
0 引言
隨著時代進步, 零件(jiàn)加工向著大型化(huà)、微型化兩個不同的方向發展, 而且精度要求(qiú)比較嚴格。對於大型(xíng)件的加(jiā)工, 采用原有的技術, 難以保證零(líng)件的精度要求。本(běn)文針對大型鑄造(zào)鋁合金薄壁件加工(gōng), 提出相(xiàng)應技術措施, 較好地解決了生產中存在的問(wèn)題。產品為鋁合金零件, 直徑為 380mm 或534. 5mm, 長度從700mm 到1 370mm, 壁厚為(wéi)4. 2+ 0. 5mm, 內外形尺(chǐ)寸公差為0. 02mm~0. 14mm, 槽與軸線平(píng)行度要求≤0. 02mm, 內外(wài)各機加尺寸同軸度(dù)≤ 0. 06mm, 外形有大小不等的(de)若幹孔(kǒng)槽(cáo)。工件尺寸大, 剛性差, 精度高, 機加難度大。可借鑒的技(jì)術手段缺乏。本文就如何(hé)保證該類零件機加的精度而應采用(yòng)的技術做了詳細闡述。
1 壁厚精度的控製
該類(lèi)零(líng)件內形均為(wéi)非加工麵, 要求直(zhí)接鑄成, 機加後要(yào)求壁厚均勻(yún), 任測四條母線72 點(diǎn), 每(měi)條母線(xiàn)壁厚均值為4. 2+ 0. 5mm, 各檢測點在4. 2+ 0. 8- 0. 2範圍內, 任(rèn)意母線壁厚均(jun1)差(chà)值≤0. 5mm。內形為非加工麵, 要保(bǎo)證壁厚均勻, 機(jī)加時就需要以內形定位、找正, 為此, 在工藝中提出鏜床二橫(héng)截麵16 點找正法(fǎ)及工序間測壁厚二次微調基(jī)準孔中(zhōng)心法, 實踐證明這兩種辦法結合在一起可基本上保證該類零件的壁厚均勻。
1. 1 二橫截麵16 點找正法
圖1 所示為其中一橫截麵(miàn)的8 點找正圖, 要求(qiú)二橫截麵上的16 點(diǎn)應在同一個圓柱麵上(shàng), 達到目(mù)的後兩端製基準孔。車工以工藝基準孔為基準加(jiā)工外圓, 然後在外圓進行(háng)8 條(tiáo)母線測壁厚, 根據實測壁厚(hòu)值, 二次上鏜床調整兩端工藝基準孔的位置。
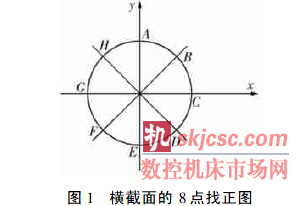
因鏜床隻能沿x 、y 方向移動, 在A 、C、E、G 點出現薄點時, 坐標直接(jiē)向薄點移動即可, 移(yí)動量為相對點壁厚差的1/ 2。如在B、D、F、H 點出現薄點, 需計算出薄點在x 、y 坐標上的分量疊加值, 然後按x 、y坐標上的矢量和移動坐標。
1. 2 內(nèi)定心製中心孔切邊工藝
用二橫截麵16 點找正法時, 為提高找正精度, 兩個(gè)找正橫截麵必須盡量遠一點, 但(dàn)對於一端封閉一端開口的殼體, 運用這種辦法(fǎ)找正精度差( 遠截麵觀察表十分不(bú)方便) 、效率底, 流線型外形裝夾也不(bú)方便。為此(cǐ), 設計製造自定心製中心孔及切邊工裝, 比鏜工找正提高效率8 倍(bèi)以上, 且夾具定(dìng)心精度高(gāo)於鏜工找正精度, 可省一道鏜工工序。
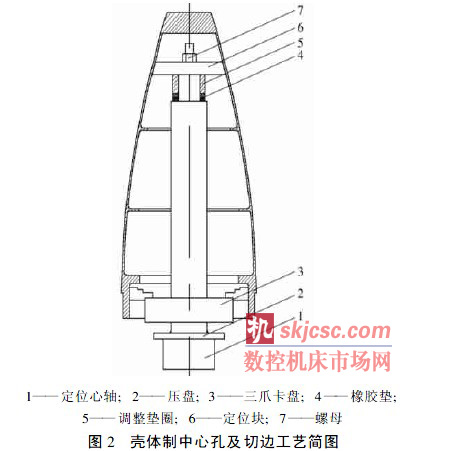
殼體製中心孔及(jí)切邊工藝簡圖見圖2, 定位塊6以殼體零件小(xiǎo)端麵內曲麵定位(wèi), 大端以三爪定位。使用(yòng)時先用立車縱向刀杆給(gěi)殼體一(yī)定壓力, 確保定位塊6 實施定位的前提下, 再用三爪(zhǎo)卡盤3 夾緊(jǐn)工件大端(duān)內孔, 然後(hòu)製中心孔, 切邊。使用夾具前應用百(bǎi)分表(biǎo)找正定位塊(kuài)及三爪(zhǎo)卡盤的定位部, 保證跳動(dòng)量小於2mm。橡膠墊4 可在縱(zòng)向刀杆下壓時起緩(huǎn)衝作用(yòng)。
2 機加中變形控製
