


MJ-460數控車床維修改造
2019-4-30 來源:航(háng)空工業(yè)集團航(háng)宇救生(shēng)裝備有限公司 作者:李明洲 葛明(míng)軍
摘(zhāi)要:設(shè)備維修及改造,必須樹立正確的思維方法,必須追(zhuī)根求源,從設備故障的表現形(xíng)態和產生的結果出發,通過聽、視、嗅(xiù)、觸(chù)及借助檢測儀器等對設備進行故障(zhàng)診斷,準確地(dì)判斷故障位置及部件,采取正確的維(wéi)修及改造的對應(yīng)措施,現結合MJ-460數控車床的維修及改造的案(àn)例,充分地佐證上述觀點。
1.找出設備故障頻(pín)發原因
(1)該設備在原使(shǐ)用單(dān)位已經停用了幾年,加之在以(yǐ)前的使用中主軸液壓鎖緊(jǐn)機構、主軸卡盤、卡爪機構、液壓循環控製係統及刀盤刀架運行定位機構等部分,都出現過比較大(dà)的故障,並進行過項修。故(gù)此,該設備的底氣不足,存在多項營養不良的狀態。
(2)由於該設備長(zhǎng)期擱置不用,造成了(le)設備整體內部的液壓循環係統、機(jī)械傳動係統、電氣檢測感應係統、伺服電動機驅動裝置係統、液壓油溫循環控製(zhì)係統、液(yè)壓鎖緊機(jī)構裝置及刀盤刀(dāo)架循環運轉定位係統等(děng),都不同程度地出現壞死、運轉不暢、感應不靈敏、係統與機構(gòu)運轉不通暢、不到位,在整個設備的運行、控製、檢測和反饋的大係統中,在一些小(xiǎo)的獨立係統單元中,出現了一些死點,檢測部件反應遲緩有時間差,部(bù)件工作有故障點,由此而出現層(céng)出不窮的設備故障。
(3)該設備(bèi)長期不被使用,各個係統的運行機構缺乏相應的磨(mó)合及保養。各個係統相互之間的聯係不(bú)是很緊密(mì),需要通過(guò)維護、保養來建立它們之間(jiān)的緊密(mì)聯係及相互的認知。
2.對(duì)設備的(de)整體進行全麵的體檢
發現了如下(xià)的故障點和相關的故障隱患點:
(1)設備的液壓(yā)泵及電動機運行不正常(cháng)。液壓係統在工作中,出現液壓壓力不準、供油不通暢的現象,導致液壓工作單元工作失誤或不工作,控製麵板報(bào)警。
(2)刀盤刀架機構(gòu)運行不暢,對控製信號不接收或不執行,刀(dāo)盤(pán)刀架循環運行(háng)定位不準。
(3)液壓油(yóu)潤滑不到位,導軌得不到很(hěn)好的潤滑,控製麵板報警。
(4)設備運行一段時(shí)間後,液壓循環係統(tǒng)油(yóu)溫逐漸升高,且油溫不(bú)見下降,引起設備報警。
(5)主軸夾緊機構工作中(zhōng),出現工件夾不緊(jǐn)、鬆不(bú)開的現(xiàn)象。
(6)機床的液壓(yā)鎖緊缸(gāng)及平衡筒,在機床(chuáng)高速切削(xuē)過程中出現(xiàn)較大的振動。
(7)工作台(tái)護板上,切(qiē)削液在加工過程中容易外泄。
(8)設備的排屑器上部(bù)出現大量的切削液外(wài)泄。
(9)排屑器在工作中出現停遲的現象(xiàng)。
