


交叉孔加工一直是銑鑽加工的難題, 由(yóu)於交叉孔的出現使得鑽頭在加工第二孔(kǒng)時(shí)很容易發生彎曲或打刀的現(xiàn)象。我廠一種新產品零件為一25 mm ×25 mm ×20mm的方塊, 在邊(biān)長25mm×20 mm 的側麵有兩??12 mm 十字交叉通孔。結構(gòu)如圖1 所示。
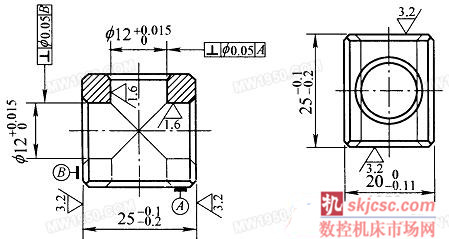
圖1
一般孔的加工我們都(dōu)會考慮鑽或銑, 加工起來(lái)方便快捷。但這裏的難點在於兩十字交叉孔的加工, 尤其(qí)是第二個孔。在已有一通孔(kǒng)前提下, 再加工第二孔, 需要刀具(jù)有(yǒu)很好(hǎo)的剛性來定位, 否則很可能會使第二孔偏斜, 更嚴重的可能會使刀具折(shé)斷(duàn); 另外, 兩孔中心(xīn)線要保持在同一平麵, 還(hái)有垂(chuí)直度要求, 在(zài)鑽銑床(chuáng)上一般夾持很難達到。經過幾輪方案(àn)的(de)討論, 最終(zhōng)確(què)定在車床上(shàng)加工, 工件旋轉而刀具不動, 這樣保證了刀具的(de)剛性,並設計了專(zhuān)用工裝, 由此, 較好地解決了上述問題。
經討論, 最終決定在C616 車床(chuáng)上加(jiā)工, 並設計工(gōng)裝如圖2 、3 所示。
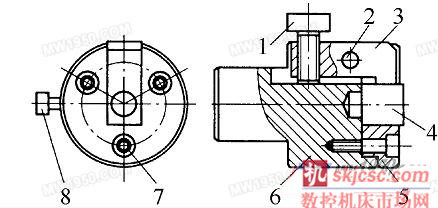
圖2 工裝裝配圖
1. 壓板擰緊螺栓2. 銷(xiāo)子3. 壓板4. 工件5. 定位盤6. 工裝體7. 聯接(jiē)螺栓8. 壓緊螺栓
該工裝靠壓板3 和壓緊螺栓8 壓緊工件, 以定位盤5 的兩(liǎng)個側麵定位, 加工時用三爪自定心卡盤夾緊工裝體6 , 將工件放入定位盤5 中間的方孔, 擰緊兩個壓緊螺栓(shuān)1 和8 即可。在加工完第一個孔時要(yào)注意, 用鐵絲勾(gōu)出工件後, 再次裝夾工件時要保持工件兩個25mm×25 mm 麵不能(néng)互換, 因為工件定位麵為第(dì)一個25 mm ×25 mm 麵, 如果調麵會因為加工基準不同而出現兩次加工的交叉孔不同麵的現象。
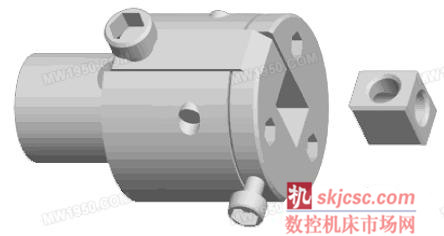
圖3 工裝三維圖
總結: 此工件看似簡單, 但通過思維的轉換, 將交叉孔加工難題由鑽銑變為車加工而解決。由此在機加工中, 我們要轉換思維, 考慮多種加工方式, 從而確定解決問題的最佳方案。
如果您(nín)有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com

")
- 2024年(nián)11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地區金屬切(qiē)削機床產量數(shù)據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基(jī)本型(xíng)乘用車(轎車)產量(liàng)數據