大型鑄造鋁合金薄壁件的(de)找正、定(dìng)位是精密加工的前提, 為保證大型薄壁件的精度, 還需要控製在機加中的(de)變形問題, 否則難以保證零件的精度。為了有效控製機加過程中的變形, 還應從工序、熱處理、夾緊(jǐn)力、切削參數等方麵進行合理選擇。
2. 1 合理安(ān)排工序
為防止(zhǐ)大型薄壁件變形問(wèn)題, 必須合理安排粗(cū)、半精(jīng)、精加(jiā)工及熱處理工序。大型鋁合金薄壁件在機加分廠的周轉工序都在20 道左右, 通過合(hé)理安排工序等措施, 有效地把變(biàn)形問題控製在較小(xiǎo)的範圍內。
2. 2 熱處理工藝參數優化及合理的尾(wěi)座壓力
原粗加工及(jí)半精加工後都有熱處(chù)理退(tuì)火去(qù)應力工序, 原退火工藝參數為(wéi)150℃- 2h。為檢驗該(gāi)參數是不是最佳參數, 分別在儀器倉殼體及後段上進行熱處理子樣分組試驗, 兩種零件子樣各分四組(zǔ), 按不同參數進行熱處理, 四組熱處(chù)理參數(shù)分別為150℃- 2h, 150℃- 3h, 150℃- 4h, 150℃- 2h 連續兩次, 發現第四種方案退火效果最好, 於(yú)是(shì)加工正樣時把(bǎ)該參數落實到工藝中, 工件質量具(jù)有明顯的改觀。
在正樣加(jiā)工中, 發現“中段”殼體精車後變形嚴重超差( 變形量達0. 4mm) 。經過認真分析, 認為可能原因有三個: ① 工序(xù)間餘量(liàng)需調整; ② 夾具與工件間隙(xì)需調整; ③ 尾座壓力需調(diào)整。於是在鑄造廢品件上(shàng)做工藝試驗, 經過試驗發(fā)現, 尾座壓力不合理是造成變形超差的主要因素。調整尾座壓力後該工件在本工序達到100%合(hé)格。
2. 3 控製夾緊力對變形的影響
薄殼體件易(yì)在夾緊力作用(yòng)下產(chǎn)生變形, 所以這(zhè)類零件加工時(shí)應嚴格控製夾緊力的作用(yòng)點及夾緊(jǐn)力的(de)大小。我們將薄壁件的鏜孔夾具(jù)夾緊力作用點全部放在加強筋部位, 且離孔口加工部≥200mm, 以把夾緊力對變形的影響控製到最(zuì)小。
為保證工件在夾緊力的作用下引起的(de)變形不(bú)致引起加工尺寸超差, 加壓(yā)時可在易變形的待加工部抵百分表, 使加壓時變形的指(zhǐ)示值遠遠小於(yú)該部機加公差值。
對夾緊力大小的要求應是在(zài)保證夾緊可靠(kào)的情況下夾緊力越小越好, 並保證夾(jiá)緊力的均衡(héng)。尾段殼體(tǐ)的(de)四翼板對(duì)稱度要求小於0. 15mm, 開始加工時經常發生零件對稱度(dù)超(chāo)差, 有時不對稱度達0. 4mm ~0. 5mm ( 該件(jiàn)精加工使用機床為DMU 125P) , 經過分析認為是夾緊力過(guò)大(dà)引起(qǐ)零件變形所致, 減少夾緊力後避免了對稱度超差的現象發生。
為減少因操作夾緊的人(rén)為因素造成殼體零件變形(xíng), 對夾緊力比較敏感的易變形工序, 全部配置力矩扳手, 比較有效地(dì)控製了夾緊力對變形的影響。
2. 4 反複多層切削法
從理論(lùn)上說, 零件上去掉任(rèn)何一層, 金屬因應力的(de)重新分布都會發生變形。對剛性(xìng)大的工件, 由此引起的變形微乎其(qí)微, 可不必去考慮(lǜ)。但對於易變形的薄殼體件影響很大, 必須在工藝上采取措施(shī)予以消(xiāo)除。後(hòu)段殼體楔環槽使用(yòng)C630 車床(chuáng)加工(gōng)難度較大,加工過程中(zhōng)經常產生變形超差問題, 為此采用了“分(fèn)層切削”的加工這一原理可以廣泛用於(yú)各種殼體(tǐ)的精加工工序,使因切削引(yǐn)起(qǐ)的零件內應力重新分布引起(qǐ)的(de)變形得到有效的控製。
2. 5 切削(xuē)參數及刀具(jù)角度對變形的影響及(jí)控製
2. 5. 1 選擇合理的切(qiē)削三要素
