


車床主軸零件(jiàn)的(de)機械(xiè)加工工藝分析
2023-3-14 來源:長海縣中等(děng)職業技術專業學校 作者:李堅
摘(zhāi)要:車床主軸零件的機械加工、生產製造所涉及到的工(gōng)藝程(chéng)序相對較多,在對其進行生產管控的過程中工作人員應當采取頂層設(shè)計(jì),明確工件加工管控需求,對其中(zhōng)的工藝流程卡以及工藝指導書進行分析、比較,選取特定的工藝來提高生產加工精度(dù)。在對車(chē)床主軸零件(jiàn)進行機(jī)械加工生產的過程中,工作人員還需要結合精益化(huà)的管控思想,明(míng)確分析各工位、各區域的生產(chǎn)管控需求,提高生產製造效率。本文對車床主軸零件的機械加工(gōng)工(gōng)藝進行分析探討。
關(guān)鍵詞:車床 主軸零件 機械加工 工藝
1、引言
在對車床主軸零件進行機械生(shēng)產加工製(zhì)造過程中,工作人員(yuán)應當(dāng)對各項工序管控要求進行分析考量,對(duì)其中加工精度、加工量進行確認(rèn),實施全過程動態(tài)化的(de)加(jiā)工管(guǎn)控,確各項加(jiā)工管理標準。車床主軸(zhóu)零件所涉及到的加工程序相對較為(wéi)複雜,工作人員在加工前應當采取(qǔ)頂層設計策略,明確分析設備以及相關零件的使用需求,提高加工效率。
2、車(chē)床主軸零件加工概論
車床在(zài)工業生產(chǎn)領域具備較大的作(zuò)用,相關設(shè)備主要是利用車刀裝置,通過對零(líng)部件以及刀具的旋轉來實現對物件的加工處理,而車床主軸(zhóu)作為車床內部重要的零部件(jiàn),其加工質量的好壞決定著(zhe)車床運行的質量和效率,其承擔著夾具安裝以及對零部件、刀具的定(dìng)位,同時實現對設備零(líng)部件的旋轉管控,通過在主要軸向進(jìn)行不斷的(de)旋轉,以此來實(shí)現對設備、刀具以及各項裝(zhuāng)備的(de)控製,進而完成對(duì)零部件的加工,簡而言之,車床主軸在實現對(duì)零部件在切削打磨時保(bǎo)持高速旋轉的狀態。
3、車床主軸零件加工流(liú)程分析
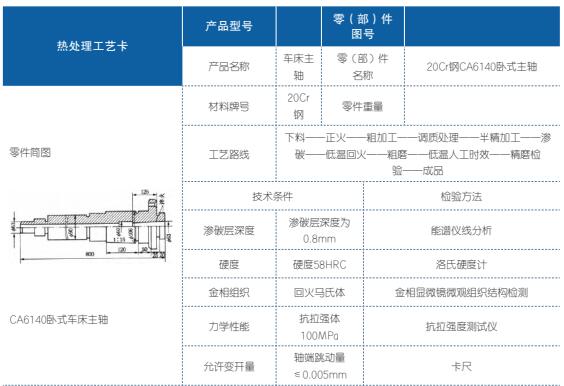
在對車床主(zhǔ)軸零件進行(háng)加工管控的過程中,工程人員需要對其中所涉及到的(de)技術流程進行嚴(yán)格管控,對生產加工工(gōng)序、步驟進行有效設(shè)計(jì),在加工(gōng)期間,工程員需要對機械加(jiā)工技術、方式進行優化、完善,對工件外部形態、尺寸、大小、質(zhì)量等多方麵數據(jù)進行檢驗分(fèn)析;其次(cì),相(xiàng)關技術人員還需要考量相關設備的生產管控數量(liàng)以及外部設備使用條(tiáo)件,明確相關技術操作規程,將生(shēng)產管(guǎn)控模式(shì)、管控內容有效設(shè)置為相應的工藝文件,使得(dé)各項工作的開展均具備參考依據(jù),簡而言之,在機械(xiè)生產加工活動中,工程人員需要將所使用到的工程文件進行總結分析,參照零部件的(de)實際生產狀(zhuàng)況來(lái)完成(chéng)對各項(xiàng)工(gōng)藝文(wén)件的編寫製作(如圖 1 所示),在對車床主軸零件(jiàn)進(jìn)行加工管理的過(guò)程中涉及粗加工、半(bàn)精加工以及精細加(jiā)工。具體操作步驟如下,外圓表麵粗加工(以頂尖孔定位)→外圓表麵半精加工(以頂尖(jiān)孔定位)→鑽通(tōng)孔(以半精加工過的外圓表麵定位)→錐孔粗加工(以半精加工過的外圓表麵定位,加工後配(pèi)錐堵)→外圓表麵(miàn)精加工(以錐堵頂尖孔定位(wèi))→錐孔精加工(gōng)(以精加工外圓麵定位)。
