


基於磨製精度的環形銑刀(dāo)刃線幾何模型
2016-9-1 來源:哈(hā)爾濱理工大學(xué)機械動力(lì)工程學院 作者: 嶽彩旭 李錄彬 計偉(wěi) 陳濤 劉獻禮
摘要:環形銑刀在精密銑削淬硬鋼模具(jù)時(shí),同球頭銑(xǐ)刀相(xiàng)比具有較高的切削效率(lǜ),和平頭端銑刀相比(bǐ)具有較好的加工工藝性及已加工表麵質量。為了精確磨製環形銑刀,通過對環形銑刀刃線進行理論分析,依(yī)據回轉刀具的幾何特征以及螺旋線的成形原理,推導出了環形銑刀等螺旋角的(de)連續刃口曲線數學模型,所建立的刃線方程數(shù)學模型可(kě)精(jīng)確表達周刃曲線與圓角曲線的幾何特征。結合所建立的刃(rèn)線模型(xíng),采(cǎi)用Saacke五軸工具磨床對環(huán)形銑刀進行了磨製,刀具幾何(hé)參數檢驗結(jié)果表明磨(mó)製精度較高。
關鍵詞:環形銑刀;螺旋線;刃(rèn)口曲(qǔ)線;五(wǔ)軸工具磨(mó)床
近年來,高(gāo)強(qiáng)度淬硬鋼(gāng)材料在汽車工業(yè)中被應用的比例不斷增加‘¨。能否對這(zhè)些難加工材(cái)料進行高(gāo)效加工直(zhí)接影響中國汽車行業的發展。淬硬鋼(gāng)其硬度高達58~63 HRC,是典型的難加工的材料。相對於球頭刀點接觸窄行加工形式,使用周邊(biān)切削刃與底麵切(qiē)削刃之間以-d,段圓弧過渡的環(huán)形銑刀(dāo)加工淬硬鋼時,可以極大地增加切削平穩性(xìng),提(tí)高加工精度、表麵質量和(hé)切(qiē)削效率Ⅲ。在刀具的設(shè)計和製造中(zhōng),刀刃曲線的(de)設計和刃磨(mó)加工至關重(chóng)要,因為刀刃不僅決定了刀具的外形,而且對刀具的切削性能、加工(gōng)質量起著重要作用(yòng)口(kǒu)叫]。在環形銑刀的圓角回轉麵(miàn)設計方麵,許多(duō)學者(zhě)提出了(le)不同的圓角回(huí)轉麵設計方法。如鮑青山等通過(guò)回轉麵的刃口曲線通式公式(shì)推導出了圓角回轉麵的表達式[51;唐餘(yú)勇等建立了(le)帶圓角銑刀的回轉麵(miàn)曲線方程(chéng),並且根據在與經線成定角定義下的刃口曲線求解公式,直接由刀具回轉麵方程求出(chū)帶(dài)角圓的凸弧銑刀上角圓回轉麵方程[6。7]。
本文為了精(jīng)確磨製環形銑刀,從回轉刀具刃線出發,根據廣義螺旋(xuán)運動概念,建立了(le)環形銑刀周刃(rèn)與圓角刃的等(děng)螺旋角數學模型,並依據刃線模型得(dé)到環(huán)形銑(xǐ)刀(dāo)的磨削軌跡,從而為環形銑刀數(shù)控刃磨加工提供理論依據和指導。
1、環形銑刀的應用
目前典型的數控銑(xǐ)削刀具主(zhǔ)要(yào)有球頭銑刀、平頭端銑刀及環形銑刀等,如圖1所示。其中環形銑(xǐ)刀越來越多地被應用(yòng)在汽(qì)車覆(fù)蓋件(jiàn)模具鋼的(de)加工中。
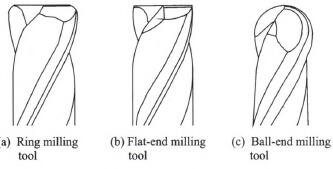
圖l數控銑削的常用刀具
球頭銑刀在切削過程中,球頭刀(dāo)的底部為球形,因此具有自適應性(即刀具的法(fǎ)截線曲率半徑恒(héng)為刀具(jù)半徑)。這種自適應性使刀(dāo)具的(de)行距(jù)與幹涉避免的計算都大為(wéi)簡化。但其(qí)缺點是容屑空間小、底部切削效率低及切削速度不恒定,球頭銑刀的(de)切削刃在不同位置處的切削速度不同,而且在接近球(qiú)頭端點處的(de)切削速度(dù)為零。正是這些局限性導致了球頭刀(dāo)加工(gōng)效率與表麵質量難以提高(gāo)。從
幾何學形(xíng)狀來看,環形銑刀和球頭(tóu)銑刀相比在加工麵的表麵粗糙度上具有明顯的優勢。如果在(zài)獲得同樣高的加工殘餘量理論高度(即獲取同樣的表麵粗糙度)的前提下,與球頭銑刀相比,環(huán)形銑刀的步
