


摘 要:設計了一種基於機器控製器(MP2310)的數控銑床教學平台,並給出了具體的實現方法,同(tóng)時為數控教學設備開發提供了一種新方法。通過使用此平台,不但可以(yǐ)進行傳(chuán)統的數控加工實訓操作,還可以(yǐ)比較全麵了解數控機床的電氣控製原理和運動程序編寫。
關鍵詞:機器控製器 ; 教學平台 ; 實驗 ; 係統開(kāi)發
0 引言
目前,各高校開設的課程多數與實際應用聯係緊密,結合課程的理論知識開設相應(yīng)的實驗操作課程,有益於學生牢(láo)固掌握課程(chéng)理論知識,提高學生的獨立(lì)思考能力和實踐操作能力。但實際情況卻不容樂(lè)觀,實驗室的設備購買時間長,與實際生產應用存在技(jì)術滯後。而頻繁的購買實驗設備無(wú)疑將增加學(xué)校的教(jiāo)學(xué)成本。
此外,目前市場上(shàng)實(shí)驗(yàn)教學設備多為模塊(kuài)化(huà)生產,難以與課程結合,同時學生不能深入了解設(shè)備工作(zuò)原理,而且(qiě)其價格高昂。因此設計與課程內(nèi)容相符,以及與實際生產緊密聯係的實驗設備,將極大(dà)的調動學生學習的積極性,培(péi)養學生的(de)實(shí)際動手能力(lì),實現“自主(zhǔ)學習(xí)、合作互動”的課堂教學模式。機床平台的搭建,能以本校學(xué)生(shēng)的(de)實際情況為契合點,以課程(chéng)內(nèi)容與市場技術發展方向為導(dǎo)向,更好的擴展學(xué)生的思維,培養具有一(yī)定競爭(zhēng)能力的(de)高素(sù)質人才 [1]。鑒於此(cǐ)加工平台的靈活創新,學生可以根據自己想法和創新自主設計加工方案。此外,在實驗指導人員的指導下學生可以加深對數控加工平台(tái)中各個模塊的理解,能更好的幫助學生對理(lǐ)論(lùn)課程中相應知識點的理解和掌握。著實(shí)推(tuī)動當代本科生對所學知識的實際應用,培養有著較強動(dòng)手能力的新世紀(jì)人(rén)才,成為解決大學生就(jiù)業問題,推動國家經濟發展水平的有效助劑。
我校數控加工技能實訓課程中(zhōng)使用的數控機床設備多由國內(nèi)外著名數(shù)控生產廠家生產,如德國 SIEMENS 公司 SINUMERIK 係列,日本 FANOC,大連數(shù)控及廣州數控等。就目前使用的數控(kòng)機床(chuáng)加工設(shè)備中,存(cún)在以下幾個問題 [2]:
(1)數控係統比(bǐ)較複雜,操作人員需要具有(yǒu)一定的機械加工知識,並且經過長時間的專業培訓;
(2)數控係統的源代碼及模塊接口(kǒu)等開放程度(dù)不高,難以對係統進行二次開發;
(3)數控係統價格昂貴;
針對以上問題,結合深圳大學本(běn)科實訓實踐的教學要求(qiú),設計出一台適用於機電類和非機電類(lèi)學(xué)生(shēng)使用的數控加工平台。
1 、硬件平台(tái)設計(jì)
有別於國外著(zhe)名大型數控(kòng)生產廠家研(yán)製數控(kòng)係統,本自製三軸數控加工平台是基於(yú)人(rén)機界麵(HMI)和 MP2310 機器控製器,尋求搭建一個價格低廉、操作簡單、能滿足(zú)加工常見機械零件的(de)數控(kòng)加工係統。係統工作原理(lǐ)如下圖 1 所示。
加工平台控製係統采用半閉環進給伺服係統,機床的 X、Y、Z軸(zhóu)和主軸的位置檢測點通過伺服電機編碼(mǎ)器進行。通過檢測伺(sì)服電機旋(xuán)轉(zhuǎn)角度來間接檢測銑床平台的移動量,而不是通過安裝光柵尺等傳(chuán)感器來直接檢測(cè)銑床平台的實際位置。設計的平台係統不包括機械傳動環節,因而平台具有比(bǐ)較穩(wěn)定的控製性能,雖然其(qí)係統的穩定(dìng)性能(néng)不如由步進電機控(kòng)製的(de)開環係統,但其穩定性要比全閉環(huán)係統優異。
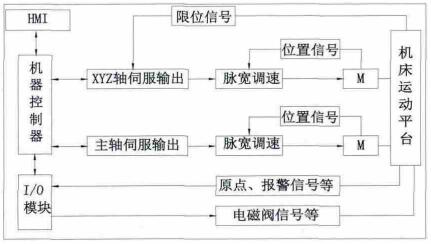
圖(tú) 1 數控(kòng)係統硬件結構組成框圖
此(cǐ)外,半閉環係統的位置環(huán)內各組成環節的誤差(chà)可以(yǐ)通過相關的(de)算(suàn)法可得(dé)到一定程度的補償。設計的銑床平台半閉環數控係統結構簡單、調(diào)試方便和精度相對較高,滿足工程(chéng)訓練中心的實訓教學和科(kē)研(yán)加工要求。
