


X62W 萬能銑床的 PLC 改造設計
2017-3-21 來源:閩西職業技(jì)術學院 作者:陳元招
摘要:分(fèn)析了X62W萬能銑床控製係統的工藝流程(chéng)、主要功能及(jí)常見故障, 針對(duì)其控製係統存在的線路複雜、可靠性差、故障率高等缺點, 選用三菱FX3U-32MR為銑床控製(zhì)係統核心, 通過PLC的I/O地址分配(pèi)布置, 以及外部硬件接線和梯形(xíng)圖程序設計, 完成銑床控(kòng)製係統改造. 實踐證明改造後(hòu)的銑(xǐ)床控製係統可靠、穩定, 提(tí)高了企業的生(shēng)產效率。
關鍵詞:PLC; 銑床; 故障; 改造
0.引言
銑床(chuáng)是機械加工中使用比較廣泛的機(jī)床, 主(zhǔ)要用(yòng)來對各種零(líng)件進行平麵、斜麵(miàn)、溝槽、齒輪及成型表麵(miàn)加工. 以(yǐ)常見的X62W萬能銑床為例, 可用圓柱銑刀、圓片銑刀及角度銑(xǐ)刀等多種刀具對各種零件進行加工. 目前, 中小型企業使用(yòng)的X62W萬(wàn)能銑床大部分采用傳統的繼電—接觸器控製(zhì). 由於繼電(diàn)—接觸器控製線路設備老化, 接線複(fù)雜, 存在(zài)著控製失效、接觸不良等缺陷(xiàn), 導致(zhì)故障率較高, 且維(wéi)護及檢修相對困難, 運行穩定性(xìng)變差, 最終會降低機床加工精度, 無法滿足(zú)加工圖紙的工藝要求. 針對這些問題, 本文采用三(sān)菱PLC, 在原(yuán)有X62W萬能銑床工藝加工不變的基礎上, 對傳統的繼(jì)電—接觸器控製係統進行PLC改(gǎi)造[1~3], 提高整個電氣(qì)控製係(xì)統的工作性能, 減少維修工作量, 為企業提供了更可靠的(de)生產保證.
1. X62W 萬能銑床簡(jiǎn)介(jiè)
1.1 控製係統(tǒng)
X62W萬能銑床通過控製主軸帶(dài)動銑刀旋轉的主軸運動、工作台六個(gè)方向的進給運動和工作台旋(xuán)轉的輔助運動進行(háng)零件(jiàn)銑削加工. 電氣控製電路如圖(tú)1所示, 主要由主(zhǔ)軸轉動控製、進給傳動控製、冷卻泵控製、變壓器和照明及(jí)顯示電路組成. 主軸轉動由主軸電機(jī)M1控製, 升降台及工作台六個方向運動由進給電機M2控製(zhì), 銑削加工時冷卻液的供給(gěi)由冷卻泵電(diàn)機(jī)M3控製. 同時變壓器將380V降為36V安(ān)全電(diàn)壓給照(zhào)明電路及顯示電路供(gòng)電, 轉換開關SA4控製銑床的照明.
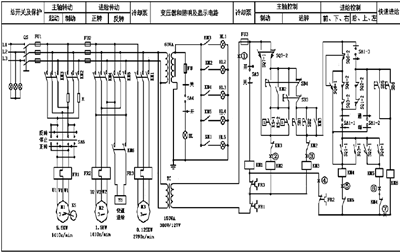
圖(tú)1 X62W 萬能銑床電氣控製電路
1.2 控製(zhì)功能
銑削加(jiā)工時, 先(xiān)通過轉(zhuǎn)向選擇開關(guān)SA5選擇轉向(xiàng)控製, 再合上電源開關QS, 對主軸電機M1進行兩地啟停及(jí)正反轉控製, 然後(hòu)對工作台進給電機(jī)M2的進給、聯鎖(suǒ)、快速移(yí)動進行控製以及輔助保護控製.
1.2.1 主軸的兩地(dì)啟停、正反轉控製(zhì)
在零件(jiàn)銑削加工前(qián), 先由轉向選擇(zé)開(kāi)關SA5選擇正轉或反轉, 也就是進行順銑或逆(nì)銑. 同時為了方便操作控製, 分別在銑床的正麵、側麵裝啟動按鈕(SBl、SB2)和(hé)停止(zhǐ)按鈕(SB3、SB4), 實現主軸(zhóu)電機的兩地啟停控製. 為(wéi)了讓(ràng)銑床主軸上的(de)銑刀快速停止, 采用定子串電阻反(fǎn)接製動, 提(tí)高銑削(xuē)加工的效率和精度.
