


普通車(chē)床電氣線路的PLC改造
2023-8-10 來源:江蘇省蘇州市吳中技師學院 作者:焦(jiāo)唯真
摘要:主要闡述了對於普通車床電氣(qì)線(xiàn)路的 PLC改造,分析了傳統繼電器(qì)電氣線路(lù)的弊(bì)端,以 及(jí) 對 其 進 行 PLC改造的(de)目的及意義,詳細闡述了利用 PLC改造車床電氣線路的步驟和(hé)改造結果。主要以 CA6150車床 為例,利用三(sān)菱 FX2N 係列(liè) PLC對其進行改造。
關鍵詞 :三菱 PLC;CA6150車床;梯形圖
0引言
車床作為機械加(jiā)工(gōng)中的(de)重要設(shè)備,在機械(xiè)加工作業中一直(zhí)起(qǐ)著(zhe)至關重要的作用(yòng),但是傳統繼電(diàn)器(qì)線路麵對長(zhǎng)期的加工作(zuò)業,受工作環境的影響,會逐漸(jiàn)老化或損壞。此時設備(bèi)的損(sǔn)壞以及維修,都會對於機械加工造成一定的影響。為解決這些問(wèn)題,可以采用 PLC 改造車床的傳統繼電器(qì)線路。相比之(zhī)下,繼電器線路體積大,觸點有限,線路複雜不易維修(xiū),而PLC 可(kě)以克服上述繼電器線路的缺點。合理的利用(yòng) PLC 改造,可(kě)以(yǐ)拓展車(chē)床的使用功能,減少維修,提高工作效(xiào)率。CA6150車(chē)床 作(zuò) 為 一種常見車床,本文以其為例討論 PLC 對於普通車(chē)床電路的改造(zào)。普通車床電氣線路的 PLC 改造應最大限度地滿足機械生產需要和機床控製要(yào)求,充(chōng)分發(fā)揮 PLC 的功能。因此,在進行改造前首先(xiān)要先(xiān)深入了解機床的工(gōng)作過程,分析(xī)其工作方式,從而了解該(gāi)車床的(de)控製要求。再根據控製要求進行相應的(de) PLC 改造,並在改造過程中分(fèn)析是否(fǒu)可以加以改進,或在改造過程中留出改進餘地,方便後續的升級改造。
1、CA6150車床的主(zhǔ)要結構和運動形式(shì)及其工作原理的分析
1.1 主要結構和主要運動形(xíng)式
1.1.1 主(zhǔ)要結構
車床是一種(zhǒng)應用極為廣泛的金屬切削機床(chuáng),其主軸水平放置,是屬(shǔ)於臥式車床的一種,能夠完成車(chē)削外圓、內圓(yuán)、端麵、螺紋、切斷及割槽等機械操作,主要(yào)由床身(shēn)、床座、主軸箱、溜板箱、進給箱、刀架、掛輪架、絲杠、光(guāng)杠、卡盤和尾架等組成。
1.1.2 主要運動形式:
(1)主運動:主軸通過卡盤或頂(dǐng)尖帶(dài)動工件的旋轉運動。主軸電動機選用的是三相籠型異步電動(dòng)機,不進(jìn)行電氣調速,而采用齒輪箱進行(háng)機械有級調速;車削螺紋時要求主軸有正反轉(zhuǎn),這(zhè)個一般由機械方法實現,主軸電動機隻做單向運轉;主軸電動機(jī)容量不大,可采用直接啟動。
(2)進給運動:刀架帶動刀具橫(héng)向或縱向的直線運動.進給運動也由主軸電(diàn)動機拖動主軸電動機的(de)動力通過掛輪箱傳遞給進給箱來實現刀具的縱向和橫向(xiàng)進給。
(3)輔助運動:刀架的快速移動(dòng)、尾架的縱向移動、工件的夾緊與放鬆、加工過程(chéng)的冷卻。刀架的快速移動由刀(dāo)架快速移動電動機拖動,可直接啟(qǐ)動,不需要正反轉和調速;尾(wěi)架的縱向移動和工件的夾緊與放鬆均由手動操作控(kòng)製;加工過程中的冷卻由冷卻泵電動機控製,冷卻泵電動(dòng)機和主軸電動機要實(shí)現順序控製,不需要正反轉(zhuǎn)和調速。
