
一、汽車齒輪加工自動生產線的需求
汽(qì)車工業(yè)既是我國(guó)最重(chóng)要、最活躍的支柱產(chǎn)業之一,同時也是機床裝備製造業(yè)的重點服務領域。在我國由汽車工業(yè)大國邁向汽車工業強國的發展進程中,汽車零部件高檔(dàng)生產(chǎn)裝備及生產線的國產化、自(zì)動化、成套化將起著至(zhì)關重要的作用。轎(jiào)車變速(sù)箱齒輪是汽(qì)車工業領域(yù)量大麵廣,對(duì)轎車傳動係統安全、壽命、噪聲、操作性具有直接影響的關鍵零件,其生產技術與裝備水平在汽車工業領域具有代表性和典型性。
當前,歐美日韓等汽車工業強國已普遍采(cǎi)用集成高端機床(chuáng)裝備(bèi)和物流自動化的(de)齒輪加工自動生產線作為汽車變速箱齒輪的製造模式; 然而,我(wǒ)國轎車變速箱齒(chǐ)輪生產卻仍以勞動密集型手(shǒu)動生產為主,工序間零件轉移及生產節拍(pāi)控製主要通過人工實現,關健(jiàn)裝備及生產線與國際先進水平差距較大,對進口依賴性強,已不能滿足(zú)我國(guó)企業轉型升級、提升(shēng)競爭力的(de)需要(yào)。
隨(suí)著(zhe)我國人口年齡結構變化,老齡化趨勢漸現,必將導致適齡勞動力的不足,熟練技工的缺乏;另一方麵,隨社會(huì)的發展進步,員(yuán)工的薪資福利逐步提升,人力成本必然(rán)增加; 同時(shí),人員的技能、態度和(hé)流失等因素都(dōu)會(huì)對生產的效率(lǜ)、產品的質量和精度(dù)穩定等造成(chéng)較大影響。
總之,人口紅利消失,使我國製造業(yè)的成本優勢正在失去,如何化解上述製約企業發展(zhǎn)的因素,是我們(men)值得思考的問題。可以預見,汽車齒(chǐ)輪加工自動生產線將是我國(guó)汽車零部件加(jiā)工企業轉型升級的首(shǒu)選,同時也是我國(guó)齒輪加(jiā)工機(jī)床製造(zào)企業的(de)主要研究課題。
二、自主研發轎車變速箱齒輪加工自(zì)動
生產線的技術路線和(hé)特點
轎車變速箱齒輪加工自動生產線課題,是一個牽(qiān)涉麵廣的係統集成創新項目(mù),涉及(jí)到車削(xuē)中心、滾齒、倒(dǎo)棱倒角、剃齒、磨齒等線上設備和工藝工裝,以及數控係(xì)統、功能部件、自動控製等集(jí)成創新(xīn)工作。因此我們要用係統工程的思想方法,從齒輪加工整體解決(jué)方案的優化創(chuàng)新入手,探索新(xīn)的工藝流程和方法,研究總(zǒng)結(jié)組建柔性自動加工單元或自動生產線的整體解決方案。
根據整體解決方案的要求,重點研究解決我(wǒ)國高端裝備在設計優化、動態測試、知識專家庫的建立、自適應(yīng)智能控製補償、網絡化智能監控、可靠性提升等方麵的現狀問題; 研(yán)究齒輪加工高速幹切理論和工藝應用研究,設計研製綠色高效、智能精密的機床裝備,全麵提升企業高端裝備的技術性能和水平,滿足我國齒輪加(jiā)工相關領(lǐng)域的發展應用需求。
研究轎車變速箱齒(chǐ)輪加工典型工藝流程,結合先進成熟加(jiā)工技術和設備,基於精益生產思想優化工藝流程,形成齒輪加工車削→滾齒→倒棱→剃齒工藝路線的自動線方案; 齒部(bù)成形采用: 滾齒→倒棱→剃齒的工藝路線(xiàn),重(chóng)要特殊要求齒輪采(cǎi)用滾齒(chǐ)→倒棱→磨齒的(de)路線。
根據CHMTI 最(zuì)新成熟齒輪(lún)加工工(gōng)藝和設備的(de)技術發展狀況,典型轎車(chē)變速箱齒輪加工自動生產線整體解決方案有以下技術特點和(hé)發(fā)展趨勢。
1. 綠色環保的高速幹式加工工藝的應用(yòng)
齒輪加工采用主流典型的車削(xuē)、滾齒、倒棱去毛刺、剃齒工藝(yì)流程,整體方案強(qiáng)調綠色環保(bǎo),在廢除切削油,節省油料費(fèi)用的同時,可減(jiǎn)少加工中油霧對環(huán)境的汙染和對(duì)健康的負麵影響。
(1) 車削工序廢除切(qiē)削油的使用,根據技術成熟程度可以采用幹式車削、低溫冷風(fēng)+ MQL、水基切削(xuē)液替代切削油等方式,減少油汙對環(huán)境的影響。