距要寬數倍,所以可(kě)大大地(dì)縮短加工時間[8],如圖2所(suǒ)示。另外,如果同樣隻是需要刀具的底圓角,在沒有幹(gàn)涉的情況下,可(kě)選擇更大的刀具直徑,這樣刀具的剛性也更(gèng)好,如圖3所示(shì)。
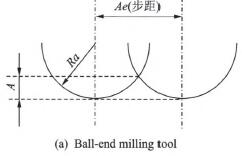
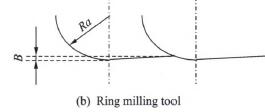
圖2球頭銑(xǐ)刀和環形銑刀表麵粗糙度理論值的比較
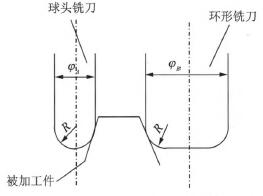
圖3:球頭銑刀和環形銑刀剛性比較
平頭端銑刀的切削刃是刀具的端麵與側(cè)麵的交界邊緣線,其局限性一方麵是加工時刀刃易於磨損,另一方(fāng)麵(miàn)是由於平(píng)底端銑刀真正起切削作用(yòng)的是刀刃口與(yǔ)刀具端麵的交點,因此(cǐ)加工後留下的表麵粗糙度較大,增加了後續磨削工序難度。同時,平底銑刀在加工複雜曲麵時也容易出現過切的現象(xiàng),如圖4所示。
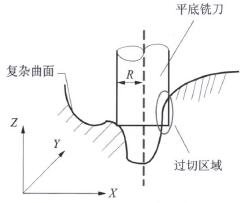
圖4 、平頭端銑(xǐ)刀加工複雜曲麵時的過刀現象
綜上所述,環形銑刀同球頭銑刀和平頭端銑刀相(xiàng)比具有以下優點:(1)切削性能好。環形銑(xǐ)刀沒有尖銳的切削刃,與平底刀(dāo)相比,被(bèi)加工表麵(miàn)粗糙度(dù)要小很多,表麵質量好(hǎo)。(2)加工效率高(gāo)。在獲得(dé)同樣的表麵粗糙度的前提下,與球頭(tóu)銑刀相比(bǐ),環形銑刀的步距要寬數倍,所以總切削長度變短,可(kě)大大地縮短加工時間。(3)刀具壽命高,成本低。環形銑刀沒有尖刃,刀具磨損相對較小(xiǎo)。
2、環形銑刀的幾何結構解析
環(huán)形銑刀是由3個部分組成,即圓柱(zhù)側麵、底(dǐ)麵和圓角麵。環形銑刀刀具結構各部分名稱如圖5所示。
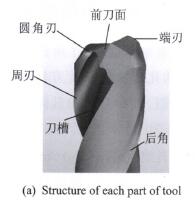

圖5環形銑刀
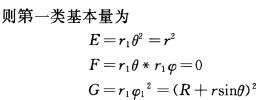
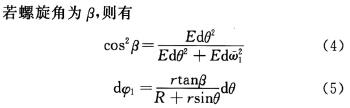
回轉刀具的刃口曲線常常采用(yòng)等螺旋角(jiǎo)算法‘9‘10],以下討論對等螺(luó)旋角(jiǎo)環形銑刀刃口曲線建模,也包括周刃刃線與圓角刃線。圖6為環形銑刀坐標係。在坐(zuò)標係中(zhōng),以半徑為,.的角圓(yuán)其圓(yuán)心到Z軸距離為R。用刃(rèn)線上任意點P依次旋轉0和妒角度來表達刃(rèn)線的方程,其中(zhōng)0和9為刃I:1曲線(xiàn)方程的自變量。
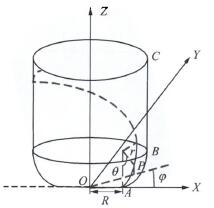
圖6環形銑月坐標係
當繞Z軸回轉時所得回轉麵方程為
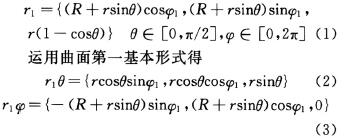
將式(shì)(12)代人式(9)可得與圓角回轉麵上刃El連續的柱麵上的螺旋刃(rèn)口,且與其經線成定角。將式(shì)(8,12)分別代人式(1,9)可分(fèn)別得出等螺旋角圓(yuán)角刃口曲線方程和圓柱(zhù)回轉麵上的刃口曲線方程。基於Matlab軟件(jiàn)對得到的環形銑刀的刃口幾何模型進(jìn)行(háng)仿真,如圖7所示。
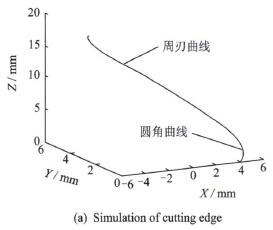
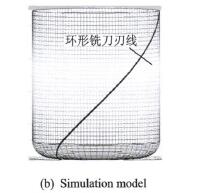
圖7刃口幾(jǐ)何模型仿真
3、環形銑刀刃口曲線的連續性分析
