


普通銑床采用坐標法銑削圓弧
2022-1-30 來源:沈陽職業技術學院汽車分院 作者(zhě):楊誌豐
摘要 :在普(pǔ)通銑床中,銑削 XY 平麵內圓弧,常規的方法為劃線後雙手配合完成加工。但是雙手配合加工完(wán)的工件表麵質量(liàng)一致性不太好(hǎo)。為了提高銑削圓弧的精度及表麵質量,我們在(zài)普(pǔ)通銑床上采用坐標法銑削(xuē)圓弧,可以完(wán)成較高精度的圓弧(hú)銑削加工,以滿足圓弧的表麵質(zhì)量及提高其配合(hé)精度(dù),並且該方法可以應用於手工銑削特殊曲麵的(de)場(chǎng)合。
關鍵詞(cí) :普通銑床 ;銑削圓弧 ;坐標法
1、零件加工背景
該單位準備(bèi)進行機械加工完成該零件。在(zài)編排該零件的(de)加工(gōng)工藝文件時,由於該零件的加工要素較為簡單,適合在普通銑床上(shàng)加工,決定在普(pǔ)通銑床上進行加工。但是(shì)普通銑(xǐ)床在(zài)加工圓弧時,如何能提高外圓弧的加工質量和加工效率(lǜ),研究(jiū)一種(zhǒng)新的(de)加工方法,提(tí)高了圓弧銑削的一致性和加工效率。承接加工零件(jiàn)如圖 1 所示。
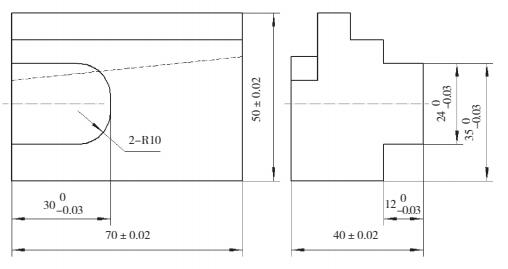
圖 1 普通銑削工(gōng)件
2、普通銑床加工圓弧的銑削方法
對於圓弧加工(gōng),傳統的加工方法主要有 5 種。
2.1 按劃線手動進給銑削圓弧
這種加工方法(fǎ)對普通銑床操作者的技能水平(píng)有一定要求,需要操(cāo)作(zuò)者參照工件上的劃線雙手配合完成銑削加工。但使用該種方法,加工後的圓弧,其尺寸一致(zhì)性及互換性均較差。
2.2 用圓轉台銑削圓弧
這種操作需要使用銑(xǐ)工的輔助夾具——平旋(xuán)盤,對工件進行找正,使工件圓弧中心與平旋(xuán)盤的中心重合到一起。但是該文工件由於有兩個圓弧,需要設(shè)計專用的夾(jiá)具或者進行二次找正裝夾,因此(cǐ)不建議采用這種方法。
2.3 按(àn)照靠模銑削圓弧
使(shǐ)用靠(kào)模加工,需要預先在數控機床(chuáng)上按照工件的曲線,進(jìn)行靠(kào)模零(líng)件的加工,並(bìng)安裝到銑床上。該方法主要適用於曲率變化平緩曲線,對於該工件加工位置是由直線、曲線、直線、曲線、直線這種形式組成的(de),並且(qiě)直線之間(jiān)是 90°的垂(chuí)直關係,不便於靠模來進行加工。
2.4 成型銑刀
圓弧加(jiā)工是機械加工中(zhōng)經常(cháng)遇到的一種(zhǒng)結構形式,在機械加工(gōng)中主要以刀具(jù)接觸式的機械加工為主要的加工(gōng)形式[1]。銑削刀具作為銑削加工中的重要工具對(duì)於圓弧機械(xiè)加工的加工質(zhì)量與加工效率有(yǒu)著極(jí)為重要的影響。預先磨製凹圓弧成型(xíng)銑刀,可以用其加(jiā)工凸圓弧。但該工件由於凸圓弧與平麵相連,無(wú)法用成型銑刀完(wán)成加工。
2.5 按照坐標值銑削圓弧
采用將(jiāng)銑刀在銑削圓弧時的每一個(gè)位置都進行數字化,達到標準化、一致化的加工效果。坐標值銑削圓弧(hú)的優點是,即便是普通的操作工人都能加工表麵(miàn)質量較好的圓弧,將銑削工(gōng)人的操作水平對工件的影響降到最低。
3、坐標法銑削圓弧的具體方法