表1 熱處理工(gōng)藝
3.1 粗加工
在粗加工段,涉及到對相關主軸零(líng)件加工材(cái)料的科學選擇,以及對其實施相應的熱處理,根據加工需求,完成(chéng)對車床主軸零件毛坯(pī)的生產製造管控,在此期間,工程人員應當考量車床(chuáng)主軸的實際使用情況,科學合理地選取相應的工件材料,之後再對其進行鍛造、塑形,對相關材料進行必要的熱處理,通過必要的熱學(xué)處理使得(dé)相關(guān)零部件的材料(liào)切削(xuē)性(xìng)能得到有效提升,最終使得車床主軸件的綜合性能能夠大幅度增長。除此之外,在對零件材料進行加工處理管控時也能夠有效地提升車床主軸零件在運動期間其表麵所具(jù)備的耐磨性,之後生產人員需要根據車床主軸零(líng)件毛坯的(de)生產製造情況,根據數量、生產需求,選取不同的(de)生產管控模(mó)式,比如可以結合自由鍛造或大批量的生產加工。
例如在粗加工過程中首先需(xū)要經過一係列的(de)鍛造處理,在鍛造期間需要經過(guò)必要的磨孔粗加工(以半精加工過的外圓表(biǎo)麵定位,加工後配錐堵)→外圓表麵精加工(以(yǐ)錐堵頂尖孔定(dìng)位)→錐孔精加工(以精加工(gōng)外圓麵定位)。
3.1 粗(cū)加工
在粗加工段(duàn),涉及到對相關主(zhǔ)軸零件加工(gōng)材(cái)料的科學選擇,以及(jí)對其實施相應的(de)熱(rè)處理,根據加工需(xū)求,完成對車床主(zhǔ)軸零件毛坯(pī)的生(shēng)產製(zhì)造管控,在此期間,工程人員(yuán)應當考(kǎo)量車床主軸的實際(jì)使用情(qíng)況,科(kē)學(xué)合理地選取相應的工件材料,之後再對(duì)其進行鍛造、塑(sù)形,對相關材料進行必要的熱處(chù)理,通過必要的熱學處理使得相關零部件的材料切削性能得到有(yǒu)效提升,最終使得車床主軸零件的綜合性能能夠大幅度增長。除此之外(wài),在對零件材料進行加工處理管控時也能夠有(yǒu)效地提升車(chē)床主軸零件在(zài)運動期間其(qí)表麵所具備的耐磨性,之後生產人員需要根據車床主軸零件毛坯的生產製造情況,根據數量、生產需求,選取不同的生產管控模式,比如可以結合自由鍛造(zào)或大批量的生產加工。
例如在粗加工過程中首先需要經(jīng)過一係列的鍛造處理,在鍛造期間需要經過必要的磨(mó)段工序,而在此過程(chéng)中需要借助精鍛機,在完成鍛造之後則需要進行熱處理,借助回火(huǒ)爐,然後再通過鋸床對材料進行必要的(de)切割處理,參考(kǎo)標準(zhǔn)文件選取,據段加工(gōng)的長度,在完成鋸斷操作之後,則需(xū)要結合床銑床,參考小(xiǎo)端(duān)外形實施必要(yào)的銑端麵打孔,在完成端麵打孔之後,再進行(háng)車加工(gōng),參長後續半精加工的實際需求,實(shí)現對主軸零件初步的加工管控。鍛造(磨鍛 / 立式精鍛機)→熱處理(正火 / 回火爐)→鋸(jù)(鋸小端,保持總長為890+2.5mm/ 鋸床(chuáng))→洗端麵打中心孔(kǒng)(車端麵鑽 5mm 的中心孔,小端(duān)外形(xíng) / 洗床、鑽床)→車(粗車各(gè)段外徑,均放餘量:為 2.5 ~3mm 大端外形及 斷即、小端中心孔 / 車床)。