環(huán)形銑刀圓柱麵上的螺旋線和底部的圓角曲線的過渡,以(yǐ)及前刀麵的過渡(dù)是刀具設計、製造的關鍵,本文(wén)對環形銑刀(dāo)等螺旋角圓弧刃刃口曲線與圓(yuán)柱麵上的周刃刃(rèn)El曲線在交匯處(chù)是矢量相同進行了論證。
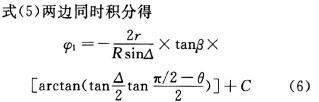
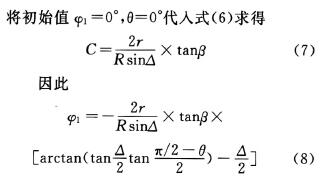
由前麵推導可知,將式(8,12)分別代入到式(1,9),可得到等螺旋角圓角刃口虛線方程和(hé)圓柱回(huí)轉麵上的刃口曲線方程。通(tōng)過計算可得等(děng)螺旋角圓(yuán)弧刃口曲線方程為
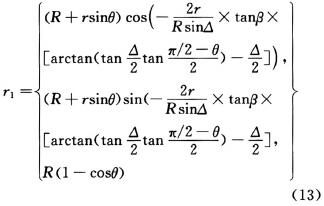
環形銑刀的周刃刃口曲線方程為
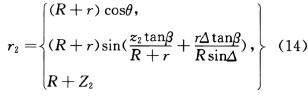
由式(15,16)可知:n=r。,即圓角(jiǎo)回轉麵和柱麵上等螺旋角刃口曲線在連接處連續,即環形銑(xǐ)刀在此處(chù)光(guāng)滑過渡。圓柱(zhù)麵螺(luó)旋刃口和底部(bù)刃口曲(qǔ)線的光(guāng)滑(huá)過渡保證了環形銑刀的磨製精度。
4、基於刃線(xiàn)方程的環形銑刀的磨(mó)製(zhì)
為了驗證(zhèng)環形銑(xǐ)刀的磨製精度,基於所建立的環形銑刀的周刃(rèn)、圓弧刃的幾(jǐ)何(hé)模型以及刀具幾何參數進行了環形銑刀的磨製,其中(zhōng)刀具的(de)具體參數為r一2,R一4,L一16,口一30。,y=2。,a1=8。,口2—22。。利用Saacke五軸工具磨床的(de)Numroto磨削軟件生產磨削軌跡,並對其進行仿(fǎng)真,保證環(huán)形銑刀周刃(rèn)前(qián)刀麵以及圓弧刃前刀(dāo)麵能夠光滑過渡,其仿真結果如圖8所示。最(zuì)終運用(yòng)Saacke五軸(zhóu)工具磨(mó)床對其進行磨製,磨製過程如圖9(a)所示,所得到的環形銑刀如圖9(b)所示。
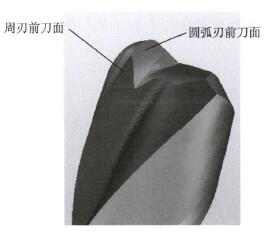
圖8環形銑刀麽(me)削軌跡(jì)的仿真
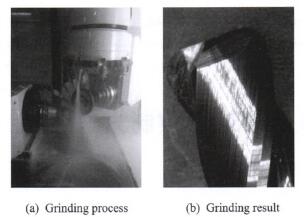
圖9環形銑刀磨製過程及結果
5、結束語
在淬硬(yìng)鋼銑削工藝中,周邊切削刃與底麵切(qiē)削刃以一小段(duàn)圓弧過渡的環形銑刀與球頭銑刀和平頭端(duān)銑刀相(xiàng)比,在加工精度、表(biǎo)麵質量和切削效率方麵具有較高的綜合優勢。結合環(huán)形(xíng)銑刀加工原理以及(jí)回(huí)轉刀具螺旋線成形原理的理論分析,本文(wén)建立了典型環形銑刀的圓角(jiǎo)刃與周刃的曲線模型(xíng),該模(mó)型較好(hǎo)地(dì)解決了環形銑刀的刃(rèn)形建模問題。基於所建立的銑刀模型,本文利用Saacke五軸工具磨床進行(háng)了環形銑(xǐ)刀的磨製,檢測結果表(biǎo)明刀具磨製精度較高。本文研究結果為環形銑(xǐ)刀的研(yán)製及切削性(xìng)能的提高提供了理論基礎。
投稿箱:
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多(duō)相(xiàng)關信息
金馬")
業界視點
| 更多

行業數據
| 更多
- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能源(yuán)汽車產量數據(jù)
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車(chē)產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量(liàng)數據