1.2CA6150車(chē)床繼電器控製電路(lù)的原理分析
對車床電路進行 PLC改造(zào)之前(qián),需先行分析原車床電氣線路的工作原理,以(yǐ)達到(dào)滿足(zú)其控製要(yào)求的目(mù)的。根據車床的(de)主要(yào)運動形(xíng)式來看,在CA6150型車床主電路中,主要控製了3台 電動機,分別為:主軸電動 機M1、冷卻泵電動機M2、刀架快速移動電(diàn)動機(jī) M3。這3台電動機的通斷主要通過控製電路控製,此外控製電路中還有(yǒu)照明及顯示電路和保護電路,以下是各電路的原理分析:
(1)主軸電動機 M1的控製:M1通過接觸器 KM1線(xiàn)圈的得(dé)電與斷電控製,KM1線圈的得電與否由按鈕 SB2和SB1控製:按下啟動按鈕(niǔ)SB2時,KM1線圈(quān)得電,同時KM1自鎖觸頭(tóu)閉合、KM1主觸頭閉合,主軸電機 M1得電連續運轉;按下停止按鈕SB1,KM1線圈失(shī)電,同時KM1自鎖觸頭斷開、KM1主觸頭斷(duàn)開,電動機 M1失電(diàn)停轉。
(2)冷卻(què)泵電(diàn)動機 M2的控製:M2通過接觸器 KM2線圈的(de)得電與斷電控製,因為 M1與 M2為順序啟(qǐ)動的關係,所以 KM2線圈的得電與否通過冷卻泵開關 QS2與KM1的(de)輔助常開觸頭共同控製:當按下主軸啟動按鈕SB1,KM1線圈得電,KM1輔助常開(kāi)觸頭閉合後,再操作冷卻泵開 關 QS2,KM2線圈得(dé)電,同時KM2主觸頭閉合,冷卻泵電機得電(diàn)運轉(zhuǎn);當 M1停止(zhǐ)運轉或操作冷卻(què)泵(bèng)開關(guān) QS3時,KM2線(xiàn)圈失電,同(tóng)時 KM2主觸頭斷開,M2失電停轉(zhuǎn)。
(3)刀架快(kuài)速移動電動機 M3的控(kòng) 製:M3通(tōng)過接觸器 KM3線圈的得(dé)電與斷電控製,KM1線圈(quān)的得電與否由快速(sù)移動按鈕 SB3控製,由於快速移動不需要連續運行,所以刀架快速移動電路無自鎖觸點:按下快速移動按鈕(niǔ)SB3,KM3線圈得電,同時 KM3主(zhǔ)觸 頭 閉 合,刀 架 快(kuài)速移動電動機 M3得電運(yùn)轉;鬆開SB3,KM3線(xiàn)圈失電,同時 KM3主觸頭斷開,M3失電停轉。
(4)照明及顯示控製:①照明燈EL:由照明開關SA控製②主軸電機指示燈 HL1:由 KM1輔(fǔ)助常開觸點控製③刀架(jià)快速移動指示燈 HL2:由 KM3輔助(zhù)常開觸(chù)點控製④冷卻泵指(zhǐ)示燈HL3:由KM2輔助常(cháng)開觸點控製(zhì)
(5)保護環節:繼電器 FR1實現主軸電動機 M1的過載保(bǎo)護,繼電器(qì) FR2實現冷卻泵電動機 M2的過載保護。
2、PLC對(duì)車床的改造
PLC對於(yú)車床電氣線路的改(gǎi)造,是在保留主電路的基礎上(shàng)對於控(kòng)製電路進行改造,並保證(zhèng)滿足車床的運行要求,在(zài)此基礎上不改變原控製(zhì)係統的操作方法,各電氣控製元件作用與原繼電器線路(lù)相同(tóng)。根 據 需 求,本(běn)文選擇三菱 FX3U-48MR型PLC。該PLC成(chéng)本低、體型小並且安裝方便,可以很好地滿足設計要求,並且擁有進(jìn)一步的升級改造能力。
2.1I/O分配(pèi)表
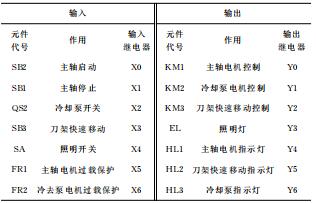