(2) 滾(gǔn)齒工序(xù)選用國產全新高速幹切滾(gǔn)齒機,采用綠色環保的全幹式滾齒工藝,擯棄切(qiē)削液,在節省(shěng)費用的同時,提升可(kě)加工效(xiào)率; 消除加工過程中油霧對環境的汙染,減少對操作者的潛在危害。
(3) 倒棱去毛刺采用幹式加工工藝,不用切削液,減少油霧對環境的影響。
(4) 剃齒(chǐ)工序采用水基切削液替代切削油,減(jiǎn)少油汙對環境的影響。
2. 麵向柔性可(kě)重組的模塊化齒(chǐ)輪(lún)自動加工(gōng)單元的開發
麵向自動化聯線(xiàn)和結構(gòu)緊湊(còu)要求,設計(jì)內嵌(qiàn)桁架機械手或關節機器人的模塊化齒輪(lún)加工單元,使齒輪加工自動生產線的組建(jiàn)更柔性化,結構更緊湊。
(1) 針對盤齒(chǐ)加工,車削工序可以集成CHS20並聯雙主(zhǔ)軸車削中心(xīn)。機床采用並列雙刀塔平行雙主軸的對稱布(bù)局,內嵌龍門桁架機械手和零件翻(fān)轉機構,能自動進(jìn)行盤類零件兩(liǎng)麵自動裝夾和齒坯各要素車削加工,使傳統加工需要(yào)兩台(tái)車床完成的工作,集成在一台車削中心(xīn)完成,整機結構緊湊,效率和加工精(jīng)度也得(dé)到提高。
(2) 滾齒工序集成YE3120CNC7 數控高速幹切滾齒機,機床采用全新偏置龍門立柱結構,在提(tí)高機(jī)床整體剛(gāng)性的同時,便於形(xíng)成清晰整潔、防護嚴密(mì)的切削區,漏鬥式(shì)內罩防(fáng)護完美(měi),切屑排(pái)除(chú)迅速;配有兩工(gōng)位回轉機(jī)械手、自動送料裝置和桁架機械手,能實現齒輪自動上下料加工,效率(lǜ)和精度都(dōu)得到提升,滾齒精加工精度穩定達到(dào)GB/T 10095. 1—2008 的6 級。
(3) 倒棱去毛刺工(gōng)序集成CHMTI 新開發的GCDV300 數控高效倒棱機。該機針(zhēn)對齒(chǐ)輪加工自動生產線結構緊湊要求設計,采用(yòng)刀具軸被動、工件軸主動(dòng)的立式布局結構,主要針對盤狀齒輪的(de)倒棱和去除毛刺加工; 內嵌桁(héng)架(jià)機械手實現齒輪(lún)上下的料物流自動化(huà); 具有加工效率(lǜ)高、占地麵積小的特點(diǎn),特(tè)別適(shì)合自動生產線集成連線。
(4) 剃齒工序集成YZ4232CNC5 數(shù)控剃齒機,內嵌桁架機械(xiè)手(shǒu),配置雙托(tuō)盤旋轉送料機構,提高了機(jī)械手上下料的效率; 模塊化設計適合自動線的集成連線; 配置人機界(jiè)麵,具有自動補償功能; 剃齒精(jīng)度可在滾齒基礎上提高1 ~ 2 級。
3. 自主研發的國產轎車變速箱齒輪加工自動生產線
國家“高檔(dàng)數控機床(chuáng)與基礎製造裝備”重(chóng)大專項的實(shí)施,使我國轎車齒輪(lún)生產線上的關主(zhǔ)裝備,如滾齒機、剃(tì)齒機、車(chē)床等都得(dé)到快速發展(zhǎn); 在加工(gōng)精度、效率、可靠性等方麵逐步接近或者達(dá)到進口裝備技術水平,具(jù)備自動線集成聯線能力; 國產數控係統、功能部件(jiàn)、複雜(zá)刀具(jù)及生產線網絡化(huà)管理係(xì)統等技術的突破,使具有自主知識產權的(de)國產轎車變速箱齒輪加工自動生產線成功推出。
以 CHMTI 參展齒輪加工(gōng)自動生產線為例,自動線集成齒輪加工機床國產化率100%; 刀具夾具等功能部件國產化率100%; 數控係統在滿(mǎn)足需求、成(chéng)熟(shú)可(kě)靠的基礎上,優先選用國產數(shù)控係統,數控係統國產化(huà)率60%以上; 該線為齒(chǐ)輪加工典型成套解決方案(àn),可完成轎車變速箱齒輪的精車、滾齒、倒棱、去毛刺(cì)、剃齒等熱前加工工序,在車削、滾齒、剃齒工序後分別設定抽檢台(tái)對各序加工進行抽檢,以(yǐ)保證產品的合格率。整線外觀一體化設計,弧型的外罩(zhào)設計,使整條自動生產線像一(yī)列動車車廂,美觀具有速度感,喻意齒輪加工自動(dòng)生產線綠色環保、高速(sù)高效、自(zì)動化的功能特點和設計理念。該線具有變速箱(xiāng)齒輪年(nián)產25 萬件生(shēng)產能力,生產線節拍≤50s,工序能力指數CPK 值≥1. 67,熱前齒輪齒(chǐ)部精度(dù)穩定達到6 級( GB/T 10095. 1—2008) ,自動生產線設備(bèi)平均無故障運行時間MTBF≥900h,生產線整機技(jì)術指標達到國際先進水平。