3.2 半精加工
而在對應的(de)半精加工方麵,車床主軸零件的半徑需要得到有效管控,需(xū)要對諸如錐孔(kǒng)、車錐(zhuī)麵以及精(jīng)車外圓等(děng)結構進行初始加工管(guǎn)理(lǐ),此部分是車床(chuáng)主軸零件(jiàn)實現基(jī)本功能的關鍵(jiàn)工序,完成半精加工之後,車床主軸零件的外部形態已經基本可以(yǐ)得到確認,此類加工工序涉及到部分機械加工,其(qí)中需要結合諸如車床、鑽床、銑床、鋸床等多種機械設(shè)備的結合使用,然後(hòu)再對車床主軸零件進行必要的熱處理,實施相應的(de)半精加(jiā)工。而在對零件外圓表麵的粗加工管理過程中,需要結合相(xiàng)應(yīng)的頂尖孔定位,再通過對鑽通孔以及錐孔粗加工,最(zuì)終實現對車床主軸零件的半精加工。
比如在半精加工過程中,需要通過相應的(de)鑽床完成對(duì)設備(bèi)精細化鑽孔,在完成鑽孔之後結合(hé)熱處理,參(cān)照相應的規範要求完成(chéng)對局部區域的熱處理管(guǎn)控,使得車(chē)床加工更加高效(xiào)、快(kuài)捷,再結合車床(chuáng)以及仿形車床完成對主軸零部件外觀初步加工。車(chē)(粗車各段外徑,均放餘量為(wéi) 2.5 ~ 3mm 大端外形及小端中心孔(kǒng) /車床)→車(粗車 D、E而及 165mm 外圓,均放(fàng)餘(yú)量為 2.5 ~ 3mm 小(xiǎo)端(duān)外形,115mm 表麵 / 車床)→車(粗車大端後(hòu)斷麵及 115mm外圓(yuán)與(yǔ)上邊工序接平大端外形,小端中心孔 /車床)→鑽(鑽 45mm 的導向孔,小(xiǎo)端外形115mm 表麵 / 鑽床)→鑽(鑽 45mm 的通孔小端外形,115mm 表麵深孔 / 鑽床)。
3.3 精(jīng)密加(jiā)工(gōng)
而在後續的精密加工環節,則是在通過半(bàn)精加工之後(hòu)來(lái)實施的,也是車床主軸零件最後加工程序,在半精加工之後,工作人員需要對(duì)精(jīng)細化加工流程進行確認,該項加(jiā)工工藝需要在上一階段對車床零件外圓表麵以及相關錐孔部位還未完成加工(gōng)的(de)結構部件進行再(zài)次加工處(chù)理,結合必(bì)要的車床主軸結構分析,對其中的螺栓、螺孔、錐孔以及螺紋等進行相應的加工處理,在完(wán)成對相關區域的加工之後則需要對(duì)主軸零件進行淬火處理,提升整個零(líng)部件的(de)結構高度以及運動精度,通過淬火處(chù)理之後,能夠使得主軸零件(jiàn)的(de)扭矩、彎矩以及回轉精度能夠達到相應的設置需求,在完成(chéng)加工之(zhī)後(hòu),工作人員需要對其進行精細化檢驗,對車床主軸(zhóu)零件各部位的質量實施全麵質檢,保(bǎo)證零件加工質量能夠滿足車床主體結構剛度、強度(dù)、回(huí)轉精度、運作精度的實際使用需求。
4、車(chē)床(chuáng)主軸零件機械加工基準(zhǔn)設定
4.1 粗基準選用