本項目研究的銑床教學平台的核心器件為(wéi) MP2310 機器控製器,機器(qì)控製器通過對伺(sì)服驅動器發送相關指令控製各運動(dòng)軸(zhóu)伺服電機(jī)精準運行。機器控製器具有位置(zhì)控製功能:定位,外部定位(wèi)、原(yuán)點複歸、多軸(zhóu)插補、恒速進給和恒量進給(gěi)等。同時,機器控製(zhì)器能通過其專用的運動(dòng)語言實現循環、跳轉、條件分支、並(bìng)列執行、選擇執行和(hé)分(fèn)支等控製命令編程 [3]。此外,機器控製器具(jù)有強大的 PLC梯形圖編程功能。利(lì)用其 I/O 模塊能處理操作麵板、機床限位、報警和電磁閥等信號。另外,機器控製器與人機界麵(miàn)能進行有關信息傳遞。
2 、數控銑床教學平台
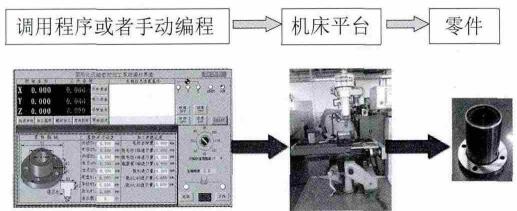
圖 2 係統的操作(zuò)示意(yì)圖
如圖 2 所(suǒ)示,對機電類專(zhuān)業實訓學(xué)生,通過設計的數控銑床教學平台,不但(dàn)可以進行傳統的數控加工實訓操作,還可比較全麵了(le)解數控機床(chuáng)的電氣控製原理。由(yóu)於此數控加工平台所用的機器控(kòng)製器源代碼完全開放,學生可以在老師的指導下進行 PLC 梯形圖和運動語言編程(chéng)。另外,通過運動走刀,還可以加工出(chū)各(gè)種零件。由於學生(shēng)每編寫一條運動(dòng)指令,都能從加(jiā)工零件的刀路上顯示出來,在體現課程實驗(yàn)(訓)效果的(de)同時,還能明了的發現問題,提出相應的改進方法,獲得更多的創新。對(duì)非(fēi)機電類專業實訓學生,由於實訓課時及專業基礎知識的限製(zhì),著重向(xiàng)學生講解如何(hé)操作設備加工零件,包括裝夾工件,分中對刀,操作麵板功能和調出(chū)零件加(jiā)工等知識。相比傳統數控加(jiā)工中心,本自製三軸數控加工平台體積小,操作簡單,初學者容易上手。
3、 教學平台設計與實現
數控(kòng)加(jiā)工平(píng)台(tái)機械主體部分主要依托工程訓練中心現有的廢舊故障(zhàng)設備——簡易數控銑床。由於需要(yào)更換伺服係統,其各軸的伺服電機連接機械零部件需要根據伺服(fú)電機規(guī)格型號進(jìn)行設計安裝。伺服電機連接零件的正確設計及合理安裝(zhuāng)能有效延長電機的使(shǐ)用(yòng)壽命,同時還能減少因機床電機(jī)機械性振動而產生的加工誤差。教學平台的研究技術(shù)路線如圖 3 所示。
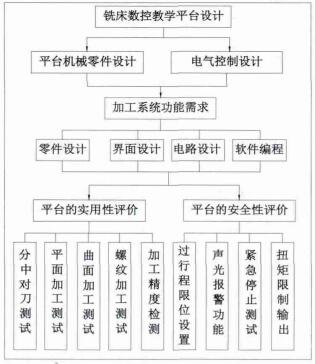
圖 3 設計技術路線
一條運動指令,都能從加工零件的刀路(lù)上(shàng)顯示出來,在體現課程實驗(訓)效果的同時,還能明了的發現問題,提(tí)出相(xiàng)應的改(gǎi)進方法,獲得更多的(de)創新(xīn)。對非機(jī)電類專業實訓學生,由於實(shí)訓課(kè)時及專業基礎知識的限製,著重向學生講解如何操作設備加(jiā)工零件,包括裝夾工件,分中對刀,操作麵板功能和調出零件加工等知識。相比傳統數控加工中心,本自製三軸數控加工平台體積(jī)小,操作簡(jiǎn)單,初學者容易上手。
3 、教學平台設計與實現
數控加工平台機械主體(tǐ)部分主要依托工程訓練(liàn)中心現(xiàn)有的廢舊故障設備——簡易數控銑床。由於(yú)需(xū)要更換伺服係統,其各軸的伺服電機連接機械零部件需(xū)要根據伺服電(diàn)機規格型號進行設計(jì)安裝。伺服電(diàn)機連(lián)接零件的正確設計及合理安裝能有效延長電(diàn)機的使用壽命,同(tóng)時還能減(jiǎn)少因機床電機機械性振動(dòng)而產生的加工誤差。教學平台的研究技術路線如圖(tú) 3 所示。
人機界(jiè)麵作為係統的開關量、參(cān)數輸入及信息顯示的主要設備(bèi),需要設(shè)計組態機床 X、Y、Z 軸伺服(fú)電機的實時位置顯示及執行信息。組態各部(bù)分按鈕開關(guān)包括模式選擇、各軸恒速恒量運行開關、程式自動運行、手動運行、機床輔助開關和調速旋鈕等等。存儲各種(zhǒng)常(cháng)見零件加工信息,刀具信息等方便調用。
