


基於行星滾柱絲杠副的機電作動器動態特性分析
2017-5-5 來源:西北工業大學 作者:喬冠,劉更,馬尚君,佟瑞庭,周勇
摘要(yào): 以舵回路(lù)係統中機電作動器為研究對象,考慮機(jī)電作動器(qì)的安裝和舵麵負載連接,建立了基於(yú)行星滾柱絲(sī)杠副(fù)的機電作動器數學模(mó)型。采用 AMESim 進行仿真對比分析,探討了機電作動器中結構剛度、摩擦和間隙等非線性因素對係統動態性能的影響。結果表明: 相比傳動剛(gāng)度,結構(gòu)剛度中固定剛度的提高對於係統動態響應的改善作用更明顯; 行星滾(gǔn)柱絲杠副間隙量越(yuè)大,係統的階躍響(xiǎng)應(yīng)波動幅值越明顯; 在給定舵控指令下,機電作動(dòng)器的仿(fǎng)真位移輸出響應誤差最(zuì)大為 1. 8 mm,相對(duì)誤差為 1. 2% ,從而較好的反映了模型的有效性,為功率電傳機(jī)電作動器的進一步結構(gòu)優化和(hé)控(kòng)製提(tí)供理論依據。
關鍵詞: 機電作動器; 行星滾柱絲杠(gàng)副; 動態特性; 結構剛度; 間隙(xì)非線性
機電作動器( Electro-Mechanical Actuator,EMA) 是功率電傳作動係統(tǒng)的一個分支,由於其具有重量輕、工作效率高、係(xì)統可靠性(xìng)高(gāo)和便於(yú)維護[1 - 2]等優點,廣泛應用於飛行舵麵(miàn)控製、推(tuī)力矢量控製、飛機刹車(chē)和(hé)工業過程控製等軍民領域。國外在 EMA 動態特性研究方麵起步較早,建立(lì)了EMA 係統級功率(lǜ)鍵合圖(tú)模型(xíng)和基於 AMESim 環境的(de)EMA 仿真模型,對采用反向式行星滾(gǔn)柱絲杠副的 EMA進行動態性能測試,通過力矩和轉速幹擾實驗驗(yàn)證模型的有效性(xìng)[3]。Karam 等[4]討論了力控製的基於行星滾柱絲杠副的 EMA 中摩擦、轉子慣量和測(cè)試平台剛度等因素的影響,這(zhè)些因素都會改(gǎi)變 EMA 的(de)穩態和動(dòng)態特性。Mare 等[5 - 6]提(tí)出基於仿真模型的 EMA 率傳遞(dì)初步設計準則,以(yǐ)確保測試平台結構與目(mù)標動態性能的一致,考慮了結(jié)構部件(jiàn)的(de)靜態與動態性能的限(xiàn)製,從而使(shǐ)得控製器設計更簡單。Habibi 等(děng)[7]分析了控製飛機舵麵的 EMA 動態特性,表明由空程和靜態摩擦產生(shēng)的死區是限製 EMA 輸入輸出特(tè)性的重要因素,並通過使用內環控製策略減小死區對係統的影響。國內 20世紀 90 年代初才開始研究包括機電作動器和電動靜液作動器( Electro-Hydrostatic Actuator,EHA) 在內的功(gōng)率電傳作動器(qì),已(yǐ)證實該技(jì)術的可行性和(hé)有效性。齊海濤等[8]基於 AMESim 對 EHA 進行(háng)了建模和(hé)仿(fǎng)真分析,仿真結果表明所設計的(de) EHA 動態性能良好,達到了預定的性能指標。馬尚君等[9]建立了 EMA 中的標準式行星(xīng)滾柱絲杠副有限元模型,基於顯式動力學有限元算法(fǎ)對(duì)其動態特性進(jìn)行仿(fǎng)真分析,為研究 EMA 整體性(xìng)能的(de)提高提供參考。國內學者多數的研究工(gōng)作集中於 EMA 的複合式餘度控製[10]、混合作動係統研究[11]等方麵,然而(ér)對基於行(háng)星滾柱絲杠副的 EMA 中結構剛度、摩(mó)擦和間隙因素對 EMA 動態特性影響研究較(jiào)少涉及,鮮有文獻(xiàn)報道考慮(lǜ) EMA 的安裝和舵麵負載連接並建立數學模型。
本文考(kǎo)慮 EMA 的安裝、EMA 與舵(duò)麵負載的連接,建立了基於行(háng)星滾柱絲杠(gàng)副的 EMA 數學模型(xíng)。采用AMESim 仿真(zhēn)分(fèn)析,分(fèn)別探討了舵回路係統中 EMA 的結構(gòu)剛度、摩擦和間隙(xì)等非線性因素對係統的動態性(xìng)能影(yǐng)響。在相同給定(dìng)的舵控(kòng)指令下,對比本文 EMA 與傳統伺服油缸(gāng)的位(wèi)移跟蹤精度(dù),結果表明建立的 EMA模型是有效的(de)。
1.EMA 係統(tǒng)組(zǔ)成(chéng)
1. 1 EMA 結構形(xíng)式
典型的(de) EMA 在(zài)飛行器舵(duò)回路係統中的組(zǔ)成見圖1,EMA 主要由無刷直流電(diàn)機、控製器( 主要(yào)包括速度、位置控製器和功率變換器) 、齒(chǐ)輪(lún)減速器(qì)( 或者帶傳動) 、滾珠絲杠副(fù)( 或者行星滾柱絲(sī)杠副) 這四(sì)部分組成。其中,滾珠絲(sī)杠副( Ball Screw Mechanism,BSM) 和行星滾 柱(zhù)絲 杠 副 ( Planetary Roller Screw Mechanism,PRSM) 作為 EMA 中的執(zhí)行機構,用來傳遞扭矩、進行運動變換。PRSM 用滾柱作為中間傳動體(tǐ),用滾動摩擦取代滑動摩擦,具有效率高、壽命長、承載能力強等特點。其中,標(biāo)準(zhǔn)式行星滾柱絲杠副( Standard PlanetaryRoller Screw Mechanism,SPRSM) 主要傳動裝置有絲杠、螺母和滾柱(zhù),其基本結構見圖 2。本文以基(jī)於 SPRSM 的EMA 為對象建模並進行(háng)其動態特性研究分析。

