


質量定心孔機床在曲軸加工中的應用
2017-12-21 來源: 神龍(lóng)汽車有限公司(sī) 作者:劉(liú)雪鬆 易曉姣
摘要:簡述(shù)曲(qǔ)軸動(dòng)平衡偏心量的分解方法,並在此基礎上分別介紹了兩種質量定心孔機床偏心量的調整方法和(hé)調整原理:法國COMAU機床采用四個調整軸,分別按兩端偏心(xīn)量要求直接調整曲軸位置,實現曲軸的定心孑L位於質量中心孑(jié)L處;西班牙ETXE—TAR機床采用兩個調整軸移動曲軸(zhóu)的位置和兩端坐(zuò)標偏(piān)移相結合的方法,問接巧妙地實現(xiàn)曲軸的定心孔(kǒng)位於質量中-5,:fL處。對比分析兩種機床偏(piān)心調整驅動的結構區別,識別各機床的製造成本(běn)和精度調整上(shàng)存在的優缺點(diǎn),為購買設備提供一(yī)定的經驗反饋。
關鍵詞:曲軸 定(dìng)心孔 平衡
1、前言
曲軸的不平衡量是導致(zhì)發動機產生振動和(hé)噪音的主(zhǔ)要原因。目(mù)前大多數企業(yè)都采用帶補償量的(de)質量中一C,:fL定位方式加工曲軸。相比采用幾何中心孔定位方式,帶補償量的質量中心孑(jié)L定(dìng)位可(kě)以減少曲軸(zhóu)動平衡時的去重量,提高動(dòng)平衡的(de)合格率、降(jiàng)低廢品率、縮短工時(shí)、提高生產效率。目前,由於質量定心孑L機床(chuáng)製造(zào)廠家不同,實現曲軸位置調整的方法不同。了解實現(xiàn)曲軸位置調整的方法和原理,有利於機床維修和進行質量調整。以法國COMAU質量定心孔機床和西班(bān)牙ETXE—TAR質量定心孔機床為例分別對其定心原理進(jìn)行研究分析。
2、曲軸偏心量分解方法
曲軸的幾何中心(xīn)和(hé)質量中心往往存在一(yī)些偏差,即偏心。如圖1所示,A點為質量中心(xīn),曰點為幾何中心,砑即為偏心量,可分解(jiě)到水平和垂直兩個方向H/V 。
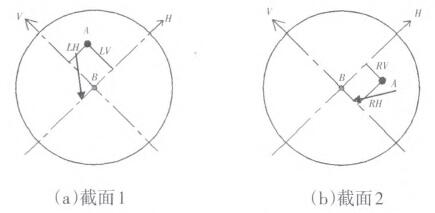
圖1 曲軸不平衡量合成分解示意
曲軸的偏心量可由動平衡測量機測量,偏心量數據傳給(gěi)中心孑L加(jiā)工機床,這種機床都(dōu)設計有曲軸(zhóu)位置調整軸,使曲軸的質量中(zhōng)心移動到幾何中(zhōng)心(xīn)的位置。根據動平衡理論,轉子在(zài)多個平麵的動(dòng)不平衡問題可以轉換為任意兩個平麵的不平衡問題;因此,動平衡測量(liàng)機測得的數據經過處理,傳給中心孔機床的數據是曲軸兩端特定截麵的偏心量即LH、LV(左端水(shuǐ)平豎直方向)、RH、RV(右端水平豎直方向)。
如圖2所示,曲軸的不平衡量被分(fèn)解到A-A平麵和c—C平麵。加工時,工件的A—A、c—c截麵分別放在左右調整塊(kuài)的位置,通過驅動軸(zhóu)前進(jìn)或後退調整曲軸相對機床的位置,從而實現偏心。
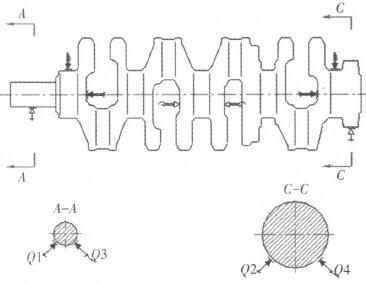
圖2曲軸定位加緊示意
3、質量定心孔(kǒng)機床
3.1法國(guó)COMAU質量定心孔(kǒng)機床定心原理
神龍汽車公司EW發動(dòng)機曲軸L3生產線建於2008年,opl0鑽中(zhōng)心孔機床使用的是法國COMAU質量定心孔機床,該機床針對四個調整值LH,LV、RH、RV分別設計有4個調整軸,圖3所(suǒ)示為CO.MAU質量定(dìng)心孔機床坐標係示意,其中Q1、Q2、p3、Q4為調整軸,與水平方(fāng)向成450,且與Z軸的垂直麵平行。y、z為幾何軸,在該坐標係中編程(chéng)刀具運行加工中(zhōng)心孔。
