,令進(jìn)給量(liàng)f和切削速度v為優化變量(liàng),其目標(biāo)函數為

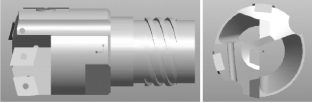
圖3 BTA 深孔鑽三維實體圖
(2) 機(jī)床條件
主軸轉速必須在機床允許的最小轉速Nmin和(hé)最大轉速 Nmax之間,有

4、EA4T 切削參數優化算法
4. 1 遺傳優化算法
由於優化目標函(hán)數與約(yuē)束方程都是非線性方程,采用傳統優化方法(fǎ)很難(nán)達到目的。遺傳(chuán)算法( GA) 是(shì)通過抽象模擬自(zì)然界中生物的遺傳規(guī)律和進化過程的智能搜索優(yōu)化算法(fǎ)。在進行優化計算時,對切削用量(liàng)物種基因鏈編碼、重組,保留基因雜交和變異產生適應強者,其操作流(liú)程見圖4。
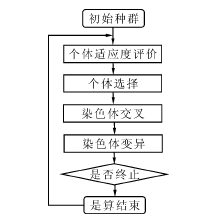
圖4 遺傳算法的操作流程(chéng)
4.2 實例優化及驗證
深孔鑽削工(gōng)件材料(liào)為EA4T 實心車軸,重量約(yuē)為 900kg,加工孔直徑Φ59.8mm,孔深 2200mm。加(jiā)工設(shè)備為德州機床(chuáng)廠T2120深孔鑽鏜床,采用(yòng)工件旋轉、刀(dāo)具進給的(de)方式。刀具為錯齒 BTA 機夾式可轉位深孔鑽頭,刀齒(chǐ)材料為塗層硬質合(hé)金,Sandvik係列中的TiN 塗層刀片(piàn)。EA4T 鋼力學性能見表1,其餘基本參數見表2。
表1 EA4T 鋼力學性能
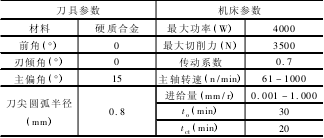
表2 切削用量優化的試驗條件
綜合考慮 EA4T 材料的切削用量需求、算(suàn)法的精確度和程(chéng)序的運行過程,遺傳算法輸入參數中,種群個數 100,最大運行代數 200,個體適應值(zhí)閾值100,染色交叉概(gài)率(lǜ) 0.1,染(rǎn)色體變異(yì)率 0.8。利用Matlab 得到表3所示(shì)最(zuì)終優化結果。
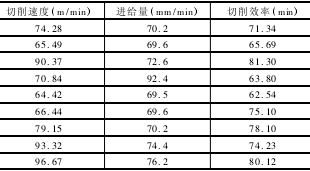
表3 優化算法結果
由於深(shēn)孔加工的特殊性(xìng),需要對優化解的切屑形(xíng)態和排屑程度指標進(jìn)行驗證(zhèng),優化的參數必須滿足(zú)切(qiē)屑斷屑(xiè)率 CBR和切屑容屑係數(shù) R 的參數指標要求。通過研究 EA4T 材料的深孔加工得到: 當CBR≤10 時,切(qiē)削過(guò)程斷屑效果良好,切屑容屑係數R取值為50。分析優化組合(hé)的數據可分為三組切削參數選擇範圍(見表4) 。
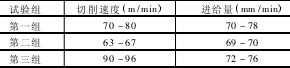
表4 試切加工參考切削用量(liàng)
通過試(shì)加工試驗得到以下結果: 第三組試驗的振動較大,刀具磨損最為嚴重的,工件表(biǎo)麵粗糙度不是(shì)很(hěn)理想; 第二組試驗數(shù)據的切屑形態較大,有時會出現雜亂(luàn)的長卷屑,排(pái)屑效果一般。第一組試驗中,當切削速度為 75m/min、進給速度 70mm/min 時(shí),切(qiē)屑形態較為均勻合理(lǐ),測量(liàng)得到CBR=6.68,斷屑效果為(wéi)三組中最(zuì)佳,設定的切削液流量 150L/min、壓(yā)力為 2. 5MPa 時,滿足切屑容屑係數要求,排屑(xiè)效果良好,加工精度和表麵粗糙度均比較理想。因此,加工孔直(zhí)徑 59.8mm,孔深 2200mm 的 EA4T 實心車軸較為合理(lǐ)的優化(huà)切削參數見(jiàn)表5。
表(biǎo)5 EA4T 實心車軸切削用量優化結果
5 、結語
深孔加工是一種複(fù)雜、獨(dú)特的(de)切削加工方式,選擇切削參數時需要考慮的因素較多。EA4T 作為(wéi)一種難(nán)加工的低碳合金材料(liào),在(zài)鑽削加工中,切削力和振動都較大,切屑大多呈帶狀(zhuàng)或螺卷狀長切屑,排屑困難,降低加工質量,鑽削(xuē)速度(dù)難以提(tí)高,加工效率低。本文對深孔鑽削加工的切削用量進行合理優化,建立了基於(yú) GA 的切削用量優化結構。
基於深孔加工的特(tè)殊性,結合優化結果和試切實驗,引入(rù)切屑的斷屑率CBR和(hé)切屑的(de)容屑(xiè)係數(shù)R進行定(dìng)量(liàng)評(píng)估。
通過實際加工效果對優(yōu)化切(qiē)削參數進行合理的調整,得到了較為合理的切削用量,對提高加工效率、降低生產成本有實用意義。
投稿(gǎo)箱:
如果您有機(jī)床行業、企(qǐ)業相關新聞(wén)稿件發表(biǎo),或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企(qǐ)業相關新聞(wén)稿件發表(biǎo),或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相(xiàng)關信息(xī)

業界視(shì)點
| 更多
調查")
行業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據(jù)
- 2024年11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本(běn)型乘用車(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量數據(jù)
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據(jù)