銑削(xuē)圓弧的(de)工作示意圖如圖 2 所示。
我們設 :R 為刀具半徑(jìng)(mm)。
r 為工件半徑為(wéi)(mm)。
T 為(wéi)橫向工作台坐標(biāo)(mm)。
S 為縱向工(gōng)作台坐標(biāo)(mm)。
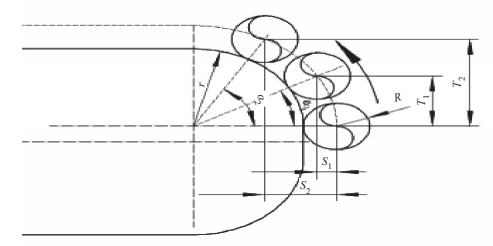
圖 2 工(gōng)作示意(yì)圖
根據工件圓弧的表麵質量我們在(zài)計算(suàn)過程中,將 90°角(jiǎo)度任意取 2°、3°、5°(能被 90 整除,這樣可以加工均勻)均(jun1)可以,一直到 90°。
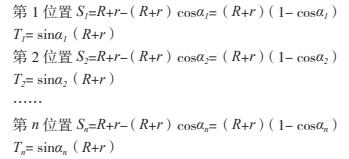
根據該計算方法得到一組數值後,還要根據銑削圓弧時手柄的旋向,將計算數值轉換成為手柄刻度值。如圖 2 所示(shì)的右上角圓弧橫向手柄和縱向(xiàng)手柄均為(wéi)順時針操作,所得數值即為 2 個方向手柄的(de)刻度值(zhí)。如(rú)有逆(nì)時針操作手柄,需要用手柄最大刻度值依次減去我們通過計(jì)算得到的數值,通過手柄(bǐng)來(lái)操作這組數值完成零(líng)件的銑削(xuē)。
依(yī)照上述(shù)計算方法算(suàn)出各點坐標值(zhí),刀具的直徑和工件的圓弧半徑也可以任意,無論(lùn)多大的圓弧(hú),多大的(de)刀具,均可以依此法計(jì)算出(chū)來。我們將這種方法稱之為坐標法銑削圓弧。
4、具體操作步(bù)驟
按坐(zuò)標值銑削圓弧時的操作步驟有 5 個。
1)首先將刀具在工件圓弧與平麵連(lián)接麵貼刀,移動刀具使刀具在工件圓弧側麵的位置貼(tiē)刀。注意該對刀一定要仔細,因為該對刀值即對刀時銑削工件薄厚會影響到整個圓弧的圓心位(wèi)置。如果對刀過深,會導(dǎo)致圖示的圓弧位置整體的偏下,故一定要在對刀時注意對刀的切削狀態。可以采用在工件側(cè)壁放一些粉筆末或者采用刀具的底刃與工件的地麵輕輕接(jiē)觸(chù)有一個淺淺的圓柱刀痕,觀察(chá)刀痕位置,以此來幫助操作者完成圓弧銑削的對刀步驟(zhòu)。
2)刀具與工件側壁接(jiē)觸後,要將橫向工作台刻度值調整到“零”位,作為計數基準。將縱向工(gōng)作台向左側方向移(yí)動,將刀具和工件分(fèn)離後,順時(shí)針轉動橫向工作台手柄,移(yí)動手柄值為 R+r,即移動工作台一個刀具半徑和圓弧半徑的距(jù)離。將橫向工作台鎖緊開關鎖緊,逆時針轉動橫向工作台手柄(bǐng),排除橫向工作台絲杠(gàng)反(fǎn)向間隙,並將橫向工作(zuò)台手柄刻度值調整到“零(líng)”位(wèi),作為橫向工作台銑削圓弧時移動的(de)基準(zhǔn)。
3)手動操(cāo)作縱向工(gōng)作台(tái),使(shǐ)刀(dāo)具與工件(jiàn)的圓弧側壁輕輕接(jiē)觸,完成銑(xǐ)削圓弧的對刀動作。注意該對刀也要很輕,刀具剛剛與工件(jiàn)側壁接觸即可,將縱向工作台手柄刻度值調(diào)整到“零”位,作為縱(zòng)向工(gōng)作台銑削(xuē)圓(yuán)弧時移動的基準。如果這步對刀較(jiào)深,就會(huì)造成(chéng)圓弧的圓心位置向左側移(yí)動,造成(chéng)後期與工件的(de)配合不能達到(dào)較好的狀態(tài)。