根據上述分析可以得知,輸入信號(hào)共7個,分別為(wéi):主軸(zhóu)啟動按鈕SB2、主軸停止按鈕SB1、冷卻泵開關 QS2、刀架快速移動按鈕 SB3、照(zhào)明 開 關 SA、熱繼 電 器 FR1好熱繼電器 FR2。輸出信(xìn)號 共(gòng) 7 個,分 別 為:主軸電動機控製接觸器(qì)KM1、冷卻泵電動機控製接觸器 KM2、刀架(jià)快速移動電(diàn)動機控製 接 觸 器 KM3、照 明 燈 EL、主軸電動機指示燈(dēng)HL1、刀架快(kuài)速移動指示燈 HL2和冷卻泵指示燈 HL3。由此可以(yǐ)做出I/O 分配表,如表1所(suǒ)示。
表1 I/O分配表
2.2 硬件電(diàn)路的設計
根據I/O 分(fèn)配表,可得到相應的外部接線圖,為了(le)方便操作理解,外部接(jiē)線均采用常開觸點,PLC外部硬件電路圖如圖1所示。
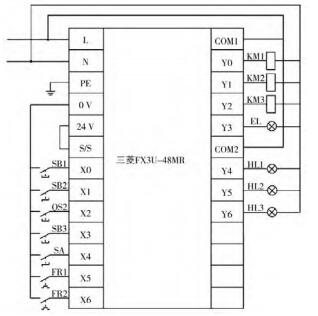
圖1 PLC改造CA6150車床外部接(jiē)線圖
2.3 梯形圖的設計
根據係統控製要 求 和I/O 分 配(pèi) 表,設計出梯(tī)形圖如圖2所示。
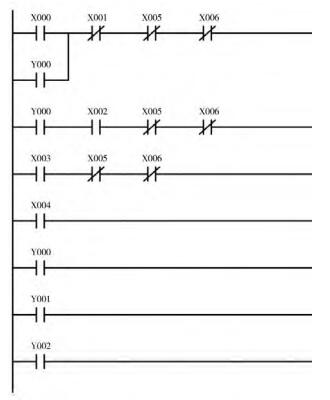
圖(tú)2 PLC改造CA6150車床梯形圖
根據控製要求,設計了主軸電動機 M1的(de)程序,保證了主軸電機的連(lián)續運轉;冷卻泵電機 M2的程序,保證了M2與 M1的(de)順序控製;刀架快速移動 M3以及(jí)各指示燈的程序。
3、通車調試
將設計好的程(chéng)序安裝與調試,具體步驟如下:
(1)編寫程序,檢(jiǎn)查有無邏輯錯誤(wù)。
(2)利用仿真軟件進行(háng)仿真(zhēn),此步驟(zhòu)可在進行(háng)外部接線前(qián)先(xiān)行檢查程序是否可以按控製要求運行,省 去 未 知情(qíng)況下操作的麻煩。通過仿真軟件(jiàn)模(mó)擬實(shí)際環(huán)境進行操作(zuò),配合 PLC監控,觀察結果是否正確,並對(duì)出現的問題進行改正。
主軸電動機M1的仿 真:按下SB2,軟元件 X0獲得信(xìn)號接通閉合,Y0接通並(bìng)自鎖,Y0常開觸(chù)點閉合,Y4接通。通過仿真觀察到此時主軸(zhóu)電動機得電、主(zhǔ)軸電動機指示亮;按(àn)下SB1,X1常閉觸點斷開,Y0線圈斷(duàn)開,Y0常開觸點斷開,Y4斷開,通過仿(fǎng)真觀察到此時主軸電(diàn)動機失電、主軸電動機指示滅。冷卻泵(bèng)電機 M2的仿真:先按下 SB2使 Y0接通,Y0常開觸點(diǎn)閉合,再合上 QS2,X2常開觸點(diǎn)閉合,Y1接通,Y1常開(kāi)觸點(diǎn)閉(bì)合,Y6接通,通(tōng)過仿真觀察到此時冷卻泵電機得電,冷卻泵指示燈(dēng)亮;打開 QS2,X2斷開,Y1線圈斷開,Y1常開 觸 點 斷 開,Y6斷開,通過(guò)仿真觀察到此時冷卻泵電(diàn)機失電,冷卻泵指示燈滅。
刀架快速移動按鈕 M3的仿真:按下SB3,X3常開觸點閉(bì)合,Y2接通,Y2常開 觸 點(diǎn) 閉 合,Y5接通,通 過 仿 真觀察(chá)到此時(shí)刀架快速移動電機得電,刀架快速移動指示燈亮;鬆開SB3,X3常開觸點(diǎn)斷開,Y2線圈斷開,Y2常開觸點斷開,Y5斷開,通過仿真觀察到此時刀架快速移動(dòng)電機失電,刀架快速移動指示燈(dēng)滅。照明的(de)仿真(zhēn):操作SA 至開,X4常開觸點閉合(hé),Y3接通,通過仿真觀察照明燈亮;操 作 SA 至關(guān),X4斷開,Y3失(shī)電斷開,通過仿真觀察照明燈滅。保護環(huán)節的仿真:在仿真軟件上(shàng)將 FR1與(yǔ) FR2的動作(zuò)觸頭(tóu)模擬為按鈕或開關,操 作 後 觀 察 Y0、Y1、Y2線圈是否能夠斷開,以及相應的電動機與指示燈是否(fǒu)失電。