(10)液壓鎖緊(jǐn)缸後部出現切削液外泄,對伺服電動機及液壓閥(fá)造成易短路和漏電隱患。
3.設備改造過程中的具體方案及具(jù)體措施
針對體檢出來的事故隱患和事故點,製定出相應的維修、保養措施,並購置、製作相關的配件。開展全麵的維修、保養工作。
(1)該設備的液壓驅動電動機和液壓泵為一個整(zhěng)體,泵內(nèi)閥體嚴重磨損,電動機兩端支撐軸(zhóu)軸承嚴重磨損,且電動機運行不順暢,表現異常,故此更換整個液壓係統(tǒng)總成,即電動(dòng)機、液壓泵總成。這樣,使得設備的整個液壓(yā)循(xún)環工作係統,在工作中得到正常的發揮和保障,充分地解(jiě)決了液壓供應係統(tǒng)的故障現象。解決後的(de)液壓總成如圖1所示。
(2)設該備刀(dāo)盤刀架裝置,在以往的工作中,多次發生嚴重撞擊。經檢測後(hòu)確定該刀盤刀架控製裝置已(yǐ)經(jīng)嚴重(chóng)損壞。經過和廠家聯係、溝通,重(chóng)新購置了(le)一套新的刀盤(pán)刀(dāo)架(jià)控製裝置,這(zhè)樣(yàng),完全解決了刀盤刀(dāo)架裝置係統中的問題,使得其工作總成係統工作正常化了。刀盤刀(dāo)架裝(zhuāng)置的(de)控製係統如圖2所示。
(3)設備的各項(xiàng)工作導軌得不(bú)到很好的潤滑,經檢測是設備的潤滑裝置已磨(mó)損。更換了一套永嘉流遍的潤滑裝置(見圖3),使得導軌潤滑得到充(chōng)分的保障,報警現象解除。
(4)該設備原來有一套老式的液壓油溫循環降溫(wēn)裝(zhuāng)置。經檢測已經完全損壞。故此,需要重新設計和製作一套完好並有(yǒu)效的液壓循環降溫裝置(zhì),經(jīng)縝密的考慮及精心設計,精密製作了一套既能降低液壓循(xún)環油溫,又能保證液壓係統壓力正常的油溫循環降溫裝置,很好地解決了因循環油溫(wēn)過高而引發的設備報警。新製作的液(yè)壓油溫循環降溫裝置如圖4所示。
(5)該設(shè)備(bèi)主軸夾緊裝置因主軸受(shòu)到過(guò)撞擊,油(yóu)壓缸(gāng)的夾緊伸(shēn)縮杆產生了變形,嚴重地縮短了伸縮杆的行(háng)程,造(zào)成了主(zhǔ)軸上的夾緊套不能完全鬆開或夾緊。為此,將伸縮杆與夾緊(jǐn)套之間加一(yī)個襯套,加長伸縮杆的運行行程,使得夾緊套的工作行程(chéng)得到了充分地保障,工件夾不緊、鬆不開的故(gù)障完全解除。主軸改造後的效(xiào)果如圖5所示。
(6)該設備原來更換過液壓(yā)鎖緊油壓缸,但在裝配中沒(méi)有很好地(dì)將油壓缸(gāng)及平衡筒上的法蘭盤與(yǔ)液壓伸縮杆的間隙(xì)調(diào)整好,造成(chéng)緊固法蘭盤上的鎖緊螺栓與液壓伸縮杆之間產生撞擊,並逐漸磨損,鎖緊失效。使得法蘭盤後部的平衡筒及油壓缸回鬆,失去平衡重心(xīn),造(zào)成(chéng)擺動和振動。法(fǎ)蘭盤被撞(zhuàng)擊(jī)後嚴重(chóng)變(biàn)形,失去(qù)了與主軸之(zhī)間的相互鎖緊。故此,重新製作了一(yī)套法蘭盤,