4)開始按照坐標值移動(dòng)縱向工作台和橫向(xiàng)工作台。首先移動橫向工作台,再移動縱向工作台,2 個工作台始終交替移動,直到將 1/4 圓弧加(jiā)工完,移動刀具遠離工件,加工完成。
5)按照該方法,銑削(xuē)另一個 1/4 圓(yuán)弧。
在(zài)銑(xǐ)削過程中,操作手柄要嚴格按照坐標值進行銑削,操作時,雙手交替操作(zuò)橫向手柄和縱向手柄(bǐng)或者縱向手柄和橫向手柄進行,這樣才能(néng)保證圓弧(hú)順利完成,並(bìng)且嚴格按照所計算的坐標值(zhí)移動 2 個工作台,才(cái)能保證工件的表麵質量良好(hǎo)。
5、結語
在普通銑床上加工圓弧時,在計算坐標時(shí)一定要精確,要有一定(dìng)的數學基礎,要會使用多種幾何計算公式,計算坐標時一定要精確,操作者要求集中精力,操作要正 確,每次移動機床(坐標)要(yào)準(zhǔn)確 [2]。在(zài)普通銑(xǐ)床上(shàng)加工圓弧時,使用坐標法加工能有效提高(gāo)所加工圓弧(hú)有效的(de)一致性及表麵質量,降低(dī)了操(cāo)作對於工(gōng)人的技術水平的依賴(lài),加工效率得到有效提高,減輕了工(gōng)人勞動強度,成本也會大大降低 [3],經(jīng)過車(chē)間使用實(shí)踐,同時這(zhè)種方法也可以擴展(zhǎn)到其他手工加工曲麵,方便操作者在沒有數控機床的條件下完(wán)成曲麵的(de)加工,具(jù)有一定的推廣價值。
投稿箱:
如果(guǒ)您有機(jī)床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機(jī)床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點(diǎn)
| 更多
牌調(diào)查")
行業數據(jù)
| 更多
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽(qì)車銷(xiāo)量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區(qū)金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削機(jī)床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年(nián)8月(yuè) 新能源汽(qì)車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量數據(jù)
博文選萃
| 更(gèng)多
- 機(jī)械加工過程圖(tú)示
- 判斷一台加工中心精度(dù)的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控機床何去何從(cóng)?
- 中國(guó)的技術工人都去哪裏了?
- 機械(xiè)老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能(néng)時代,少談點(diǎn)智造(zào),多談點製造
- 現實(shí)麵前,國人沉默。製造業的騰飛,要從(cóng)機床
- 一文搞懂數控(kòng)車床(chuáng)加工(gōng)刀具(jù)補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工(gōng)工藝(yì)的(de)區別