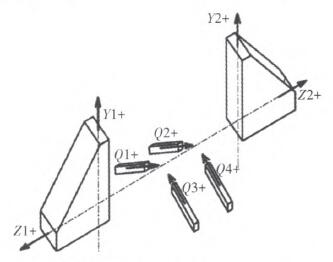
圖3 COMAU質量定心子L機床坐標係示意(yì)
這種設(shè)計直(zhí)接根據LH、LV、RH、RV值進行調整,不需轉換(huàn),比較直觀。調整時如圖2所示:Q1軸按胡移動、Q3軸按Ly移動,完(wán)成(chéng)左側A-A平麵處的偏心量(liàng)調整;(22軸按RH移動(dòng)、Q4軸按RV移動,完成右側C—C平麵處的偏心量調整。每個調整軸均有一個小(xiǎo)型伺服電機(jī)驅動以調節工件按偏心量要求進行定位,調整部位共需要四(sì)個電機驅動。調整後(hòu)夾緊工件,中(zhōng)心孔(kǒng)按(àn)YI=0、Y2=0定位,Z1、z2進給鑽孔(kǒng),完成(chéng)質量定心孔的加工。
但是,這(zhè)種(zhǒng)情況下需要保證機床左右兩邊刀塔的中心絕對對齊,】,方向可以人為修正,x方向隻能通過(guò)機床製造來保證。
3.2 ETXE—TAR質量定心(xīn)孔機床定心原理介紹
EB發動機曲(qǔ)軸生產線建(jiàn)於2014年,opl0鑽中心孔機床使用的(de)是艾西塔ETXE—TAR質量定心孔機床(chuáng),機床結構(gòu)有別於(yú)COMAU質量定一(yī)5,q‘L機床,僅使用兩個調整軸。圖4所示為ETXE—TAR質量定心孔機床坐標軸(zhóu),x、y、z為幾何軸。u1、眈為兩端截麵處的調整軸,隻能進行水平方向的移動,調整驅動軸模型詳細結構見圖5。
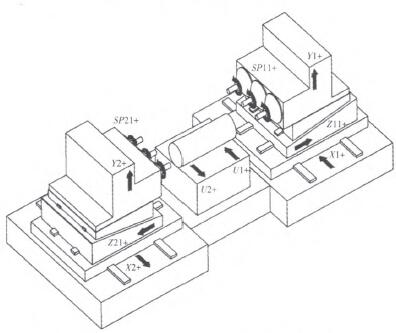
圖4 ETXE—TAR質(zhì)量(liàng)定心(xīn)孑L機床坐(zuò)標軸示意
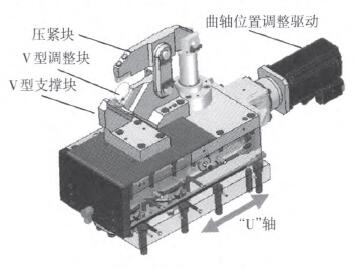
圖5調整驅動軸(U軸)模型
僅僅使用兩個水平方向移動的調整軸不能夠直接實(shí)現四個方向的調整,因此ETXE—TAR對偏心(xīn)數據進行分解處理和轉換,將總移動量分解為調整u軸移動量和坐標係偏置量。使u軸移動量(liàng)和(hé)坐標(biāo)係偏置量(liàng)的和滿足總移動量。
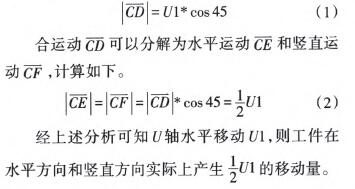
U,軸水平移動Ul,則工(gōng)件實(shí)際在水平方向和豎直方向上產生U1的移(yí)動量(liàng),原因如下。如圖(tú)6所示,如果U軸水平移動Ull(按箭頭方向),則工件的合運(yùn)動是(shì)沿著(zhe)OD方向移動了(le)曆,計算如下。
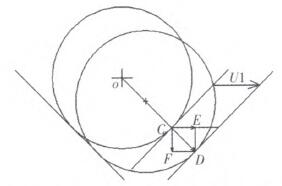
圖6 U軸移動產生的工件(jiàn)實際移動量示意
為滿足調整量LH、LV、RH、RV,ETXE—TAR對數據進行了處理,具體如(rú)下。a.U軸的調(diào)整量。眈軸為£u,U1軸為RU。b.機床坐(zuò)標(biāo)係偏置量(liàng)。通道2(左側)分別為(wéi)X-LESP,Y_LESP;通道1(右側)分(fèn)別為X_ESP,y-ESP。左右兩邊水平和豎直方向均要(yào)滿足總移動量LH、LV、RH、RV要求,計算如下。
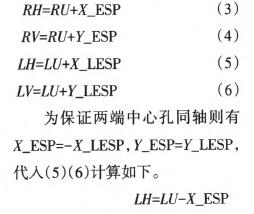
綜上,已成功將調整量分解為u軸移動量和坐標係偏置量。因此,當偏心量刪(shān)、LV、RH、RV數(shù)據傳給中心孔加工機床時,機床程序中將(jiāng)坐標係按X_ESP,Y_ESP偏置,同時U軸移動按LU、RU移動開始加工,即可(kě)實現曲軸定一C,qL按(àn)偏心量要求加(jiā)工。
