
0 引言
盤式刀庫及機械手是車銑複合(hé)加工中心(xīn)的重要換刀裝(zhuāng)置,隨著加工中心複合功(gōng)能(néng)的增多和密集型技術的引入,不可靠因素和故障隱患增多,尤(yóu)其是在複雜零件的(de)加工過程中,需要頻繁更換刀具,執行動作多且(qiě)速度快,刀庫和機械手很容易因為刀盤旋轉產生的振動和零件磨損等原因(yīn)導致定位不準確,從而(ér)出現掉刀等(děng)故障[1]。因此非常有必要對該盤式刀庫及(jí)機械手進行可靠性增長試驗,並不(bú)斷進行故障排除和(hé)結構優化,從而實現其(qí)平均(jun1)無故障時間的顯著增長,提高(gāo)可靠性水平。
可(kě)靠性增長試驗就是通過逐步改正產(chǎn)品(pǐn)設計和製(zhì)造中(zhōng)的缺陷,不斷提高產品可靠性的工程試驗,通常安排在工(gōng)程研製基本完成之後和可靠(kào)性鑒定試驗之前。可靠性試驗最常用的方法是通過試驗- 分析- 糾正(zhèng)試驗( 簡(jiǎn)稱TAAF 試驗) 糾正故障(zhàng),並達到逐步提高產品可靠性的目標[2]。
本文主要研究(jiū)了盤式刀庫(kù)及機械手的可靠性(xìng)增長試驗方法,對類似產品的可靠性增長有參考借鑒作用。
1 盤式刀(dāo)庫及機械手
可靠性(xìng)試驗係(xì)統構成車銑複(fù)合加工中心用盤(pán)式刀庫及機械手( 見圖1) 的可靠性試驗係統分為機械係統、控製係統、測試係統三個部分。
機械係統(tǒng)由支承結構、傳動結構、定位結構和夾緊結構組成。支(zhī)承結構主要包括底座(zuò)、主軸、支架和刀盤,完成主體部分和其它零件的承載、安裝(zhuāng)功能。傳動結(jié)構主要由電機、齒(chǐ)輪組、齒輪軸組成,齒(chǐ)輪和刀盤聯接在一起,齒輪(lún)傳(chuán)動帶動刀盤旋轉。定位由電氣定位和機械定位共同完成(chéng),通過發訊盤(pán)和發(fā)訊開關發出信號,進行粗定(dìng)位,而精定位則是由(yóu)定位軸、定位套及插銷實現的。夾緊機(jī)構主要是由刀爪、導向杆、彈簧及定(dìng)位(wèi)塊組成。
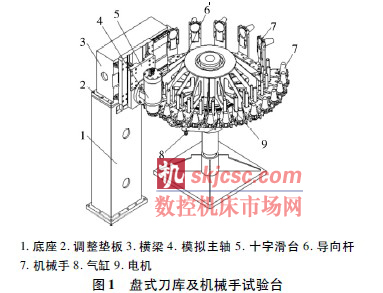
該盤式刀庫的控製部分(fèn)采用西門子802D 數控係(xì)統,測試係統獨立於控製係統(tǒng),利用相關的傳感器可以全麵檢測盤式刀庫及機械手的換刀位置精度、振動(dòng)特性、是否掉(diào)刀、氣缸壓力、刀庫(kù)的轉速扭矩,以及工況噪聲等(děng)參數。在(zài)後期可靠性試驗中,這些性能參(cān)數是反映刀庫可靠性(xìng)水(shuǐ)平的重要因素之一。
2 盤式刀庫及機械(xiè)手故障模(mó)式分析
根據GJB1407《可靠性增長試驗》中的規定,可靠性(xìng)增長是針(zhēn)對產品的可靠(kào)性或者針對產品的故障的。分析產品故障原因和機理,改(gǎi)進設計缺陷(xiàn),是提高產品可靠性的關鍵(jiàn)。在TAAF 試(shì)驗中誘發的關聯故障(zhàng),分為A 類故障和B 類故(gù)障兩種,A 類故(gù)障是(shì)不予糾(jiū)正(zhèng)故(gù)障(zhàng),B 類(lèi)故障為可糾正故障。
針(zhēn)對盤式刀庫的結構特(tè)點和早期故障試驗結果,對其可靠性薄弱環節進行(háng)故障模式、影響及危(wēi)害性分(fèn)析,以便於後期故障的糾正和可靠性(xìng)增長試驗的追蹤與控製。得到其故障模式(shì)分(fèn)析如(rú)表1 所示。

3 可靠性增長試驗(yàn)方(fāng)法設計
3. 1 可靠性增長模型
