
在汽車製(zhì)造過程中,對諸如鋁合(hé)金發動機等部件進行高(gāo)速加工(gōng)可有效提高生產效率。針對鋁合金材料在高速加工中呈(chéng)現出的不同特性,選擇正確的切削(xuē)液產品(pǐn)不僅有利(lì)於保證工(gōng)件質量,而且可有效減少刀具磨損,延長(zhǎng)刀具使用壽命。
在汽車(chē)鋁合金發動機和傳動件的(de)生產過程中,高速加工(HSM)為提高生(shēng)產率、改善工件質量提(tí)供了可能性。使用高轉速和高進給率加工不僅可以提(tí)高生產效率,還可以提高加工的表麵粗(cū)糙度,降低(dī)切削力。這些效果的產生源於切(qiē)削過(guò)程中產生的熱量減(jiǎn)少,刀具(jù)和工具表麵的接觸時間縮短,以及金屬剪切應力性能(néng)受到了限製,而通常在(zài)高速加工條件下剪切應力會超過極限。
關於高(gāo)速加工中的水(shuǐ)基切削液,盡管人們目前對於諸如切削(xuē)液的穩定性和泡沫性能的重要意義(yì)有所認識,但對切削液潤滑和冷卻性能的要求,以及該(gāi)要求(qiú)與傳統的低速加工條件下有何不(bú)同,卻(què)了解甚少。本文重點討論在(zài)高速和低速切削條件下鋁合金(jīn)加工性(xìng)能的不同,以(yǐ)及切削液與其組成對增(zēng)強切削性能(néng)的影響。同時,就設計精良的鋁合金切削液在目前以及(jí)將來(lái)高速切削在製造業持續應用(yòng)的勢頭下的重要性,給出深刻見解。
高速加工與傳(chuán)統加工對比
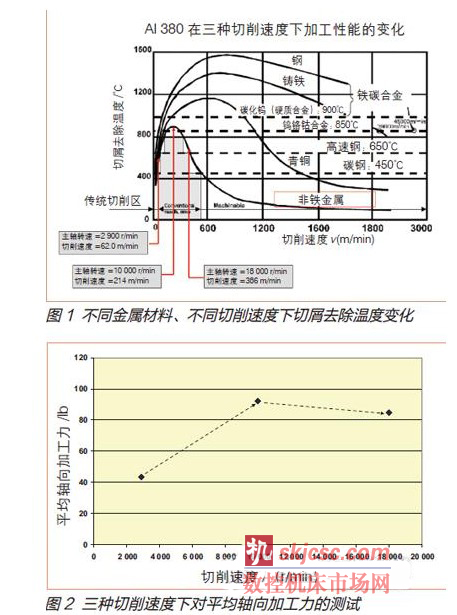
為了更好地理解金屬加工液在鋁合(hé)金高速加工中的影響,本文在傳統低速加工和高速加工條件下分別進行了機械加工(gōng)試驗。在高(gāo)速加工的研究中,有專業人士認為,切屑和刀具間產生的熱量將隨著切削速度的增加而增加,直至達到被加工金屬(shǔ)的臨界速度。到(dào)達(dá)該臨界速度後,切屑去除溫度將隨(suí)進一步的加工速度增加而降低。按這種分析,假設機械加工性能(切削力、積屑(xiè)瘤的形(xíng)成及工具磨損等)全部會受到刀具和切屑界麵所(suǒ)產生的熱量的影響,那麽將會出現(xiàn)這樣一種預期結果,即在到達切削速度(dù)峰值之前,所有的加工性能將隨切削速度的增加而降低,然後在速度超過峰值後性能開始提高。為(wéi)了印證這種假設(shè),本文對380鑄(zhù)鋁進行了(le)機械(xiè)加工實驗,切削(xuē)速度分別為低於、等(děng)於(yú)和高(gāo)於非鐵金屬的切削速度峰值。實驗采用(yòng)直徑0.25 in(1 in=25.4 mm)的硬質合金台階鑽,加工材質為Al 380,主軸速度分別為2 900 r/min、10 000 r/min和18 000 r/min,而這3個切削速度依(yī)次對應(yīng)的是低於、等於和高於與切屑去除溫度相關的臨界速度(見圖1)。
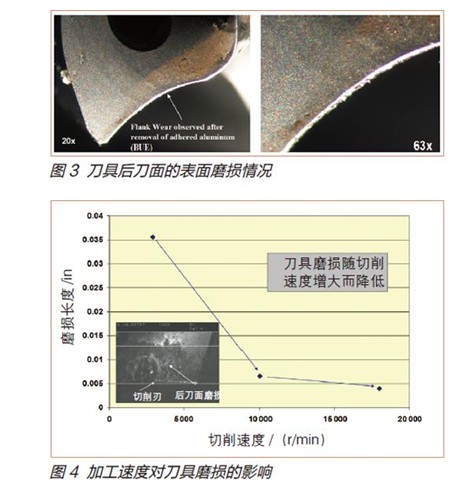
