


摘要:介紹數控係統交叉(chā)補償功能在提高數控龍門鏜銑床橫梁定位精度方麵的應用。
0 、引言
在數控龍門(mén)鏜銑床中,影(yǐng)響橫梁定位精度主要有兩方麵因素:橫梁(liáng)的撓度;橫梁的傾斜。解決好這兩個問題,即可提高機(jī)床整體的(de)數控精度,也可以更好地滿足用戶零件精加工的要求。所以,在數(shù)控龍門鏜銑床(chuáng)中,橫梁補償是提(tí)高整(zhěng)機(jī)數控精度的關鍵措施。本機(jī)床(chuáng)的各項進給軸均為全閉環控製。
1 、影響橫梁定位精度的因素及補償措施(shī)
數控動梁龍門鏜(táng)銑床橫梁由兩個雙驅同步電機來驅動,分別是W1軸、W2軸,為滾珠絲杠形式,其基本(běn)結構如圖1 所示。
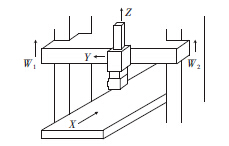
圖1 數控動梁龍(lóng)門(mén)鏜銑床基本結構(gòu)
1.1 橫梁的撓度
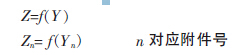
橫(héng)梁自(zì)身的重量加上主軸箱的重(chóng)量會使橫梁產生一定的撓度變化,另外,撓度也隨主軸箱在橫梁的位(wèi)置(Y 向)而變化(huà),以及在主軸箱安裝(zhuāng)不同附件(jiàn)時隨附件的重(chóng)量而變化。可(kě)以(yǐ)根(gēn)據主軸箱在橫梁的位置(Y向),通過提(tí)升滑枕(Z 向)來補償橫梁的撓度變化,兩者之間的關(guān)係為:
1.2 橫梁的傾斜(xié)
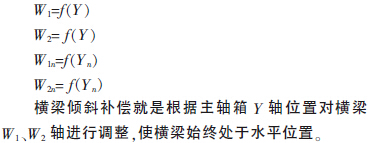
主(zhǔ)軸箱在橫梁中心位置時橫梁是水平的, 當主軸箱沿橫梁(Y 向)移動偏離橫梁中心位置(zhì)時會使橫梁(W1、W2向(xiàng))產生傾斜,其(qí)傾斜程度會隨主軸箱在橫梁上的位置而變化,越是(shì)靠近橫梁的一端,橫(héng)梁傾斜越嚴重(chóng),從而造成銑削平麵的傾斜,最終導致加工工件的水平麵與工作台(tái)基準麵的平行度超出允許範圍。主軸箱安裝不(bú)同附件時, 橫梁傾斜程度也會隨附件的重量而變化, 即W1、W2軸的誤差隨Y軸位置而變(biàn)化,並且(qiě)與附件重量(liàng)呈正比(bǐ),可用下式表達:
2、 橫梁定位精度補償的(de)方法及步驟
西門子840D 數控係統獨特的交叉補償功能可以解(jiě)決上(shàng)述問題。840D 數控係統具備豐富的坐標(biāo)軸(zhóu)補償功(gōng)能,可以實現機械傳動的間隙補償、橫梁撓度補償(cháng)、圓弧運動過(guò)象限補償、螺(luó)距誤差補償、溫度補償、跟隨誤差補償等。每個坐標軸既可(kě)以激活線(xiàn)性誤差補償, 也可激活非線性軸的誤差補償。
2.1 通過(guò)激光檢測儀器檢測並記錄誤差值
使用百分表或激光幹涉儀分(fèn)別記錄移動主軸箱(Y 軸)時(shí)橫(héng)梁W1、W2軸誤差值,移動主軸箱(Y 軸)時(shí)滑枕(zhěn)Z 軸誤差(chà)值。
2.2 創建補償表
(1)設置每個(gè)補償表補償點數。
MD 18342: MM_CEC_MAX_ POINTS [t]
t=0 : 第1 個補償(cháng)表Y_W1
t=1 : 第2 個補償(cháng)表Y_W2
t=2 : 第3 個補償表Y_Z
MD 18342: MM_CEC_MAX_POINTS[0]=46 第1 個補償表46 個補償點
MD 18342: MM_CEC_MAX_POINTS[1]=46 第2 個補償表46 個補償(cháng)點
MD 18342: MM_CEC_MAX_POINTS[2]=46 第3 個補償(cháng)表46 個補(bǔ)償點
(2)做NC 數據備份,然後讀回這個備份。
(3)按Service 鍵後,按數字選(xuǎn)擇鍵並選有效數控數字鍵, 然後選Saving-of-NC-data→OK→選擇NCActive-data→回車→選擇Sag/angularity-complete→按手動數據鍵→按Copy 鍵→將光標移動到其他(tā)目錄上(shàng)讓Insert 鍵變黑(hēi)→按Insert 鍵→用tab 鍵切換到abor項,選擇Newbackup 地址→用tab 鍵切換到地址編碼項(xiàng),輸入Inter-comp 並回車,按OK 鍵,這時在屏幕上可以看到剛才(cái)創建的目錄Inter-comp, 選擇Intercomp目錄並回車(chē),此時(shí)可以找到一個名為NC_CEC_INI的文件,回車並打開。以補償W1軸為(wéi)例,補償(cháng)表:
%_N_NC_YW1_CEC_INI
CHANDATA(1)
MYMAN_CEC [0,0]=+0.01;W1
軸第1 個補償值:
MYMAN_CEC [0,1]=+0.03;W1
軸第2 個補償值:
MYMAN_CEC [0,2]=-0.03;W1
軸第3 個補償值:
MYMAN_CEC [0,3]=-0.01;W1
軸第4 個補償值:
MYMAN_CEC [0,4]=+0.01;W1
軸第5 個補償值:
MYMAN_CEC [0,5]=-0.01;W1
軸第6 個補償值:
… … …
MYMAN_CEC [0.45]=+0.02;W1
軸最後一個補償值:
MYMAN_CEC_INPUT_AXIS[0]=(AX2);基準軸Y
MYMAN_CEC_OUTPUT_AXIS[0]=(AX3);補償軸W1
MYMAN_CEC_STEP[0]=100;補償點間(jiān)距
MYMAN_CEC_MIN[0]=+100.0;補償起點(Y 軸)
MYMAN_CEC_MAX[0]=-4500.0;補償終點(Y軸)
MYMAN_CEC_DIRECTION[0]=0;雙向補償(Y軸)
MYMAN_CEC_MULT_BY_TABLE[0]=0
MYMAN_CEC_IS_MODULO[0]=0;
M17
將補償值輸入並存儲→按Manage data 鍵→按Load HD-NC 鍵( 完(wán)成後, 屏幕下方顯示“job isready”) →切換到Start-up 畫麵, 修(xiū)改W1軸參數MD32710: CEC_ENABLE[AX3]=1、W2軸(zhóu)參數MD 32710:CEC_ENABLE [ AX4 ] = 1 、Z 軸參數MD 32710 :EC_ENABLE [AX5] =1, 修改設定數SD41300:CEC_TABLE_ENAB01[0=1SD41300:CEC_TABLE_ENABLE[1]=1、SD41300: CEC_TABLE_ENABLE [2] = 1→NCK 複位→回參考點(diǎn)。
(4)切換Diagnostis 畫(huà)麵,同(tóng)時按ServiceDisplay 鍵及Service axis 鍵,查看W1軸並注意其中Compensationsag+temperature 項,當Y 軸移動時,如果上(shàng)述步驟操作正確,左立柱補償即已生效,那麽補償的數值在此處可以看到。
3 、結語
該公司自主研發生產的XK2130 係列數控龍(lóng)門鏜銑床,成功應用了西(xī)門子係統交(jiāo)叉補償功能,滿(mǎn)足了用戶(hù)精加工零件和提高效率的要求。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本(běn)網(wǎng)編(biān)輯部(bù), 郵箱:skjcsc@vip.sina.com

查")
- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分地(dì)區(qū)金屬切削機床產量(liàng)數(shù)據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬(shǔ)切(qiē)削機床(chuáng)產量數據(jù)
- 2024年9月 新能源汽車(chē)銷量情(qíng)況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據
- 機械加工過程圖示
- 判斷一(yī)台(tái)加(jiā)工中(zhōng)心精度的幾種(zhǒng)辦法
- 中走絲線切割機床的發展趨(qū)勢(shì)
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去(qù)哪裏(lǐ)了?
- 機械老板做了十多年,為何還(hái)是小作坊(fāng)?
- 機械行業最新自殺(shā)性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能(néng)時代,少談(tán)點智造,多談點製造
- 現實麵前(qián),國人沉默。製造業的騰(téng)飛,要從機床
- 一文(wén)搞懂數控車床加(jiā)工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設(shè)計
- 傳統鑽削與螺旋銑孔(kǒng)加(jiā)工工藝的區別