


石橫特(tè)鋼超長輥套的高效加工實踐(jiàn)
2020-5-28 來源: 石橫特鋼集團有限(xiàn)公司 作者:吳德寶
摘要:加工長輥(gǔn)套內孔時,一般采用鏜(táng)床(chuáng)懸伸鏜削法或車床長刀(dāo)杆車削法,因鏜刀杆或(huò)車刀杆伸出較長,剛性差,導致(zhì)加(jiā)工精度差、效率低。通過(guò)采用鏜床(chuáng)支撐(chēng)法和車床鏜削法進行加工試(shì)驗對比,確定采用車床鏜削法加工(gōng)長輥套內孔,操作簡單,精度高,加工(gōng)效率提高2倍以上。
關鍵詞:超長輥套;車床;鏜床
石橫特(tè)鋼在為客戶加工一種鑲(xiāng)嵌式超長輥套時(shí),采用離心鑄件,鑄件在粗加工後多次進行熱(rè)處理工藝,保(bǎo)證了輥套材質及(jí)硬度均勻性要求。其工藝路線為:離心(xīn)鑄造→粗加(jiā)工→熱處理→精加(jiā)工輥套內(nèi)孔→輥軸熱裝→精加工輥軸及輥套。輥套通常采用鏜床鏜削內(nèi)孔或在車床架(jià)中心架車(chē)削內孔的加工方式,加工效率低,一直影響著交貨工期要(yào)求(qiú)。通過原(yuán)因分析,製定了提(tí)高加工效率的(de)有效措施。
1 、超(chāo)長輥套加工(gōng)效率低的(de)原因分(fèn)析
1.1 刀具係統(tǒng)剛性差
在鏜床上鏜(táng)削內孔或車床上車削內孔時,但因鏜床主軸或車床刀杆伸出較(jiào)長,刀(dāo)杆為懸臂支撐,加工過程中刀杆受切削力作用產生彈性變形(xíng),加工內孔呈現錐(zhuī)孔,內孔兩端直徑尺寸(cùn)偏(piān)差約 0.07 mm 左右,無法達到圖(tú)紙設計要求。因輥套內(nèi)孔兩端直(zhí)徑尺寸偏差大,無法(fǎ)實現互換裝(zhuāng)配,隻能先加工輥套內孔再配做輥軸,加工效率較低,配做錐度輥軸時費時費力,一直(zhí)製約生產進度和加工精度的(de)提高。
1.2 加工方法不當
由於鏜刀刀杆或(huò)車刀刀杆直徑受被加工孔的(de)限製,刀杆截麵尺寸相對較小,刀杆伸出較長,剛性差,加工內孔時容易產生變形和振動。為(wéi)了保證鏜孔質量,精鏜(táng)時采用試切法,並選用比粗鏜內孔更小的切削深度(dù)和進給量,並多次走刀,以消除內孔的錐度偏差。因采用較低的切削(xuē)用量(liàng),導致加工效率低下。
2 、提高加工效率的措施
2.1 鏜床支撐鏜削(xuē)法
鏜床支(zhī)撐鏜削法就是利用鏜床尾座支柱與主軸箱同時支撐鏜杆鏜(táng)削工(gōng)件的方法。其操作步(bù)驟如下:根據鏜床(chuáng)空間結構,製作加長主軸刀杆,刀杆中間裝(zhuāng)有鏜削小刀杆。加工時,主軸加長刀杆一端插入主軸(zhóu)內孔,穿過輥套內孔後,另一端支(zhī)撐在尾座立柱套筒中,通過調整鏜削小刀杆徑向伸長和工作台移動,完(wán)成內孔的(de)鏜削。
因每次加工前都必須找正鏜杆前後支撐的同軸度,裝夾找正複雜,用時較長。同時,鏜杆外圓與立柱套筒存在回轉間隙,當切削力大於刀杆自重時,刀具(jù)無論處於任何切削位置(zhì),切削力推動鏜杆緊靠(kào)在(zài)與(yǔ)切(qiē)削(xuē)位置相反的套筒內表麵,隨(suí)著鏜杆的轉動(dòng),鏜杆表麵(miàn)以一固定部位(wèi)沿導套的整個內圓表麵滑動。因(yīn)此,導套的圓度誤差將引起被加(jiā)工孔的圓度誤差。精鏜時,切削力很小,通常小於刀杆自重,切削力不能(néng)抬起鏜杆(gǎn)。隨著鏜杆的旋轉,鏜杆軸頸以不同部位沿導套內孔(kǒng)的(de)下方擺動,直接造成了被加工孔(kǒng)的圓(yuán)度誤差(chà)。配合間隙越大,在切削力的作用下,鏜杆的擺動(dòng)範圍(wéi)越大,所引起的誤差也就越大。
