


利用回(huí)轉式夾具及工作台(tái)的銑床設計應用
2018-12-20 來源: 江蘇高創機電製造有限公司(sī) 作者:王浩宇,馬永偉,黃波
摘要:本次設計的銑床夾具,利用回轉式(shì)工(gōng)作台的旋轉機(jī)構實現對批量工件流水線加工,節省了空間和(hé)輔助設備,同時減少了工件生產時的機動工時和輔助工時。應用實(shí)踐表明,該夾具方便裝夾,維護方便,可以在保證加工工件的質量前提下,極大提高(gāo)批量產品的銑削加工效率。
關鍵詞:銑床設計;回轉式夾具;工作台
1 、概述
銑床用(yòng)工裝夾具是在銑削加工(gōng)工件時用來迅速緊固(gù)工件,使機床、刀具、工件保持正確相對位置的工藝裝置,其作用是使工件的表麵能達到圖紙規定的尺寸、幾何形狀以及與其他表(biǎo)麵的相互位置精度等技(jì)術要求 ,是銑床加工常用附(fù)件設備(bèi)。目前國內銑床(chuáng)加工工件,是在工作台上單件裝夾生產,或者一次裝夾多件(jiàn)加工。此種工裝夾具在工件加工完成後(hòu),需要(yào)關停銑床(chuáng)主機,調整刀具位置,從而造成單價工件生產時的機動時間(jiān)和輔助工時加長,生產效率較低。此外,傳統(tǒng)的(de)銑床夾(jiá)具對操作者的技能要求也比較(jiào)高,需要(yào)操作者熟練掌握銑(xǐ)床的操作技(jì)能,刀具進給速度等。機床主機的反複關停、啟動,會加(jiā)速機床老化速度,容易造成機床、刀具的損壞和事故(gù)的發生。本文介紹一種以回(huí)轉式工作平(píng)台替代(dài)直線型流水線生產的夾具設計方案,可以較好彌補傳統銑床夾具存在的不足,是(shì)一種(zhǒng)提高加(jiā)工生產效率的創新(xīn)思路。
2、 夾具結構及工作原理(lǐ)
該夾具裝置由工裝夾(jiá)具本體和(hé)驅動裝置組成,如圖 1 所示。
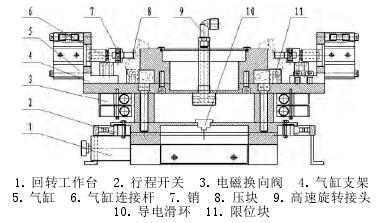
圖 1 回轉式工作(zuò)平台工裝夾具(jù)本體
驅動裝置動力由電機提供,包含傳動、固定和(hé)防護裝置 ; 該回轉式氣動工裝夾具(jù)固(gù)定(dìng)在工作台中心,夾具座通過螺栓固定在氣缸座中心位置,夾具座中心處開有通孔,夾具座形狀為正多邊(biān)形且(qiě)每邊(biān)對應一個(gè)工位,該(gāi)工位包括氣缸支(zhī)架、氣缸、限位塊、氣缸連接杆(gǎn)、銷和壓塊;氣缸支架通過螺栓(shuān)固定在氣缸座,氣缸支架豎直端麵安裝有氣缸;所述氣缸連接杆一端(duān)通過(guò)螺栓與氣缸連接,氣缸連接杆另一端通過(guò)銷與(yǔ)壓塊(kuài)連接;限位塊(kuài)置於夾具(jù)座與氣缸支(zhī)架(jià)之間,並通過螺栓固定在(zài)氣缸座上;氣缸中心線與夾具座各邊的中心線重合,如圖 2 所示(shì),該夾(jiá)具有八工(gōng)位組成,各工位圓周均布在回轉(zhuǎn)工作台上,回(huí)轉工作台圓(yuán)周運動,從而實現各(gè)工位的流水線運轉。
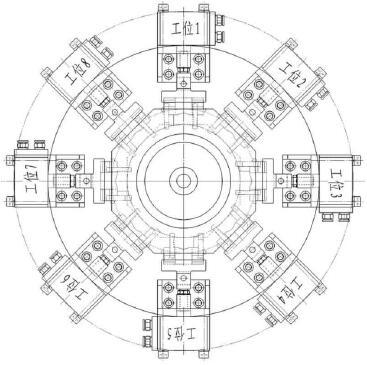
圖 2 回轉式工裝夾具工位圖
工(gōng)作原理為:加工前預先將工件置於準備工位夾具體的上麵和側麵(miàn),下部卡在限位塊上,當該工位旋轉到回轉擋鐵一(yī)端入口 , 行程開關動作,對應的電磁換向閥通電,將壓縮(suō)空氣導入該工位的氣缸,氣缸連接杆向(xiàng)前推動(dòng)壓塊夾緊工件,同時工件隨著回轉(zhuǎn)工作台旋轉,被銑床主軸上的旋轉銑刀切削(xuē)。加工結束,該工位旋轉到回轉擋鐵另一端出口時,行(háng)程開關斷開,電磁換向閥換向,氣(qì)缸後退至最小行程位置,工件被鬆開、取出夾(jiá)具體。由此,八個工位上(shàng)工件的交替運(yùn)動,可以達到不停機自動夾緊與鬆開工件的銑削加工效果。
3 、技術優勢
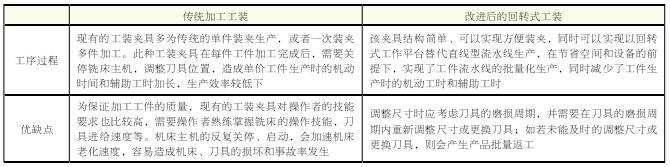
回轉式氣動(dòng)工裝夾具是以回轉式工作平台替代(dài)直線型流水線生產,相對於(yú)傳統工裝夾(jiá)具,在加工使(shǐ)用中的主要(yào)優點如下(xià)(圖 3、表(biǎo) 1)。