在可修產品的可靠(kào)性增長試驗中,常用的是杜安( Duane) 模型和AMSAA 模型[3]。本文選取Duane模型作為車銑複合加工中心用盤式刀庫及機械手的可靠性增(zēng)長模型。
Duane 模(mó)型(xíng)最初是飛機發(fā)動機和液壓機械裝置(zhì)等複雜可修產品可靠性(xìng)改進過程的經驗總(zǒng)結,其前提是: 產品在可靠性增長過程中,逐步糾正故障因而產品(pǐn)可靠性是(shì)逐步提高(gāo)的,不許可有多個(gè)故障集中改進而使產品可靠性有突然地較大幅(fú)度提高。
Duane 模型引入累積故障率(lǜ)λΣ ( t) 的概念,指出產品在增長試驗過程中,累積故(gù)障率對於累積試驗時間,在雙(shuāng)邊對數坐標紙上趨近於一條直線,即: lnλΣ ( t) = lna - mlnt ( 1)式(shì)中: a 為尺度參數,a > 0,表示(shì)雙邊對數紙上該直線的截距(jù),它的工程意義是(shì)一定程度上反映了進行可靠性增長試驗初始(shǐ)可靠(kào)性水平(píng)的高低,a 愈小,說明初始可靠性水平高。m 為杜安(ān)增長率,0< m < 1,表示雙邊對數紙上該直線的斜率,它的工程(chéng)意義是反映了可靠性上升速度的快(kuài)慢。m 愈大,可靠性增長效果愈好。
在工程應用中,已知某一累積試驗(yàn)時間tI及其對應的產品累積MTBF,記為MI,則可得:
( 2) 式可用於製訂可靠性增長計劃,( 3) 式用於表示增長計劃曲線並用於跟蹤,兩者還可用於產品可靠性增長過程中及最終的可靠(kào)性評估。
3. 2 可靠(kào)性增長(zhǎng)試驗計劃
可靠性增長試驗計劃的主要組成部分是計劃曲
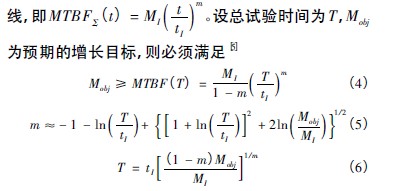
式中共有5 個參數,MI,tI,m,T,Mobj,隻有5 個參數全部滿足上述(shù)關係時,才能構成符合增長試驗目標的計劃曲線[4-5]。考慮到車銑複合加工用(yòng)盤式刀(dāo)庫及(jí)機械(xiè)手的主要工作過程為換刀(dāo)和加工,工(gōng)作時間較長,若選時間為單位,則試驗數據采集難度加大。因此試驗過程以換刀次(cì)數n 為計數單位,選用累積無故障(zhàng)換刀(dāo)次數作為考核刀庫的MTBF 指標。
( 1) 增長目標的確定增長目標值應超過規定值,設定可靠性增長標Mobj為10000 次累積無故障換刀。
( 2) 起始點的確定[6]計劃曲線的起始點含兩個參數: MI,nI,蘊(yùn)含(hán)著Duane 模型的參數(shù)a 和m,對增(zēng)長規律和總試(shì)驗次數N 有很大影響。反推法[6] 根據已經確定的增長目標和特定的增長策(cè)略(luè),反過(guò)來確定產品必須具有的初始可靠性(xìng)MI0,再確(què)定MI。反(fǎn)推公式為: MI > MI0 > ( 1 - m) ( 1 - dKλ) Mobj ( 7) Kλ是糾正比,取值範圍為0. 85 ~ 0. 95; d 是平均糾正(zhèng)有(yǒu)效係數,取值範圍0. 55 ~ 0. 85。具體的取值(zhí)要根據(jù)故障統計分析的結果來確定。在試驗前(qián),可以根據上代產品或同類產品的增長規律暫定。參照(zhào)同類產品的實際(jì)可靠性增長規律,取Kλ = 0. 9,d = 0. 7,則可得出MI0為1850 次,選定MI = 2000 次,nI =5000 次。