3.3 兩種結構對比
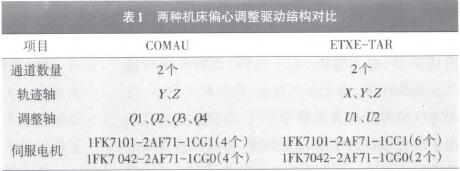
表1所示為兩種機床偏心調整驅(qū)動部分結構的對比,從表(biǎo)1中內容可以看出兩種機床均有兩個通道,分別加工兩端的中一b:fL。COMAU機床包含軌(guǐ)跡軸Y、Z(4個伺服電機驅動)和調整(zhěng)軸Ql、Q2、Q3、Q4(4個小型(xíng)伺服電機驅動);ETXE—TAR機床包含軌跡軸x、y、Z(6個伺服電機驅動)和調整軸Ul、睨(2個小型(xíng)伺(sì)服電機驅(qū)動),兩(liǎng)種機床使用的伺服驅動數量均為8個,但是大的伺服電機和配套的滾(gǔn)珠絲杠副的成本高一些,因此ETXE-TAR機床製造成本要(yào)高一點。然而,由於(yú)COMAU機床有(yǒu)l,軸沒有x軸,因此兩端在x方向的對(duì)零隻能由機床(chuáng)製造(zào)安(ān)裝精度保(bǎo)證,設備老(lǎo)化、二次運輸均會導致兩(liǎng)端中心孔同軸度很難(nán)保證;而ETXE—TAR機床(chuáng)隻要設備穩定性好,是完全可以通過X、l,坐標的修正補償保證兩端中心孔(kǒng)的同(tóng)軸度(dù)。雖然ETXE—TAR機床的結構設計需要對偏心(xīn)量(liàng)數據進行處理,但其原理過程(chéng)並不複雜,程序(xù)中的運算也相當(dāng)簡單,不會增加(jiā)編程(chéng)人員的工作量(liàng)。
在偏心量調整(zhěng)範圍方麵(miàn),神龍公司(sī)EW和EB曲軸毛坯要(yào)求偏心量小(xiǎo)於0.5 mm,從生產實際可知兩種機床均可以完成這一要求。
4、結束語
了解設備的結構特點,在新項目設備(bèi)選擇時可根據需要選擇合適的機床,提高投資的性價比。針對調整結構設計方麵進行比較,ETXE—TAR機床成本高於COMAU機床;精度方麵在(zài)使用(yòng)初期(qī)無區別,應考慮產量來(lái)選擇設備。小(xiǎo)批量生產、短期壽命(約10年)生產建議使用COMAU機床,較大批量生產、長壽命產品的生產(約20年),采用ETXE—TAR機床可以避免設備老化後(hòu)精度恢複難的問題。在具體的機床(chuáng)選擇時還要結(jié)合機床其他方麵的結構特征綜合進行考慮。同時了解曲(qǔ)軸定心(xīn)孔加工機床(chuáng)動平衡偏心量調整(zhěng)的方法原理和機床結構特點,有助於分析解決現生產中動平衡質量問題(tí)。
投稿箱:
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊(xùn)合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊(xùn)合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
金馬")
業(yè)界視點
| 更多

行(háng)業數據
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月(yuè) 軸承(chéng)出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸承出口情況(kuàng)
- 2024年(nián)10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽(qì)車產量(liàng)數(shù)據(jù)
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據