(3)安裝調試,連接好外部(bù)接線,通電試車,逐個檢(jiǎn)測各部位功能是否按原機床控製要求運行,即主運動(dòng)、進給運動、輔助運動、照明顯示以及保護環節是否可按要求運(yùn)行。接(jiē)線時要做注意 PLC 的電源連(lián)接,以(yǐ)及(jí)輸入和輸出公共端的連接。
(4)通電加工,待安裝調試完畢,即可進行工件的試加工,檢(jiǎn)測經過(guò) PLC改造的機床電氣線路是否會影響工件的加工,對於精度和穩定性進行進一步測試(shì)。測試(shì)無誤後即可投入生產工作中(zhōng)。
4、小(xiǎo)結與展望
4.1 本次PLC改造小結
本文著重闡述了(le)利用三菱 PLC對 CA6150型車床(chuáng)進行改造的目的、過程以及結果。基本達(dá)到了本次的改造目的,提高了(le)車床的整(zhěng)體性能(néng),一定程度上提高了車床的使用壽命,節約維修成本,提高效率,並(bìng)為未來的升級改造(zào)提供了可行空間(jiān)。
4.2 未來進一步研究與展望
隨著自動化的逐漸發展,用(yòng) PLC對(duì)車床進行合理的改造不僅可明顯改(gǎi)善一些(xiē)傳統車床電氣線路(lù)的弊端,而且可以在此基礎上進行進一步的升級改(gǎi)造,比如電動機的正反轉,電機的調速均可進行電氣控製。以此類推 大多機(jī)床(chuáng)電氣線路都可進(jìn)行 PLC改造,在進行 PLC改造的同時也可(kě)加入觸摸屏、變 頻 器,更加簡化繼電(diàn)器線路,簡化機床操作,提高工作效率,並(bìng)且使其在(zài)以後的升級改造(zào)中相(xiàng)對減少人工和機械成本。
5、結語
隨著技術的發展,PLC 的應用(yòng)也越來越廣泛,進行PLC改造後的車床,因(yīn)為減少了硬件電路的接線,所以克服(fú)了(le)硬件電路接(jiē)線帶來的電路老化、不易維修等(děng)缺點,在安裝使用上也更加快速便捷,其工作的可靠性也(yě)大大提高,並且(qiě)便於整(zhěng)個機床電(diàn)氣係統的監控、維修、升級和改造。因此,利用 PLC改造機床的(de)電氣係統是一種切實可行的改造辦法。
投稿箱(xiāng):
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息
")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源(yuán)汽車產(chǎn)量數據(jù)
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割機床的發(fā)展趨勢
- 國產數控係統和數控(kòng)機床何去(qù)何(hé)從?
- 中國的技術工人都去哪裏了?
- 機(jī)械老(lǎo)板做了十多年,為何還是(shì)小作坊?
- 機械行業最新自(zì)殺性營(yíng)銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代(dài),少談點智造,多談(tán)點製造
- 現(xiàn)實麵前,國(guó)人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加(jiā)工刀具補償功(gōng)能
- 車床鑽孔攻螺紋(wén)加工(gōng)方法及工裝設計
- 傳(chuán)統鑽削與螺旋銑孔(kǒng)加工工藝的區別