數控銑床的電氣係統布(bù)線需要根據(jù)設備的功能需要統籌設計,包括保護(hù)電路設計、故障報警電路設計、伺服故障顯示、冷卻係統、照明等。主電路及(jí)控製電路的線徑設計根據實際設備功率計算,並按有關(guān)電(diàn)氣(qì)標準執行。反複啟動交流高頻強電與信號線分(fèn)槽走線(xiàn),以(yǐ)免幹擾。設計安裝漏電保護器、熱保護器、保(bǎo)險絲(sī)等動作電器。
梯形圖編(biān)程(chéng)。梯形(xíng)圖(tú)程序根據輸入信號進行(háng)順控(順序操作),對輸出信號和運動程(chéng)序進行啟動、暫(zàn)停和停止操作。編寫梯形圖程序對X、Y、Z 及主(zhǔ)軸進行點動運行(JOG)、步進運行(STEP),實現分中對刀(dāo)是各軸的快(kuài)速移動或者步(bù)進運行。
運動語言(yán)編程。利用軸移動命令(如 MOV、MVS、MCW、ZNR 等)、軸控(kòng)製命 令(MSEE、TIM、END、RET、IF ELSE IEND、WHILEWEND 等)、基本控製命令(如 ABS、INC、POS、PLN、MVM、PLD 等)及運算與順序控製命令(+、—、*、/、SIN、COS、TAN 等)等機器控製器編程(chéng)語言,定量加工出(chū)各種常見(jiàn)的平麵、曲麵、螺紋等。
4 、結束語
結合深圳大學工程訓練中心科研及實訓教(jiāo)學要求,開發了一套基於安川 MP2310 技術的數控係統。該係統具有如下優點:
(1)通過(guò)調用人機界麵上的(de)零件圖形,設置(zhì)加(jiā)工參數,即可對待加工(gōng)毛坯件進行分中(zhōng)對刀操作,自動加工出目標零件。解決了那些沒有經過(guò)嚴格(gé)的數控專業培訓,沒具備 Pro/E、UG、Mastercam 等圖形(xíng)處理能力的人員使用數控設備進行加工的瓶頸問題。
(2)在人機界麵上設置點動(JOG)及步進(STEP)按鍵,實現對各(gè)軸的快速移動(dòng)及分中(zhōng)對刀(dāo)操作控製。相比傳統數控機(jī)床(chuáng)使用(yòng)手輪移動軸對(duì)刀,這種設計方法節約了設備的成本。
(3)源代碼完全開放,梯形圖(tú)以及運動語言編程簡單易懂,便於對設備進行二次開發。同時機器控製器能同時執行多任務並列(liè)運(yùn)行程序,同(tóng)時控製多軸(16 根)移動,為後期學生進行課題(畢(bì)業)設計提供一(yī)個題材豐富的平台。
如果您有機床行業(yè)、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡(huān)迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
州金馬")

- 2024年11月 金屬切(qiē)削(xuē)機床產量數據
- 2024年11月 分地區(qū)金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據(jù)
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能(néng)源汽車銷量情況(kuàng)
- 2024年(nián)8月 新能源汽車產量數據(jù)
- 2028年8月 基本型(xíng)乘(chéng)用車(chē)(轎車)產量數據(jù)
- 機(jī)械加工(gōng)過程圖示
- 判斷一台加工中心精度的(de)幾種辦法
- 中(zhōng)走絲線(xiàn)切(qiē)割機床的發展趨勢
- 國產數控係統(tǒng)和數控機床何去何(hé)從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性(xìng)營銷,害人(rén)害己!不倒(dǎo)閉才
- 製(zhì)造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前(qián),國(guó)人沉默(mò)。製造業(yè)的騰飛,要(yào)從機床
- 一(yī)文搞懂數控(kòng)車床加工刀具(jù)補償功能
- 車床(chuáng)鑽孔攻螺紋加工方法及工裝(zhuāng)設計
- 傳統(tǒng)鑽(zuàn)削與螺旋(xuán)銑孔加工工藝的區別