
結構件是飛機零件中最大的一種零(líng)件。這類零件主要用鋁合金製造。基於製造工(gōng)藝和零件重(chóng)量考慮,以前主要采用鋁板經鉚而成(至今仍有部(bù)分零件采(cǎi)用此種方法製造)。現在(zài)采了全然不同的設(shè)計技術,需要將多(duō)種不同功能(néng)集成到(dào)一個結構件上。這就是集成設計技術。這種零件是用一(yī)塊實體鋁坯經銑削加工而成(chéng)。這類零件很複雜,通常包(bāo)含(hán)極小的底麵和薄(báo)壁(0.6~2mm),呈蜂巢狀。這(zhè)類(lèi)零件的幾何形狀由不同的表麵及規定的曲麵構成。接近飛機外部輪廓的表麵也是必須是自由曲(qǔ)麵。
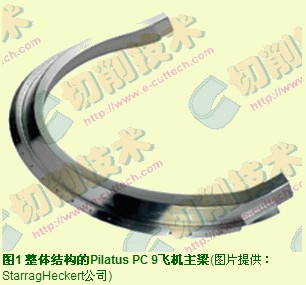
例如,Pilatus PC 9飛機的主梁,在以前的設計中是由156個不同零件構成的(de)。這樣,就需要(yào)各種折彎設備和裝(zhuāng)配夾具。在Pilatus PC 12飛機上(shàng),這類部件采用了集成設計技術。 零件的數量減少到3個(gè),而且是(shì)采用(yòng)簡單的螺栓連接(圖1)。
在25年(nián)前,這家飛機公司在開發飛機(jī)時(shí),由於沒有複雜(zá)的(de)軟件工具,NC技術還處於(yú)初期階段,隻能用繁瑣的編程語言,如APT、Fortran等等定義複雜的幾何形狀;NC機(jī)床還是采用21/rD控製(zhì),從而(ér)嚴重聘用製了複雜形麵和幾何(hé)形狀的生成。
由於某種原因上述原因,為控製鋁件的重量,用鋁板(bǎn)構成機架,即將(jiāng)20餘種不同形狀的板材成型件組裝和連接在一起(qǐ)構成(chéng)一個大(dà)的結構件。零件成型過程極為複雜。工件材料要經(jīng)過12次機械加工和(hé)4次熱處理,由於幾何形狀的不一致、拉伸/斷裂等,致使廢(fèi)品率極高。這種機(jī)架的裝配需要6道(dào)工序,而且必須考慮到材料的拉伸問題。
如今,編程係統和CNC機床已經能使我(wǒ)們銑削加工出以前無法生成的形狀。以前,采用(yòng)傳統技術,需要20多個板材成型件才能構成的部件,現在隻用2個零件。幾何形狀極為複雜(zá),必須完(wán)全滿足零件的所(suǒ)有要求。用一塊實體鋁坯銑製一個零件,其中98%的材料都變成了廢屑。
三步完成產品加工
NC編程(chéng)過程需要的專業知識要求最高,要求(qiú)集成各種不同生產工藝:CAD/CAM、切(qiē)削刀具(jù)、夾具設計和銑削(xuē)技術。現在隻需三道貌岸然工序就可以製(zhì)造出這樣一(yī)個機架部件(jiàn):1)獲取經過(guò)預切削並帶有(yǒu)夾持用孔的原(yuán)材料,2)銑削零(líng)件,3)手動鑽出鉚釘孔(利用夾具)。
零件毛刺在加工過程中完(wán)成。首件檢驗合格(gé)後(hòu),銑(xǐ)削加工(gōng)過程自動(dòng)進行,無需操作員幹預。這樣就大大簡化了尺寸和裂紋的檢測,與以前的製造方(fāng)法相比,降低了生產成本。集成結構還對零件裝配具有重大影(yǐng)響。整(zhěng)個模塊(部件)可以直接裝配。所製(zhì)造的零件公差極為嚴格,具有很(hěn)好的互(hù)換性。裝配精度(dù)得到保證,且過程穩定,大(dà)幅度縮短了所需的裝配(pèi)時間。
適用於高速銑削(xuē)的機床與刀具
坯料是用水(shuǐ)刀(dāo)將厚127mm或76mm的鋁板切切割到(dào)近似形狀。坯料(liào)尺寸為840×665mm,重(chóng)90kg或(huò)60kg。 夾具包括角度板和標準孔係及加工(gōng)工件第二(èr)麵的真空接合適(shì)配板。機(jī)床采用特別適用於五軸聯動加工的斯達拉格海科特STC 1000/130型(xíng)機床:主軸功率為70kW,在(zài)100%負載運行(háng)時最高轉速達24000r/min (圖2);主軸錐孔(kǒng):HSK63A;機床X/Y/Z軸行程為:1700mm/1600mm1950mm;主軸可傾範圍:-60/+100°;工作台是B軸。該(gāi)機床采用鋼板(bǎn)焊接結構,具有較(jiào)高的剛度。

整個加工過程需要7把切削刀具(jù)和4把鑽頭。刀具為整體刀體,最大直(zhí)徑為32mm,形狀配合的刀片能防止其在以高達24000r/min的轉(zhuǎn)速(sù)切削時離心力可能造成的損壞。全部刀具直徑都在25mm以上,中空冷卻,油霧潤滑。起先直徑小於25mm的刀具為整體硬質合金刀,采用(yòng)收縮式刀柄。刀具長度為90和220mm.。
全部切削刀具連同刀柄都經過平(píng)衡,在24000r/min轉時平衡質量為(wéi)Q2.5。為(wéi)保證加工過程的(de)安全,精確定義了每把刀具的切削參數,即采用專用軟件,對刀具組件進行了知識臨界速度(dù)(自振)檢測。零件經(jīng)二次裝夾完成全部加工(包括鉚(mǎo)接孔(kǒng))。為防止薄壁(bì)件在加工(gōng)中的應力變形(xíng)和保證嚴格控製(zhì)的公差,麵(miàn)銑和周邊銑削采用(yòng)了高速銑削加(jiā)工工藝。在總的銑削加工時間內,約60%的時間需要五軸聯動加工(gōng),粗加工占總加工時間的40%,手動加(jiā)工主要是去毛刺和鑽部分鉚釘孔。
結果超過預期
首先將工件用螺(luó)栓固定在夾具上,用雷尼紹測頭識別零件。第一道貌岸然工序是用直徑63mm 的刀頭,沿(yán)Z麵運動,將工件粗銑至接(jiē)近最終形狀。粗銑時的進給速度可達17m/min ,金屬切除率達6500mm3/m
如果您有機床行業、企(qǐ)業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯(jí)部, 郵(yóu)箱:skjcsc@vip.sina.com






")

