
數控加工中心(xīn)由於配有刀庫(kù)和自動換刀係統, 能(néng)實現一次裝(zhuāng)夾完成多道工序, 大大減少專用工夾具的數量(liàng), 縮(suō)短了生產準備時(shí)間, 同時減少了多次安裝造成的定位誤(wù)差, 提(tí)高(gāo)加工精度,能實現高精(jīng)高效的加工[1]。數控加工中心在(zài)現代製造(zào)業中(zhōng)起著愈來愈重要的作用(yòng)。數控加工(gōng)中心自動(dòng)換刀係統性能的好壞直接影響加工效率的高低。討論如何對自動換刀係(xì)統進行電氣控製。
1 刀庫選刀控製方式
自動換刀裝置可以定義為: 一種能根(gēn)據機床控製單元(yuán)發出的命令從刀庫中選擇和更換刀具的裝置。加工中心自動換刀程(chéng)序指令有兩部分: 刀具選刀( T××) 和刀具(jù)交(jiāo)換( M06) 。目前刀具選刀一般有四種控(kòng)製方式: 順序(xù)選(xuǎn)刀方式, 刀具編碼(mǎ)方(fāng)式, 刀套編碼方式, 計算機記憶隨機換刀方式[2]。其(qí)中刀套(tào)編碼方(fāng)式是對刀庫(kù)各(gè)刀座預先(xiān)編碼, 每把刀具放(fàng)入相應(yīng)刀座之後就具有了相應刀(dāo)座的編碼, 即刀具在刀庫(kù)中的位置是固定的。刀庫一般是鏈式刀庫(kù)或輪式刀(dāo)庫, 當然, 目前還有一些別的刀庫類型, 例如球形刀庫(kù), 盒式刀庫等。
某校工業中心(xīn)三菱(líng)立式加工中心采(cǎi)用盤式刀庫, 刀(dāo)庫選刀控製方式采用刀(dāo)套編碼方(fāng)式, 控(kòng)製係統采(cǎi)用(yòng)三菱MELDAS 60SSeries 數控係統。
2 換刀動作過程介紹
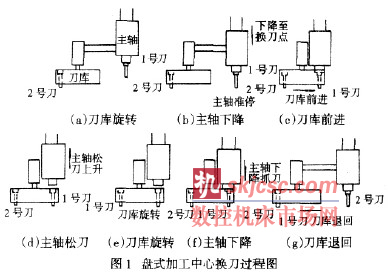
圖1 為盤式加工中心換刀過程圖。若現在(zài)主軸上刀具為1號刀, 則執行(háng)M06T02 換2 號刀的過程如下:
( 1) 如圖1a 所示, 首先刀庫將當前位置旋轉至(zhì)1 號刀所在( 2) 如圖1b 所示, 主軸下(xià)降至Z 軸換刀點, 同時主軸準停。
( 3) 如圖1c 所示, 刀(dāo)庫前進, 使1 號刀(dāo)具進入刀庫的1 號刀座。
( 4) 如圖1d 所示, 主軸鬆(sōng)刀, 1 號刀具落(luò)入刀庫(kù)原位, 然後主軸上升。
( 5) 如圖1e 所示, 刀庫旋轉, 將新刀(dāo)2 號刀旋轉到刀庫當前位置。
( 6) 如圖1f 所示, 主軸(zhóu)下降到2 號刀所在位置, 同時主軸上的刀具(jù)夾緊裝置把2 號刀具夾緊(jǐn)。
( 7) 如圖( g) 所示, 刀庫退回到原(yuán)位。換刀過程結束。
3 自(zì)動換刀係統控製
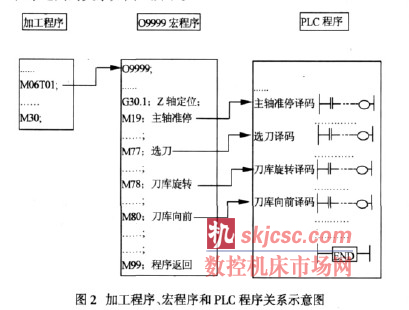
自動換刀係統控製的總體思路: 運行“M06”加工程序代碼(mǎ)時自動調用O9999 號宏程(chéng)序。O9999 宏程序實現一係列換(huàn)刀動(dòng)作過程控製。O9999 中的輔助指令功能則由PLC 程序實現。同時要設(shè)置相應的參數使以上過程生效(xiào)。加工程序、宏程序和PLC程序之間的關係如圖2 所示。
