
滾齒機是一種(zhǒng)利用(yòng)範成法(fǎ)來加工齒輪齒麵的加工設備, 它通過一條內(nèi)聯係傳動鏈來保證滾(gǔn)刀與工件之間的相對運動關係以模擬(nǐ)一對(duì)齒輪(lún)的齧合。但由(yóu)於(yú)傳(chuán)動鏈內的各種誤差, 導致該(gāi)傳動鏈在工作時產生傳(chuán)動誤差, 從而破壞了滾(gǔn)刀與工件之間確定的(de)相對運動關(guān)係, 引起(qǐ)加工誤差。為減小誤差、提高傳(chuán)動鏈(liàn)傳動精度, 可采取的(de)措施很多, 本文(wén)針對傳動鏈內傳動副的磨損引起的傳動誤差而提出了一種補償方法。該方法不是采用專門的裝置或機(jī)構, 而是利(lì)用(yòng)滾齒機本(běn)身(shēn)的特點來進行誤差補償, 所以稱為傳(chuán)動(dòng)誤差的自補償。
1 自(zì)補償的原理
所謂傳動誤差是指機床內聯係傳動鏈的兩末端件之間相對運動的不準確性和不均勻性。對滾齒(chǐ)機的範成(chéng)運動傳動鏈來(lái)說, 它的兩末端件為滾(gǔn)刀(dāo)主軸和工(gōng)作台, 它們之間的相對運動關係( 計稱位移) 為: 主軸轉一圈, 工作台轉K / Z工圈, 但由於有傳動(dòng)誤(wù)差, 工作台實際轉了K / Z ±△Φ/2π工圈(quān), 這裏△Φ( 單位為弧度) 就是滾(gǔn)刀(dāo)主軸(zhóu)與工作台之間的相對轉角誤差,即傳動誤差, 引起△Φ 的(de)原(yuán)因很多, 有製造、裝配方麵的, 有熱、應力變形引(yǐn)起的, 還有因摩擦(cā)磨(mó)損而導致的等等。這其中因傳動副磨損(sǔn)而引起的傳(chuán)動誤差△Φm 比較有規律, 一方麵△Φ$Um 是線性且基本上(shàng)是均勻(yún)的, 即△Φm 僅與主動件的轉角U成正比, 另一方麵△Φm 是單向(xiàng)的, 即主動件的圈數一定時(shí), 從動件的實際轉角總是比理論(lùn)的要少, 由於△Φm 的這些特點, 就可(kě)以利用滾齒機傳動係統(tǒng)和結構上的特點對其進行補償。
從滾齒機加工齒數大於一百(bǎi)的質(zhì)數齒輪的(de)加工原理可知: 為使範成(chéng)運動傳動鏈在進行換置計算(suàn)時能找到合適的(de)掛輪, 讓工作台在範成運動中多轉或少轉一點, 這多轉或少(shǎo)轉的部分由差動傳動鏈(liàn)加以補償。同樣可將這種方(fāng)法用於傳動誤差的補償, 具體來說, 範成運動傳動鏈仍用來形成漸開線母線, 並按滾刀頭數(shù)和工件齒數來對其(qí)進行換置計算選掛輪。差動傳動鏈用來補償工作台在範成運動中的轉角誤差, 即由(yóu)差動傳(chuán)動鏈給工(gōng)作台一個附加運動, 使工作台在範(fàn)成運動中因磨損而少轉的$Um 得到補償, 最終保(bǎo)證工作台隻轉K / Z工( 由n範和n附二部分組成) 圈, 這就是傳動誤差自補償的原理。
2 自補償的(de)方法及換置計算
由於△Φm 是傳動鏈中各傳動副誤差的累積和傳(chuán)遞所致, 是機床(chuáng)在運動(dòng)過程中自己產生出來的, 因此滾齒機用(yòng)這種方法進行傳動誤差自補償時, 其範成運動傳動鏈兩末端件間的計算(suàn)位移、換置公式均不變, 隻是根據△Φm 的值來對差動傳動鏈進行換置計算(suàn)以選擇差動掛輪。下麵以Y3150E 滾齒機(jī)為例(lì)討論其差動傳動鏈換置公式的推導(dǎo)。
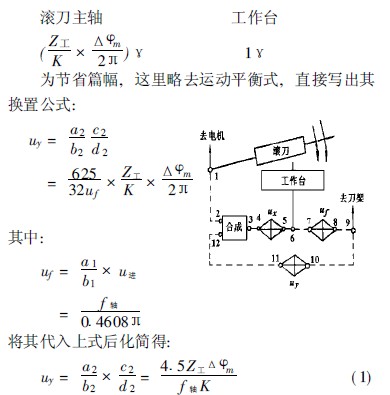
在(zài)進行傳動誤差自補償時, 差動傳動鏈的(de)兩末端件也是滾刀主軸和工作台, 傳(chuán)動原理如圖所示。此時, 差動(dòng)傳動鏈的傳動路線為: 工作台6-7- uf-8-9 -10- uy - 11 – 12- 合成-2-1- 滾刀。通(tōng)常滾齒機傳動精度檢測測得的是工作台的轉角誤差△Φ$Um , 為簡單起見, 可將工作台的轉角誤差△Φm 折算到滾刀主軸上去, 這時, 差動傳動鏈兩末端件間的計算位移為:

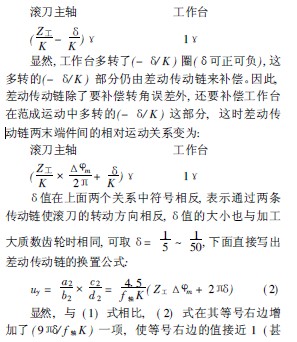
至大於1) , 差動傳動鏈就能找到合適的掛輪, 確保誤差補償得以實現。這種通過改(gǎi)變範成運動傳動鏈原有計(jì)算位移使差動傳動能找(zhǎo)到合適掛輪的補償方法稱為間接補(bǔ)償法或差動補償法。與直接補償法(fǎ)相比, 它實際上是由二條傳動鏈共同完成誤差補(bǔ)償的。當然範成運動傳動鏈也應按改變(biàn)後的(de)計算位移來調整並選配掛輪。
3 結論
利用自補償的方法, 無須(xū)在滾齒機上(shàng)增加任何裝置或機構, 機床結構上也無需作任(rèn)何改動就能在一定程度上提(tí)高其傳動精度, 它的換置計算也不複雜。由於(yú)滾齒(chǐ)機分度蝸輪的轉角誤差直接反映在工作台上,對滾齒機傳(chuán)動精度的影響最大, △Φm 中的很大一部分來自蝸扡蝸輪(lún), 而(ér)且在加工不同齒數的齒輪時, 分度蝸輪、蝸杆所引(yǐn)起的誤差基(jī)本不變, 因此可將測出的△Φm 值用於任何齒數的齒輪加工上。與蝸輪蝸杆(gǎn)磨(mó)損後人工調整其間隙的方法相比, 自補償法更簡單、省力, 並可用於任何滾齒機上。尤其是一些舊的滾齒機(jī)( 由於磨損△Φm 增加) 。當然, 自(zì)補償的方法隻能補償因磨損而產生的線性誤差, 對因製(zhì)造、裝配精(jīng)度不高而導致的傳動誤差( 近似為正弦規律) 就無能(néng)為力(lì)了。
如果您有機床行(háng)業、企業相關(guān)新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com






金(jīn)馬")