圖1 海特克(kè)M-VPV2-30-35K-2液(yè)壓總成
圖2 刀盤刀架裝置的控製係統

圖3 改進後的永(yǒng)嘉流遍MMXL-III-15/5.5潤滑裝置
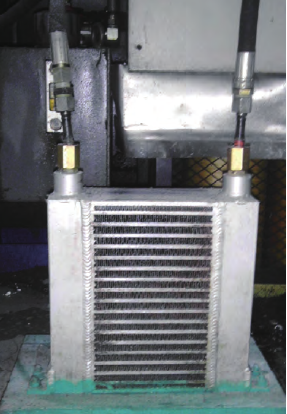
圖4

圖5
並對液壓伸縮杆根部的焊接部分進行了修正,重新調整了(le)它們之間的間隙,重新進行了裝配及調整,這樣很(hěn)好地解(jiě)決了油壓缸及(jí)平衡筒擺動(dòng)和振動。改(gǎi)進後的油壓缸(gāng)及(jí)平衡筒如圖6所示。
(7)設備工作台上的護板,由於在工作中需要來回移(yí)動(dòng),而原來密封護板間隙的橡膠封條老化破損,造成切削液外泄。所以(yǐ)專門從廠家定做了凸凹特(tè)型的橡膠封條,將此安裝在護板上,很好地排除(chú)了切削液外泄的故障。
(8)該設(shè)備上的排(pái)屑器上部切削液外泄,是由於(yú)該裝(zhuāng)置長期沒有(yǒu)好好(hǎo)保養。故此,將此裝置(zhì)全部拆下,進行(háng)全麵的清洗和疏通,將排屑器上的(de)切削液疏流孔全部進行疏通,清除常年的(de)汙垢多達數公(gōng)斤(jīn)之多;全麵清洗冷卻液(yè)池,掏出沉年沉(chén)積汙垢達10kg之多,使得工作中的切削液得以順(shùn)暢(chàng)地回流到儲液池內。調(diào)整排屑(xiè)器的疏道鋪口與工作台(tái)擋液板之間的間隙,完全阻止了切削液的飛濺及泄露。
(9)排屑器運行中的停遲現(xiàn)象。經檢查是由(yóu)於電(diàn)動機驅動輪上的鏈(liàn)條過鬆(sōng)時,傳遞的轉矩過小,加之(zhī)傳送帶與軌道(dào)之間的阻力,造成了(le)傳送帶的停遲的現象。所以通(tōng)過調整(zhěng)鏈條在主、被動輪的鬆緊程度,增大傳輸力(lì)及調整傳送帶與軌道之間的間隙和對稱度(見圖7),這樣很好地解決了運行中停遲的現象。
(10)油壓缸後部溢(yì)出切(qiē)削液是由於切削液從主軸的內腔孔回流到回(huí)流池,但回流(liú)池內的擋屑板內切屑堵住了切削液的泄流,造成切削液溢出(chū)。想了一個小(xiǎo)竅門,即在主軸的(de)內腔內(nèi)加一個塑料襯套,阻止切屑和切(qiē)削液(yè)的(de)回流,這樣徹底解決了切削液的溢出,完全保障(zhàng)了伺服電動機和電磁閥的安全。
4.設備改造維修加保養後的運行狀況
(1)該設備(bèi)經過近幾個月(yuè)滿負荷、高強度的運行加工後,經(jīng)測試和前後對比,各項(xiàng)技術(shù)指標及參數全(quán)部符合(hé)設備(bèi)完好狀態下的檢測標準和要求。

圖6

圖7
(2)設備的液壓循環控製(zhì)係統、主軸液壓鎖緊(jǐn)鬆開機構、液壓卡盤鬆緊機構、主軸卡爪鎖緊鬆開機構及刀盤刀架運行定位機構等,它們的各項(xiàng)功(gōng)能及運作係統都有相當大的改善(shàn)及提高,並能切實完好地完成控製係統發出的各項操作指令,高效、準確地完成它們應盡的職責。
(3)設備整體內(nèi)的液壓油循環運(yùn)行係統、機械傳動控製係統、電氣檢測感應係統、伺服電動機驅動裝置係統、液壓油溫循環控製係統、液壓鎖緊鬆開機構係統及刀盤刀(dāo)架循環運轉定位係統等都相當好地、非常順暢地運作起來(lái),並在各自的運行、控製、檢測、反饋中起到了承前啟後的作用,使得整(zhěng)個數控(kòng)車床運行及工作更加穩(wěn)定、通暢、靈敏、高效,並非常完好地、高(gāo)效地、高質量地完成了生產(chǎn)加工任務,充(chōng)分(fèn)地保障了設備加工按各項技術、工(gōng)藝和產品(pǐn)質量等高標準要求執(zhí)行。
5.結語
任何一項設備的維修及改造,隻有選擇了(le)正確的思路和方案,才能達到事半功(gōng)倍的效果,取得(dé)效益(yì)和效率的雙豐收。
投稿箱(xiāng):
如果(guǒ)您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊(xùn)合(hé)作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊(xùn)合(hé)作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息
")
業(yè)界視點
| 更多

行業數(shù)據
| 更多
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區(qū)金屬切削機床產量數據(jù)
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新(xīn)能源汽車產(chǎn)量數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機(jī)床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷(xiāo)量情況
- 2024年(nián)8月 新能源汽車產量數據(jù)
- 2028年8月 基本型(xíng)乘用車(轎車)產量數(shù)據