為(wéi)了(le)評(píng)估在3個(gè)不同(tóng)切削(xuē)速度下的機械加工性能,對軸向加工力、刀具後刀麵磨損、加工後的表麵粗糙度和孔徑均進行了測試。軸向加工(gōng)力不僅是對(duì)加工所需(xū)要能量的一種測量,還(hái)為刀具所需的機械和熱量要(yào)求,以及固定加工條件下可預期的刀具壽命提供(gòng)了一種間接的測量。圖2給出了在3種切削速度下的平均軸(zhóu)向加工力測(cè)試數據,可以看(kàn)出,當速(sù)度由2 900 r/min增加至10 000 r/min時,軸向(xiàng)加工力也發生了明顯的攀升,而當速度繼(jì)續增大至(zhì)高速加工條件下(18 000 r/min)時,切削力事實上開始出現(xiàn)了平穩下降的態勢。由此可以得出一個推(tuī)論,即在高速加工條件(jiàn)下,刀具所受的力和熱量方(fāng)麵的要求是降低的,從而刀具磨損有可能會得到改善(shàn)。為了支持這樣的論斷,特進行(háng)了刀具後刀麵磨損的測試,該(gāi)測試需要在用化學方(fāng)法去除刀具切削麵上的積屑瘤後進行。圖3和圖(tú)4顯(xiǎn)示了三種切削速度下刀具後刀麵的磨(mó)損長度,當(dāng)切削速度由2 900 r/min增至10 000 r/min時,磨損明顯降低,而且當達到高速加工18 000 r/min條件下時(shí),磨損進一步降低了。
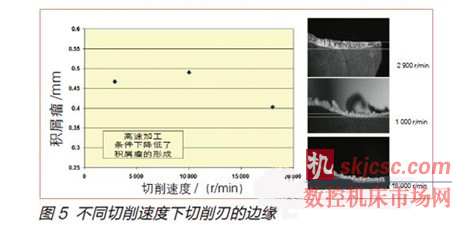
雖然刀具磨損是鋁合金加工中的一個重要問題,但刀具上形成(chéng)的積屑瘤的(de)數量和程度通常是更為關鍵的考查參數。積屑瘤形成以後往往會造(zào)成加工表麵變差,加工尺寸或孔徑(jìng)大小精度的誤差(chà)。為了評估高速加(jiā)工(gōng)對該參數的(de)影響,分別在(zài)3種(zhǒng)切削速度下,對刀具上形(xíng)成的積屑瘤的程度,以及所加工孔的粗糙度和形態進行了測量。雖然積(jī)屑瘤的形成是一個極其動態的過程,因為刀具切削刃上粘附的(de)金屬,其形成和脫落是在不斷發生的,對機加工後的刀(dāo)具進行檢查仍然可以提供(gòng)一種有(yǒu)用(yòng)的趨勢(shì)評估。如圖5所示,它清楚地顯示出,采用18 000 r/min的高速切削,在切削刃上形(xíng)成的積屑瘤水平得(dé)到了顯著(zhe)降低。
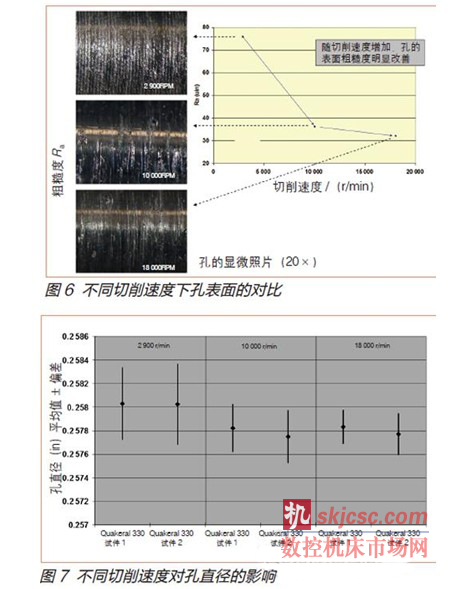
隨著高速(sù)加(jiā)工條件下積屑瘤的降低,可以預期加工表麵粗糙度(dù)和(hé)孔的形態(從(cóng)孔頂端到末(mò)端尺寸精度的連續性)也(yě)將在高速切(qiē)削中得到提高和優化。圖6和圖7分別顯示了(le)在三種切(qiē)削速度下所獲得的孔的粗糙度和(hé)形態。與低速條件下相比,高速切削(18 000 r/min)時孔的粗糙度和形態被提高,這與積屑瘤的測試結果一致。
盡管最初的想法是高速加工可能會導致更為苛刻的(de)加(jiā)工狀況,並由此產生高的切削力、工具磨損和變差的表麵粗糙度,但從本文研究(jiū)的數據(jù)結果來看,隨著切削條件趨(qū)於更高的加工速度,整體的刀具(jù)和加工孔的質(zhì)量都提高了。從而可以得出結論(lùn):高速切(qiē)削(xuē)可以給工件質量帶來益(yì)處,並且(qiě)可以提高生產率。
鋁合金高速加(jiā)工中的切削液
了解了高切削速(sù)度、低切削(xuē)力、刀具磨損降低和表麵粗糙度提高是可以獲(huò)得的,那麽一個問題就產生了:高速加工(gōng)所采用的金屬加(jiā)工液,需要與目前低速條件下使用的切削液一樣有效和高質量嗎?其潤滑和冷卻性能如何?