此外,在采用前後雙導(dǎo)向支撐時,調整鏜杆與導套配合間隙更加困(kùn)難,裝夾複雜,也不(bú)易采用(yòng)。因此(cǐ),采(cǎi)用鏜床支撐(chēng)鏜削法雖然(rán)提高了鏜杆的剛性和加工效率,但裝夾及找正時間較長,對操作人員的(de)技術水平要求較高,控製鏜削精(jīng)度比(bǐ)較困難,影響了加工效率的進一步提高(gāo)。
2.2 車床鏜(táng)削法
通過對輥套結構分析,借鑒車鏜床上(shàng)鏜削內孔的工作(zuò)原理,將普通車床(chuáng)改造(zào)成車鏜(táng)床(見圖1),實現了輥套的鏜削加工(gōng)。其工作原理為:輥套裝夾在車床中托板上,穿過工(gōng)件內孔,在車床主軸與尾座頂(dǐng)尖(jiān)間安裝車鏜主刀杆,主刀杆軸上帶有徑向小車刀,通過刀杆主軸的轉(zhuǎn)動及中托板的縱向移動,實現自動鏜削(xuē)內孔的工作。經過多(duō)次試驗及對比,采用車床鏜孔法加工輥套效率(lǜ)更高,操作方便,質量(liàng)穩定。
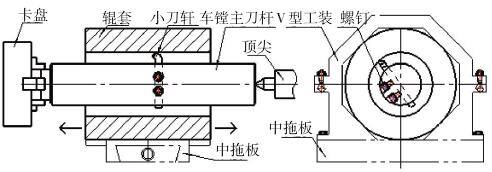
圖(tú)1 車床鏜削示意圖
3 、輥套加工操作實踐(jiàn)
普通車床改造成車鏜床步(bù)驟:1)根據(jù)輥套內孔直徑大小不(bú)同,製作(zuò)專用車鏜刀杆主(zhǔ)軸,刀杆上加工出徑向小刀杆安裝刀孔;2)拆去普通車床小托板,在其中托板上安裝 V 型工件夾持工裝;3)將車床中托板 V 型工裝中心調整(zhěng)到與車床主軸同(tóng)心位置,並用定位塊將中托板固定。為保證加工過程中中托板縱向走刀,預防誤操作,拆去中托板手柄,將中拖板橫向進給手柄鎖(suǒ)住。
其操作方法為:1)根據輥套外徑(jìng)及內孔直徑大小,調整V形工裝,確保內孔中(zhōng)心線與機床主軸中心(xīn)線(xiàn)大致重合,然後鎖緊輥(gǔn)套外圓;2)采用一夾一頂的方法裝夾專用(yòng)車鏜刀(dāo)杆主軸,並根據工件材質及加工餘(yú)量選用合適車刀;3)加工(gōng)內孔時,通(tōng)過調整(zhěng)車刀徑向伸出長度,控製吃刀深度;按下縱向進給手柄,便(biàn)可實現自(zì)動加工輥套內孔。
由此(cǐ)可(kě)知,以上改造是在不破(pò)壞車床本體的情況下,將傳統車床刀杆的懸臂支撐改為一夾一頂的剛性支撐;車削內孔改為鏜削(xuē)內孔,提高了刀杆剛性和加工效率。
通過以上改造,輥套加工時間由 6 h 減少到 2 h以內,加工效率提高兩倍以上;內(nèi)孔加工精度偏差≤0.03 mm,表麵粗糙(cāo)度由 Ra 6.3 μm 提高到 Ra 3.2μm,完全實現了輥套內孔的互(hù)換性加工。加工(gōng)操作(zuò)時,將普通小車刀改為可調式機夾刀杆刀片,能明顯節約磨刀時間及調整內(nèi)孔(kǒng)尺寸時間;同時,更換不同的中拖板上夾持工裝,可滿足多種(zhǒng)長通孔件的批量加工(gōng)。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界視點
| 更(gèng)多

行業數(shù)據
| 更多
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分(fèn)地區金屬切削機床產(chǎn)量(liàng)數據
- 2024年11月 軸承出口情(qíng)況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年(nián)10月 軸承出口情況(kuàng)
- 2024年10月 分(fèn)地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年(nián)8月 基本型乘用車(轎車)產(chǎn)量數據