


摘 要:TS 2130 深孔鑽鏜床主軸卡盤(pán)、輔助卡盤距離大,無法加工出長度小於 2m 的工件;文中提(tí)供新工裝方法(fǎ):將工(gōng)件冒(mào)口端裝夾在主軸(zhóu)卡盤上,錠尾端裝夾在(zài)中心架上;將工件(jiàn)找正;對工件進行深(shēn)孔加工。通過改進(jìn)工裝,使深孔加工短節產品達到了技術要求,填補了公司加工 2m 以下短節(jiē)產品(pǐn)深孔加工的空白。
關鍵詞:深孔加工;卡盤;中(zhōng)心架
0 引 言
深孔加工技術是機械加(jiā)工中的一個重要分(fèn)支[1]。深孔加工技術最早主要用來加工(gōng)槍管和炮管的內膛,隨著經濟的發展和科技進步,該技術應(yīng)用範圍(wéi)越來越廣,幾乎(hū)涉及到所(suǒ)有的機械製造業[2],隨著深孔加工自(zì)動化技術的發展,生產產品的多樣化,機床綜合利用和功(gōng)能多樣性顯得(dé)尤其重要。
1 、深孔加工機床及運動方式
試驗使用 TS2130 深孔鑽鏜床。深孔加工常常是采用工件旋轉,刀具進(jìn)給的方式合(hé)為成形運動(dòng)。根據工件形狀、材料(liào)、工藝等,深孔鑽(zuàn)削運動形式也有所(suǒ)不同,常見的運動形式有下列(liè)幾種:1)工(gōng)件轉動,刀具做進給運動;2)工(gōng)件(jiàn)靜止,刀具既旋轉(zhuǎn)又做進給(gěi)運動;3)工件旋轉,刀具做相反方向(xiàng)旋轉並且做進給運(yùn)動;4)工件旋(xuán)轉運動(dòng)與進給運動,刀具(jù)不動。TS2130 深孔鑽鏜床采用(yòng)的運動方式是工件旋(xuán)轉,刀具反(fǎn)向旋轉並(bìng)且進給。
2 、工件裝夾及定位要求
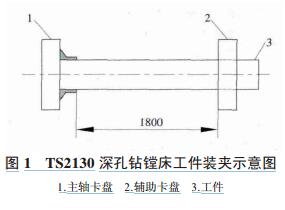
TS2130 深孔鑽鏜床工件的裝夾如圖 1 所示(shì),工件裝夾在主軸卡盤和環形卡盤上,中間由工件中(zhōng)心架(jià)支撐,裝夾工件後,由於(yú)機床自身的(de)相對位置關係,找正(zhèng)簡單。環形中心架固定在床身上(shàng),主軸卡盤和環形卡盤之間距(jù)離1800mm,所以(yǐ)機床適合加工 2000mm 以上長度的工件。為了提高機床的使用效率,特對(duì)機床進行工裝改進。定位和導向(xiàng)不準確, 會造成加工孔的直線度超差、孔的位置發生偏移。而工(gōng)件夾緊(jǐn)不穩定、不正確,也會使加工過程出(chū)現突發問題,如刀(dāo)具損壞、加(jiā)工精度差等[1]。
3 、工(gōng) 裝(zhuāng) 改進、找正和加工參數
3.1 工 裝改進
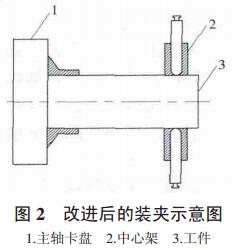
將工件冒(mào)口端裝夾在主軸卡盤上,錠尾端用中心架(jià)支承(chéng),如圖 2 所示。中心架支撐在導軌上,可以沿著(zhe)導軌移動,能輔助固定長度(dù) 2m 以下的短節工件。
3.2 工件找正
深孔加工的定位和導向,直接影響工件的加工質量,找正就顯(xiǎn)得尤其重要。找(zhǎo)正具體操作流程為:1)從工件錠尾端裝入(rù)定位套,將冒口端裝(zhuāng)入卡盤墊銅皮夾緊(中(zhōng)心架位(wèi)置基本調好,上下(xià)工件時不要動中心(xīn)架滾輪);2)將定位套處工件(jiàn)墊銅(tóng)皮,借助於直尺、百分表將定位套找正,確保定位套兩端跳動≤0.1mm,壓緊中心架上滾輪;3)用百分表打工件冒口端跳動確保卡盤處工件外圓(yuán)跳動(dòng)≤0.1mm,夾緊(jǐn);4)用百分表打錠尾(wěi)端外圓上跳動,微調定(dìng)位套確保跳動≤0.1mm;5)找高低,用百分(fèn)表在工件(jiàn)前後錠尾(wěi)端外圓上找高低,確保高低誤差≤0.1mm;6)找(zhǎo)測母線,用百分表在(zài)工件前(qián)後錠尾端外圓側麵找正,確保前後誤差≤0.1mm。
3.3 加工工藝
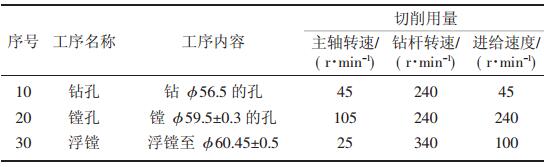
找正完成後,以加工直徑 65mm,總長度 1565mm 軸(zhóu)(如圖 1 所示)為例,按照表 1 加工工藝進行加工。
表 1 機械(xiè)加工工藝過程(chéng)卡
4 、結 果(guǒ)
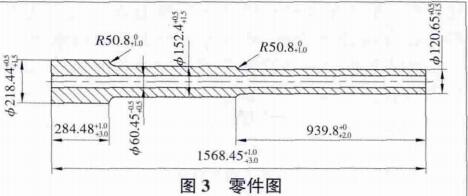
深孔(kǒng)共加工圖(tú) 3 所示軸(zhóu) 54 支,均能滿足壁厚(hòu)差不大於 1mm 的要求。
5 、結 論
通過工裝改進完成了短節產品(pǐn)深孔加 工, 都 能滿足零件的(de)要求,有(yǒu)效地提(tí)高了公司的經濟效益(yì),為其(qí)他深孔鑽工裝改進(jìn)提供參考(kǎo)。改(gǎi)進工裝後,找正時間過長和找正程序複雜問題需(xū)要 繼續研究和改進。
如果(guǒ)您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
馬")

- 2024年11月 金屬切削機(jī)床產(chǎn)量數據
- 2024年(nián)11月(yuè) 分地區金屬切削機床(chuáng)產量數據
- 2024年(nián)11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月(yuè) 新能源汽(qì)車銷量情(qíng)況
- 2024年8月 新能源汽車產量(liàng)數據(jù)
- 2028年8月 基(jī)本型乘用車(轎車)產量數(shù)據