下麵分別說明相關參(cān)數設置, 宏程序的編製和(hé)相關PLC 程(chéng)序的(de)編製。
3.1 參數設置(zhì)
涉及刀自動換刀控製的係統參數有(yǒu)[3]:
#1195=1: 使用M代碼調用宏程序
#7001= 6, #7003= 9999: 運行M06 代碼調用O9999 宏程序
#1121=1: 禁止編輯O9000~9999 號程序, 保護O9999 號宏程序
# 3207: 設置主軸(zhóu)準停角度
# 2238: 設(shè)置抓刀(dāo)頻率
# 8206: 設置換刀點坐標
3.2 宏程序設計
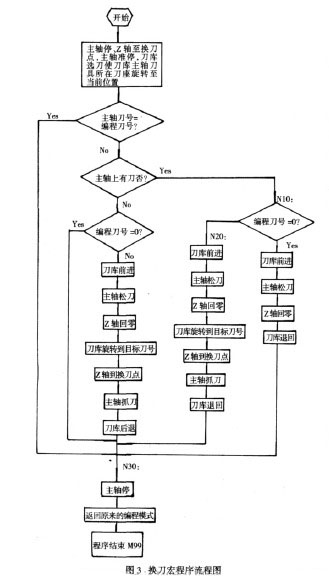
程序代碼(mǎ)M06 調用(yòng)O9999 宏程序(xù), 其宏程序流程圖如圖3。其中需要的輔助指令和準備指令有:
M19 主(zhǔ)軸準停M77 選刀即刀庫將主軸刀號所在刀座旋轉到當(dāng)前位(wèi)置
M78 刀庫旋轉, 將編程刀號旋轉到當前位(wèi)置M80 刀庫向前
M81 刀庫退回(huí)M82 主軸(zhóu)鬆刀
M83 主軸緊刀G30.1 回到1 號換(huàn)刀點
3.3 PMC 程序設計
與刀(dāo)庫自動換刀有關的梯形(xíng)圖主要是實現宏(hóng)程序O9999中使用的輔助指令的譯碼功能。如M19, M77, M78, M80, M81, M82, M83。現以M78 刀庫編程(chéng)位置旋轉至當前位置為例(lì)說明PMC 關鍵程(chéng)序設計。
3.3.1 旋(xuán)轉功能指令格式介(jiè)紹
在此要用到三菱係統PLC 功能指令S.ROT。ROT 命令是作為(wéi)功能而準備, 如旋轉物體的目標位置, 旋轉方向和環(huán)計數器。該命令可用來確定旋轉方(fāng)向和步進(jìn)數[4]。命令格式如圖4。
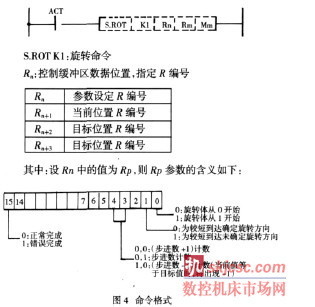
Rm:旋轉體個數編號
Mm;為0表(biǎo)示旋轉方(fāng)向順(shùn)時(shí)針(zhēn);為1表示旋轉逆時針。
3.3.2 接口(kǒu)信號說明
假設刀庫PLC 程序所用到的接口信號如下:
X230:M功能選通( MF1) R20:M代碼數據1
X23:刀庫計數(shù)器Y3: 刀庫正轉繼電(diàn)器
Y4: 刀庫反轉(zhuǎn)繼電器Y226:M功能完成(chéng)1( FIN1)
3.3.3 M78 的(de)PLC 程序代碼則用於M78 譯(yì)碼指令的(de)關鍵(jiàn)PLC 程序略。
4 總結
該(gāi)刀庫控製思路清晰, 直觀, 考慮因素全麵可靠。控製程(chéng)序簡潔, 可讀性好。同時該程序(xù)具有良好的可移植性和擴充性。該自(zì)動(dòng)換刀控製(zhì)係統(tǒng)的控製程序已在本(běn)校工業中心設(shè)備上調試功。該程序(xù)主要適用於盤式刀庫換刀控製。其他類(lèi)型的刀庫可參照該(gāi)思路(lù)進行修(xiū)改。
如果您有機床行業、企(qǐ)業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