在對機床主軸零件進行(háng)加工管(guǎn)控的過程中,工程師需要確(què)保相(xiàng)關加工位置與不加工位置之間的界限(xiàn)明確(què),一般情況下需要選(xuǎn)取不加工表麵作為基準線,在加工過程中參照各(gè)加工(gōng)表麵分析相應(yīng)的加工餘量,之後再將其進行有效分配。而在選取出基準的過程(chéng)中需要選取重要的加工表麵,此外,在加工過程中相關基準不能夠往複使用,由於粗精(jīng)準不具備較高的精細度,其會造成較大的加工誤差,因此同一尺寸方向的粗基準隻能夠使用一次(cì)。
4.2 精基準的選擇
而在對精基準進行選取選用(yòng)的過程(chéng)中,也(yě)需要確保設計基準和(hé)定位基準(zhǔn)能夠有效重合,盡可能減少在加工(gōng)過程中所產生的(de)定位(wèi)誤差,此外,還需要(yào)保(bǎo)證基準統一的管(guǎn)控原則,簡言之,工程師需要在相同的定位基準前(qián)提(tí)下加工多個工麵,提高各(gè)表麵的加(jiā)工位置的(de)精確度。一般情況下(xià),需要將軸類零件的兩頂(dǐng)端作為相應的定位基準;此外還需(xū)要嚴格參照互為(wéi)基準的管(guǎn)控原則,若兩個工件表麵具備較高的加工精度要求是可以通過互為基準的管(guǎn)控原則實(shí)現往複多次的加工。在加工期間,當加工(gōng)餘(yú)量相對較為均勻且較小時,可參(cān)考工件表麵的實(shí)際(jì)定位基準來開展加工作業(yè)。
4.3 確定零件的定位(wèi)基(jī)準
在對零件的定位基準進行確認管控時(shí),工程師需要參照相(xiàng)應的管控原則,結合基準重合(hé)、基準統一以及互為基準(zhǔn)的重要(yào)管控思想,盡可(kě)能在一次裝夾過程中加工出較多的表麵,具體來說,為了使得支承(chéng)軸頸與主軸內錐麵同軸度能夠保持高度一致,可以結合互為基準管控原則選取相應的基準麵,例如,結合車小端 1:20 錐(zhuī)孔和大端莫氏 6 號內錐孔,由(yóu)於(yú)其與支軸承頸相鄰,因此可以將其設置為同一基準。
5、車(chē)床主(zhǔ)軸(zhóu)零件機械加工工藝
5.1 熱處理工藝(yì)
通過上對車床機械加工流程進行(háng)分析比較(jiào)可以看出,在當前車床主軸(zhóu)零件加工(gōng)生產製造活動中實施必要(yào)的熱處理是必不可少的。在此過程中,工程人員以及相應的生產管控人員需要嚴格參(cān)照工藝流程卡以及標準作業指導書,落(luò)實對各個工序的嚴格管控。
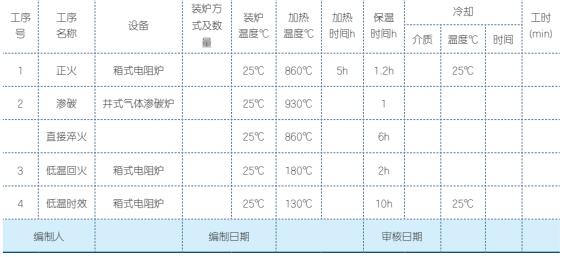
在結合熱處理工藝(yì)使用(yòng)的(de)過程中,工作人員應當明確相關工藝所使用(yòng)的時間節點,由於熱處理工藝質量的高低直(zhí)接影(yǐng)響到車床主軸(zhóu)零件加工的品(pǐn)質和效率,同時也會影響到車床最後的生(shēng)產效率,因此在對主軸零件材料進行熱處(chù)理(lǐ)管控(kòng)的過程中需要從零件毛坯階段到後續的成型階段、精加工(gōng)階段(duàn)進行(háng)必要的熱處理管控,因此整個熱處理工藝貫(guàn)穿到車床主軸零件生產製造的各個時間。
表2

5.2 車床主軸零件階段工藝要點