( 3) Duane 增長率的確定最初Duane 模(mó)型依據的一些航空用發動機和液(yè)壓機械裝置的增長率都是0. 5,隨後經過比(bǐ)較廣泛的可靠性增長試驗實踐,對於新研製的(de)複雜(zá)設備,增長率(lǜ)的範圍為0. 3 ~ 0. 6。影(yǐng)響增長率的(de)主(zhǔ)要因素為: 故障糾正(zhèng)效(xiào)果(guǒ)和產品設計成熟程度。對本刀庫取m = 0. 5。
( 4) 試驗(yàn)總次數的確定根據GJB 1407《可靠性增長試驗》規定的增長(zhǎng)試(shì)驗方(fāng)案,總試驗時間為(wéi)增長(zhǎng)目標(biāo)Mobj的5 ~ 25 倍。考慮到盤式刀庫機械手是高可靠性產品,試驗時間過長則經費(fèi)消耗越大。若取N = 5Mobj,則N = 50000。若(ruò)根據( 6) 式計算,N = 31250,換刀(dāo)次數明顯減少。取N = 30000,代入公式( 5) ,m ≈0. 53,超出預計增長率,可以接受。
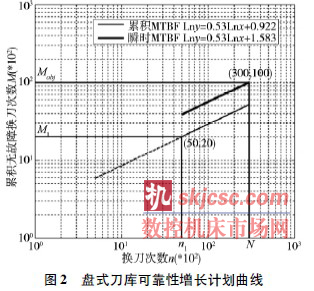
( 5) 繪製可靠性增長試驗計劃曲線綜(zōng)上,最終確定的參數(shù)為Mobj = 10000 次,MI =2000 次(cì),nI = 5000 次,m = 0. 53,N = 30000 次。在雙邊對數坐標紙上(shàng),以換刀次數為(wéi)橫坐標,累積無故障換刀次數為縱坐標,可得到車銑複合加工中心用盤(pán)式刀庫及(jí)機械手可靠性增長試驗的計劃曲線( 見圖2) 。
3. 3 可靠性增長試驗的跟蹤與控製(zhì)
在進行TAAF 試驗過程中,受試產品發生故障時,應根據故障的類型與(yǔ)性質(zhì)進(jìn)行不(bú)同的處置。車銑複合加工(gōng)用盤式刀庫及機械手是大型複雜(zá)的機電產品,故障分析與糾正困難大,所需(xū)時(shí)間長。因此對於非關聯故障和關聯故障中的A 類故障,隻需對其進行修複,恢複到本(běn)次故障發生前的產品狀態,然後(hòu)繼(jì)續試驗。對於關聯故障(zhàng)中的B 類故障,修複後立即恢複試驗,在試驗繼(jì)續(xù)進行(háng)的同時開展故障分析、糾(jiū)正和製造新設計有關的硬件。遇到必須中斷的時(shí)候,才在受試產品上實施糾正(zhèng)措施(shī)。
可(kě)靠性增長試驗的跟蹤過程就是(shì)記錄發生關聯故障時的時間(jiān)與累計故障數,擬(nǐ)合成跟蹤曲線,與計劃曲(qǔ)線做對比。當實際增長過程中所(suǒ)有故障點在(zài)計劃曲線上方,或者跟蹤曲線在計劃曲(qǔ)線上方,或者跟蹤曲(qǔ)線在總試驗時間前(qián)的延長線穿過計劃曲線,此時說明實際增長結果滿意,不需要控(kòng)製。否則就需要改善增(zēng)長策略,以提高故障糾正效果。3. 4 最(zuì)終評定對於本(běn)文試驗(yàn)對象,在可靠性增長試驗過程中得到的關聯故(gù)障時間序列為時間截尾數據,用(yòng)Duane模型來(lái)評定,當實際增長率高於計劃增長率時,則表明產品可靠性已超過預期增長目標,可靠性增(zēng)長(zhǎng)試驗成功。
4 結束語
車銑(xǐ)複合加工中心(xīn)用盤式刀庫及機械手是大(dà)型複雜的機(jī)電類產品,具有高可靠性單樣本的特點,其可靠性工作與電子產品相比相對困難。本文提出的可靠(kào)性增長試驗方法能夠適用於同類產品,通過逐步排除(chú)故(gù)障,糾正設計缺陷,優化產(chǎn)品結構,輔(fǔ)以Duane模型等可靠性增長模型,對其進行跟蹤和控製,進而達到提高產品可靠性水平的目標。
如果您有機床(chuáng)行業(yè)、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com