1.2.2 工作(zuò)台的進給、聯鎖、快速移動控製
主軸驅動(dòng)後, 再進行工作台進給傳動控製. SA1撥至“斷開”位置, SA1-1和SA1-3接(jiē)通, SA1-2斷開, 通過兩個操作手(shǒu)柄和機械聯動機構(gòu)控製相應的位置開關接通KM4或KM5控製線圈, 從而控製進給電機M2正轉或反轉, 實現工作台的左右、上(shàng)下和前後移動. 在同一時間內, 為確保操作安全, 工作台隻能進行一個方向的移動, 一個操作手柄(SQ2左、SQ1右)控製(zhì)工作台(tái)左右(yòu)進給運動, 而另一個操作手柄(SQ4上、SQ3下(xià)、SQ3前、SQ4後)控製工作台的上下和前後進(jìn)給運動, 各手柄相互間有機械(xiè)聯鎖作用. 同時(shí)工作台左(zuǒ)右移(yí)動與(yǔ)上下、前(qián)後移動之間(jiān)的聯鎖控製是通過電氣聯鎖實現. 工作(zuò)台快速移動為點動控製, 在進給電機起動後, 按壓工(gōng)作台快速進給(gěi)點動按鈕(SB5或SB6), 接通KM6控製線圈, 電磁鐵YB得電, 工作台快速移動, 鬆開按鈕後, 工作台按原來速度進行進給運動(dòng).
1.2.3 主軸和進給的變速(sù)衝動控製
主軸(zhóu)和進(jìn)給運動的變速(sù)衝動控製通過變速盤(pán)選擇, 兩種運(yùn)動都(dōu)要求變(biàn)速後做瞬時點動控製, 按(àn)下變速箱操作行程開關後, 立即停止. 由主軸變速箱操作行程開關SQ7實現主軸電機(jī)M1變速衝動控製(zhì), 並且主軸變(biàn)速可在Ml停車時進行, 也可在M1運轉時進行. 進(jìn)給變速箱操作行(háng)程開關SQ6實現進(jìn)給電(diàn)機M2變速(sù)衝動控製, 要求進給變速應在工作台(tái)停止移動時進行.
1.2.4 輔助及保護控製
X62W萬能(néng)銑(xǐ)床(chuáng)除了主軸和工作台的控製外, 還有一些輔助及保護控製電路. 變壓器輸出36V電壓供給(gěi)局部照明電路, 由轉換開關SA4控製照明燈. 銑削加工時, 由(yóu)轉換開關SA3控製冷卻泵的啟停. 當需要控(kòng)製(zhì)圓形工作台時, 將(jiāng)SA1撥至“接通”位置, SA1-2接通, SA1-1和SA1-3斷開, 且與工作台的六個進給方向
進行電氣聯鎖, KM4通電, M2拖動圓工作台移動. 主軸、工(gōng)作(zuò)台和冷卻泵的控(kòng)製電路分別串接FRl、FR2、FR3熱繼電(diàn)器的常閉觸點實現過載保護.
2. X62W 萬能銑床控(kòng)製係統常見的故(gù)障
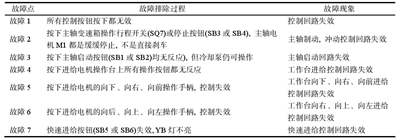
由於機械設備加工環境相對較差, X62W萬能銑床采用傳統的繼電—接觸器控製係統, 控製線路複(fù)雜, 長時間通電(diàn)會使一些元器件或線路出(chū)現老化接觸不良等現象, 導致銑床無法正常工作[4]. X62W 萬能銑床控製(zhì)係(xì)統常見的故障見表 1.
表 1 X62W 萬能銑床控製係統常見的故障
3. X62W萬能銑床控製係統的PLC改造設計
針對X62W萬能銑床控(kòng)製係統出現故障率高, 可靠(kào)性差, 維修工作量大等問(wèn)題(tí), 在保證原(yuán)銑床主電路和加工工藝(yì)流程不變的基礎上, 將對X62W萬能銑床控製係統進行PLC改造, 將原繼電器控(kòng)製中的硬件接線改為用軟件編程來替代(dài), 主要包括I/O地址分配、PLC的(de)外部接線(xiàn)以及軟件程序設計[5]. X62W萬(wàn)能銑床的工藝流程如圖2所(suǒ)示.