為了解決這一問題,進(jìn)行了高速切削實驗(yàn)來評估各種鋁合金的水(shuǐ)基切削液的性能,並測試切削性能(néng)是否會受到所用切削液的(de)影響。為進行這項研(yán)究,采用了4種目前在製造業廣泛使用,且被(bèi)認(rèn)為代表了當今(jīn)鋁合金加工用切削液發展水平(píng)的產品(pǐn),並讓它們每一個(gè)都經(jīng)受高速切削條件下的試驗(yàn)。雖然這4種水基切削液被認為都是有效的,但它們在更低、更傳統(tǒng)的切削速度下表現出了不同的性能。這些切削不同可能來自於切削液的配方組成、潤滑添加(jiā)劑的類型及其乳化性能,或者是這些因素共同作用的(de)結果。然而,我們意識到,如果在高速加工中所使用的切削液能成為一個(gè)重要的影響切削性(xìng)能(néng)的因素,那(nà)麽,在18 000 r/min的(de)高速切削速度下,切削性能的差別就應該能夠被觀察(chá)到。
在試驗中采用的4種切削液都屬於大粒徑水(shuǐ)包油型的乳液,在顯微鏡下可以(yǐ)觀察到分散在水相中油滴的大小有(yǒu)明(míng)顯區別,這些區別可以影響到切削(xuē)液的性質和加工效(xiào)果,因此,在評估一種水基切削液的性質和潛在應用(yòng)的(de)時候,乳液粒徑(jìng)是一(yī)種非(fēi)常有用的信(xìn)息。
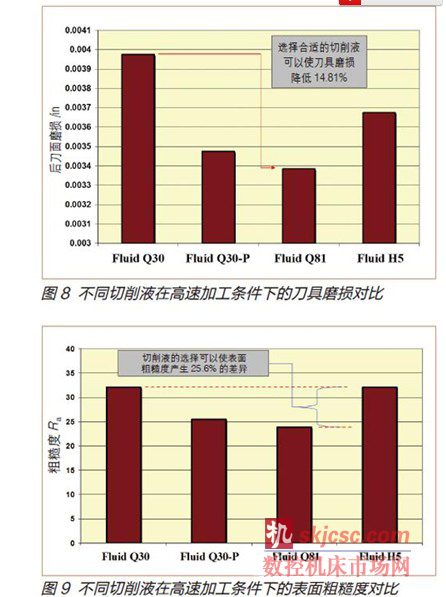
下麵講述在18 000 r/min切(qiē)削速度下加工Al 380的試驗,4種(zhǒng)切削液對應(yīng)的加工表麵粗糙度和刀具後刀麵磨(mó)損均進行了測試。結果(見圖(tú)8、圖9)清(qīng)楚地顯示出,所使用的切削液顯著地影響(xiǎng)了刀具磨損和粗糙度(dù),Q81和Q30-P產生了最好的刀具壽命和孔(kǒng)的粗糙(cāo)度。可見,使(shǐ)用和選(xuǎn)擇(zé)正確的切削液不僅會影(yǐng)響加工性能,而且能進(jìn)一步提(tí)高工件質量和(hé)刀具壽命。
結語
機械加工試驗分別在低速傳統切削速度(dù)下,以及高速加工條件下(xià)進行,結果顯示,在高速加工條件下,伴隨著生產率的提高,還可以使切削力和工件質量得到(dào)改善(shàn)。這些改善體現在:在切削速度達到18 000 r/min時,刀具磨損和刀具(jù)積(jī)屑瘤減少,有效(xiào)提高了被(bèi)加工件的(de)表麵(miàn)粗糙(cāo)度(dù)。
在高速(sù)加工條件下,伴隨著(zhe)加工性能的改(gǎi)善,從實驗結果還可以看出,所使用的切削液能夠對重要的測量參數產生顯著影響(xiǎng),如刀具磨損和(hé)工件質量。因此,我們可以得(dé)出結論:伴隨(suí)著(zhe)高速加工在製造業的持續發展(zhǎn),切削液的配方組(zǔ)成和由此帶來的產品性能特點,將(jiāng)繼續在影響加工質量方麵發揮重要作用。
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進(jìn)行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