圖 3 改進前後加工(gōng)實例對比(bǐ)
表 1 兩種加工工(gōng)裝的對比示例
(1)在節省空間和設備的前提下(xià),實現了工件流水線(xiàn)的批量化生產,提(tí)高了勞動生(shēng)產率,同時機(jī)床主(zhǔ)機減少啟停次數,降低(dī)了刀(dāo)具損耗率及(jí)設備維修率;
(2)采(cǎi)用氣(qì)動氣缸裝夾,結(jié)構簡單、輕便安(ān)全(quán)、安裝維護簡單,不汙染環境及工件,成本低,並且氣動元件可靠性高,使用壽命長,輸出(chū)力(lì)以及(jí)工作速度的調節非常容易;
(3)各工位的氣路和電路(lù)各自並聯,相互獨立,降低了製(zhì)造的難度和安裝的(de)精度(dù),也易於更換。
4 、應(yīng)用效果
經實際生產加工後,改進後的回轉式(shì)氣動工裝較傳統的(de)工裝具有顯(xiǎn)著的優勢:第(dì)一,對操作人員的操作技能要求明顯下降;第二,零件裝(zhuāng)夾的安全性提升;第三,減少了操作人員的勞動強度;第四,改進後的加工效率較傳統加工效率(lǜ)提高 10 倍以上(shàng);第五,設備的故障率減(jiǎn)小。
5 、結語
本設計(jì)夾具(jù)結構(gòu)創新了銑削加工的批量生產方式,利用回轉式工作平台(tái)替代直線型流(liú)水線生產,通過電氣元件、電(diàn)磁閥控(kòng)製氣缸動作,結構簡單、裝夾簡易快捷。應用實際生產後,極(jí)大地提高(gāo)了勞動生產效率,並且縮短了工件的生產周期。本設計思路(lù)也可以推廣到其它機械加工設(shè)備,改變其加工設備的(de)工藝水(shuǐ)平。
投稿箱:
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點(diǎn)
| 更多(duō)

行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量(liàng)數據
- 2024年11月 分地區(qū)金屬(shǔ)切削機床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月(yuè) 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據
博文選萃
| 更多