3.1 I/O 分配
根據X62W萬(wàn)能銑床的控製麵板的控製信號, 對其輸入、輸出信號地(dì)址進行分配, 其(qí)I/O地址分配見表2和表3。
表2 輸入信號地址分配
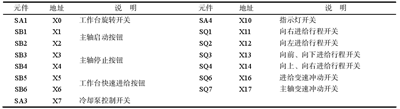
表 3 輸出信號地址分(fèn)配

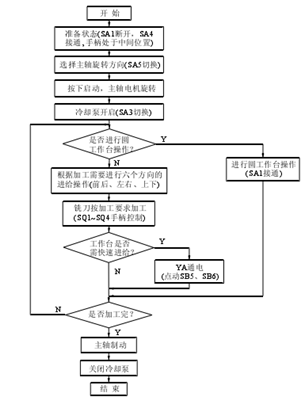
圖2 X62W 萬(wàn)能銑床的(de)工藝流程
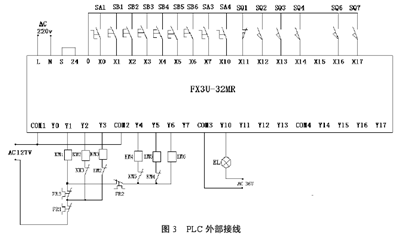
3.2 PLC 的外部接線圖
通(tōng)過對X62W萬能銑床的電氣控製係統分析, 選用三菱FX3U-32MR對其電氣控製(zhì)係統進行PLC改造, 其外部接線如圖3所示. 同時為了增加(jiā)控製係統的(de)可靠性, 除了程序上采用軟繼電器的觸點互鎖外, 還分別對KM2與KM3, KM4與KM5進行硬件(jiàn)互鎖(suǒ), 保證(zhèng)控製係統安全穩(wěn)定.
3.3 PLC 的程序設計
根據X62W萬能銑床的控製電路功能及工藝(yì)流程, 結合PLC的I/O地址分配, 進行PLC程序設計. PLC梯形(xíng)圖程序如圖4所示.
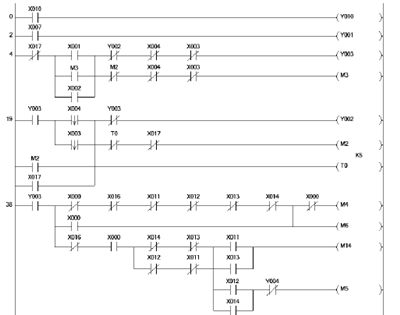
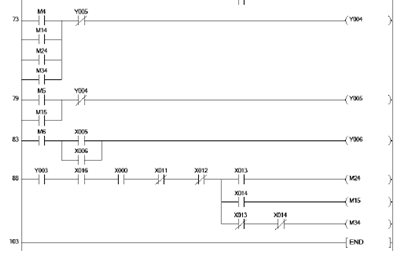
圖4 PLC 程序設計
4.結束語
采用FX3U-32MR對X62W萬(wàn)能銑床控製係統進行改造, 按以(yǐ)上步(bù)驟進行安裝調試, 完全滿足銑床的(de)控製要求. 通過PLC改造控製係統需要的投資少, 工作量較小(xiǎo), 銑床控製係統的穩定(dìng)性(xìng)和自動化程度得到提高, 運行的故障率大幅降低, 同時檢查維護方便, 經濟效(xiào)益較顯著(zhe). 改造後的銑床(chuáng)經過企(qǐ)業生產運行的檢(jiǎn)驗, 效果非常好, 非常適合當前國內(nèi)經濟形勢, 用很小的技改投入來延長老設備的生(shēng)命周(zhōu)期(qī), 有良好的市場應用價值.
投稿箱:
如果您有機床行業、企業(yè)相關新聞稿件發表(biǎo),或進(jìn)行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業(yè)相關新聞稿件發表(biǎo),或進(jìn)行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業數據
| 更多(duō)
- 2024年11月 金屬切削機床產量數(shù)據(jù)
- 2024年(nián)11月 分(fèn)地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新(xīn)能源(yuán)汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數(shù)據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車(chē)產(chǎn)量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量數據
博文選萃(cuì)
| 更多(duō)