在車(chē)床主軸零件階段施(shī)工管控過程中(zhōng)所結合使(shǐ)用到的工藝流程相(xiàng)對較多,其工作量相對較大,同時加工精(jīng)度要求也相對較高,在(zài)此過程中,主要是實現對後(hòu)續精加工的處理管控,在此階段所開展的一係列工作均是為後續的精加(jiā)工打下相(xiàng)應的(de)基(jī)礎。在後續粗加工、半精加工以及精加工過(guò)程中(zhōng),工程人員需要將材料的應力進一步去除,為(wéi)後續的熱處理工藝打下堅實基礎。此外,車床主軸零件在(zài)經過多次往(wǎng)複地切削處理之後(hòu)能夠避(bì)免零件加工出現相應的(de)誤差,同時也能夠確保不同機械設備之間能夠實現合理配合使用,提高加工精度,並且還能夠適當地減少對機床(chuáng)的損耗(hào)。在初加(jiā)工過程中,可以選取不同的機床設備進行加工管控,提高加工質量和(hé)效率,同時還能夠減少對機床所造成的磨損。
5.3 工藝路線
在對工藝路線擬定的過程中,工程人(rén)員需要參考加工物件的幾何形狀、精度位置以(yǐ)及精度要求,選取適當的工藝路線。而基礎的(de)工藝(yì)路(lù)線涉及到備料、鍛造、熱處理(lǐ)、鋸、車、打孔、鑽孔、打磨、銑、清除毛刺、檢查等相應的工序(xù),不同的工藝路線在車削、打磨、鑽孔方麵存在相應的差異(如表 1 所示(shì)),同時也具備(bèi)不同的加工標準以及加工設備。在(zài)此過程中,工程人(rén)員應當(dāng)結合具體的加工管控需求來選取適當的工藝路線來滿足生產製造需求。在工業生(shēng)產路線方麵,主要是采用先銑麵後鑽孔的(de)管控思路,結合先麵後孔的管控原則,但是在加工生產過程中,工(gōng)程人員也需要對(duì)工件右邊圓柱(zhù)上平麵以及左邊圓柱下平麵相關區域(yù)不便於定位、裝夾的部分進行有效管控(kòng)。
因此工程人員需(xū)要嚴格管控各個工件的加工順序,明確加工量,合理控製加(jiā)工公差,將(jiāng)加工誤差管控在合(hé)理的範圍之內。
在完成生產加工之後,需(xū)要結合千分尺對物件的外觀進行精度測量,在完成大量生產製造後也需要通過光滑極(jí)限量(liàng)規來對其表麵進行(háng)檢驗(yàn),而(ér)針對長度(dù)較(jiào)大但是(shì)精度較高的(de)工件材料時可(kě)以結合比較儀進行(háng)測驗,在對工件表麵的粗糙度進行評估時也可以結合粗糙度(dù)樣板進行查看,而針對粗糙度要求相對較高的區域位置時可以結合光學顯微鏡對其輪廓進行(háng)評(píng)測。
6、結語
總體來說,在對車床主軸(zhóu)零件實施加(jiā)工管理的過程中(zhōng),工作人員應當對各項(xiàng)工藝指標(biāo)、工藝文件進行(háng)分析評估,對各項基準、各項工藝程序進行合理編製,明確各項(xiàng)加(jiā)工(gōng)管控需求,以此(cǐ)來提高加工精度以及加工品質。
投稿(gǎo)箱:
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界(jiè)視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(chē)(轎車)產量數據
- 2024年(nián)11月 新能(néng)源汽車(chē)產量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月(yuè) 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況(kuàng)
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多