( 1) 選用較小的切削(xuē)深度: 精加工時切削(xuē)深度t=0. 1mm~0. 2mm。
( 2) 選(xuǎn)用較大的切削(xuē)速度: 精車工序因考慮殼體本身結構不對稱, 轉速高時會產生大(dà)的動不平衡, 所以切削(xuē)速度不能(néng)太大, 精車時殼體轉速(sù)為200r / min~120r/ min。較大的(de)切削速度主要指銑加工而(ér)言, 銑加工時v = 250m/ min 以上( 相當於(yú)10 銑刀8 000r/min 以上(shàng)) 。切削速度較大時產生的切削熱雖然較多(duō), 但切削熱(rè)絕大部分被切屑帶走, 傳給工(gōng)件的很少( 通俗地說, 因切(qiē)削速(sù)度很高(gāo)切削熱還沒來得及傳給工件就被切屑帶(dài)走) , 故有(yǒu)利於(yú)減少殼體變形。
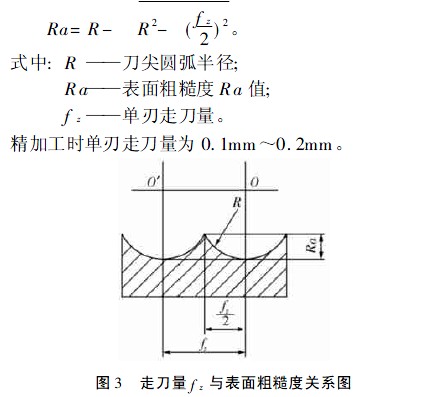
( 3) 選(xuǎn)用適中的單刃走刀量(liàng)f z : f z 受表麵粗糙度的限製, 走刀量f z 與(yǔ)表麵粗糙度的關係見圖3。表麵粗糙(cāo)度Ra 為:
2. 5. 2 選用合理的刀具角度
選用較小的刀尖角(jiǎo)可(kě)減少徑向力(lì), 精車時取刀尖角為30°。刀尖(jiān)半(bàn)徑R 增大, 徑向力將(jiāng)增大, 但R 太(tài)小易崩刃, 因此刀尖半徑應適中, 精車時取R= 0. 4mm~0. 8mm。采用(yòng)大前角( r= 30°)製成小的刃(rèn)口半徑,即盡量尖銳。
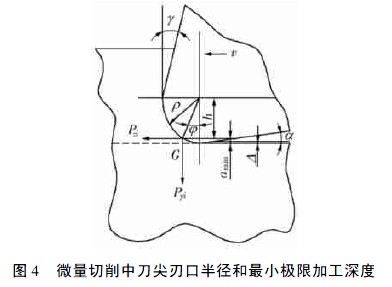
進行微量切削時刃口(kǒu)半徑和最小極限加工深度見圖4。刃口圓弧上每一點的切削力都可分解成水平分力P z 和垂(chuí)直分力Py , 並且圓(yuán)弧上(shàng)各點的水平分力與垂直(zhí)分力的(de)比值是變化的。但在半徑為的(de)刃口圓(yuán)弧上總能找到一點G, 在G 點恰好P zi= P yi, G 點(diǎn)即為切屑與金屬基體的分離點( 擠壓、拉斷) , G 點上的金屬可被切去。
通過公式推導, 最小極限加工深度amin為[ 1] :
amin= 0. 1 。
G 點以下(xià)的金屬將被擠壓留在工件表麵上。刃(rèn)口半徑越大, 被擠壓(yā)的(de)金屬厚度越大( 成正比(bǐ)) , 形成的擠壓力也越大, 越易引起工件變形。所以鑄造鋁合金(jīn)殼體加工中為減少變形, 要求刀具具有小(xiǎo)的刃口圓弧半徑。
為保(bǎo)證刃口半徑盡量(liàng)小, 所以切(qiē)削鋁合金的刀片一般不進行化學氣相沉積( CVD) 或物理氣相沉積 ( PVD) 。這是由於沉積(jī)過(guò)程中會增大刃口半(bàn)徑, 即刃口的鋒利性降低。
塗層(céng)刀具不(bú)宜用於(yú)一些高精度特薄切削層的加工, 這是因為塗層後刀具的刃口鈍圓半徑較大(dà), 對工件壓力也較大(dà)。
3 結論
針對大型薄壁件綜合運用上(shàng)述工(gōng)藝(yì)技術(shù)進行加工, 對加(jiā)工件檢驗, 對應母線的壁厚均值差達到了0. 08mm, 四條母(mǔ)線的壁厚均值差(chà)為0. 26mm, 高於鏜床找正精度, 殼體的口部圓度可控製在0. 02mm 以內, 滿足高精度的(de)工藝要求。殼體內外同軸度(dù)可達到0. 02mm 以內, 也使殼體在總裝過程中容易(yì)進行。本(běn)文解決了大型(xíng)薄壁件加工中出現的技術問題,為相關高精度(dù)薄壁件的加工(gōng)提供了具體思路和措施。
如果您有機床(chuáng)行(háng)業、企業相關新聞(wén)稿件(jiàn)發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com