三、轎車變速箱齒輪(lún)加工自動生產線(xiàn)的應用
具有自主知識產權的國產轎車齒輪加工自動生產線的研製成功,將為我國汽車變速箱齒輪加工提供先(xiān)進科(kē)學的成(chéng)套解決方案,降低對進口產品的依賴,提升我國汽車零部件加工業的技術水平和競(jìng)爭能(néng)力,推動我國(guó)汽車製造業向世界汽(qì)車工業強國邁進,具有重要的推廣應用前景。現就(jiù)汽(qì)車變速箱齒輪加工自動線的三種典型解決方案分述(shù)如下:
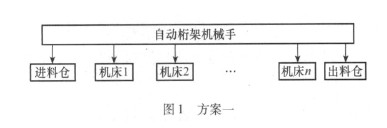
1. 獨立桁架機械(xiè)手(shǒu)實現(xiàn)物流自動化的齒輪加工自動線該種方案自動線集成設備按工序流程安排,呈直線流(liú)水(shuǐ)線布置; 由獨立控製的桁架機械(xiè)手,通過與集成各(gè)機(jī)床的交(jiāo)互通訊,統一(yī)完成齒輪工(gōng)件在集成機床(chuáng)間的自動傳遞,實現物流(liú)的自動化(huà)。
方案特點: 對集成機床(chuáng)的要求和(hé)改動最小,較易實現多台設(shè)備集成聯線,性價比較好,但自動線(xiàn)的占(zhàn)地長度較長。這種方案(àn)是齒輪加工機床製造商早期推出的(de)自動線實施解決方案,隻需(xū)對集成單機的自動(dòng)上(shàng)下料裝(zhuāng)置完善就能實行聯(lián)線。同時,該方案也是齒輪加工企業對原(yuán)有(yǒu)基於精益生產布置的手動生產線的自(zì)動化改造備(bèi)選方案(àn)( 見圖1)。
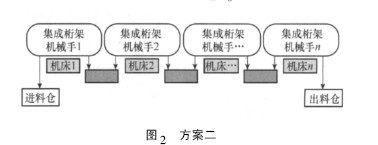
2. 內嵌桁架機械手模塊化齒輪加工單元的組線
方案該方案是齒輪加工機床製造企業麵向柔性重構和結構緊湊的自動化聯(lián)線要求,全新設計帶內嵌桁架機械手(shǒu)( 或關節機器人) 的模塊化齒輪加工單元的聯線方式; 該方(fāng)案使齒輪(lún)加工自動生產線的組建更柔性化,結構也(yě)更緊湊; 自動線集成的各序機(jī)床皆自帶桁架機械手,工件通過機床間的傳輸料道,在各機械(xiè)手間傳遞,實現物流自動化(huà); 該方案是近期和未來一段時間,齒輪加工機床製造商重點推薦實施的方案,也是(shì)汽車變速箱齒輪加工企業(yè)新投產時自動線的主選方案( 見圖2) 。
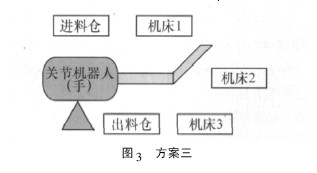
3. 關節機器人實現物流自動化的自動化加工單元( 線)
關節機器人在汽車車身焊接和(hé)噴塗等自動線上被廣泛采用。近期在汽車齒輪加工中(zhōng),關節機器人在齒輪自動上下料中得到應用。由關節機器人( 機械手) 負責(zé)單台設備或者負責2 ~ 3 台設備的(de)自動上下(xià)料(liào)加工(gōng),組建(jiàn)成自(zì)動加(jiā)工單元。
方案特點: 關節機器人上下料柔性高,上下料空間和路徑靈活; 關節機(jī)器人組建自動化加工單元對場地需求靈活; 目前國(guó)產關節機器人的性能精度和國外先進水平還有一定(dìng)差距; 該方案也可(kě)作為汽車(chē)齒輪加工企業對原有齒(chǐ)輪加工手動生產線設備的自動(dòng)化改造備選方案( 見圖3) 。
四、結束語
把人從繁重(chóng)、重複和繁瑣的勞動中解放出來,從事相對輕鬆的服務工作,是科技進步的(de)體現,是人類社會發展的趨勢。
自動化技術是部分代替人工,減輕勞動(dòng)強度,提高加(jiā)工效率的解決方案。自動(dòng)化加工在節省人(rén)力成本的同時,提高(gāo)加工效率和加工精(jīng)度,具有良好的經濟效益。因此,針對我國汽車齒(chǐ)輪加工行業的升級(jí)需要,自主研發汽車齒輪加工自動生產線(xiàn)是我國機(jī)床裝備製造業重要任務,是機床製造(zào)企業技術提升、轉型升(shēng)級的必然選擇(zé)。
如果您有機(jī)床行業、企業相關(guān)新聞稿件發(fā)表,或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