圖 1 舵回路係統中的 EMA 結構

圖 2 SPRSM 基本結構
1. 2 EMA 在舵回路係統中的工作原理
EMA 通過鉸鏈安裝於(yú)機體,並由其輸出杆帶(dài)動搖臂等連接機構,最終實(shí)現舵麵的位置控製( 見圖 1) 。控製器接受來(lái)自飛控計算機的舵控指(zhǐ)令,驅動無刷直流電機(jī)做正反向運動,再通過齒輪裝置減速增(zēng)扭,把絲杠的(de)旋轉運動轉化為輸出杆相對於殼體的直線運動,驅動舵麵實現相應的動作。同時,電機中的電流信(xìn)號,電機輸出軸的(de)轉速信號和舵麵的位置(zhì)信號都通過反饋參與到控製器的運算實現閉環反饋(kuì)控製。
2.EMA 係統建模
結合圖 1,在 AMESim 中建立的 EMA 整個係統模型見圖 3,部分(fèn)子模型采用超級元件封裝。EMA 的建模主(zhǔ)要包括: “a”為正弦或給定的信號指令輸入; “b”和“c”分別為電機控製器和無刷直(zhí)流(liú)電機(jī)數學模型;“d”和“e”分別為齒輪副和 SPRSM 的機(jī)械傳動模型;“f”和“g”為考慮作動器固定機構和連接機構的(de)等效剛度和阻尼; “h”為舵麵及氣動力負載模型。

圖 3 EMA 係統模型
2. 1 控製器模型
控製器是 EMA 的重要組成部分,為防止電(diàn)樞電流過載(zǎi),保證(zhèng)電機的響應速(sù)度和動態特性,控製器采用電流、速度雙閉環,兩環均采(cǎi)用 PI 控製; 位置環采取簡單的比例控製( 見圖 4) 。該模型還包括信號采樣、電壓電流限幅以及力閉環反饋等。

圖 4 控(kòng)製器模型

圖 5 電機(jī)模型
2. 2 電機模型
采用 270 V 永磁無刷直流 電 機,選 用 AMESim電機及驅動庫(kù)中的直流電機模型(xíng)( 見圖 5) 。參照表1,電機的電樞電(diàn)流 Ic與輸入電壓 Vc的(de)關係通過一個一階傳遞函數 Ge描述


表 1 電機的相關參數(shù)設置

2. 3 SPRSM 模型
SPRSM 模型(xíng)考慮了部件的移動和轉動部分,並綜合計入了摩擦和間隙非線性因素。EMA 中的摩擦非線性影(yǐng)響是降低係統控製性能因素之一。由於單獨(dú)分離

式( 6) 和式( 7) 中的 l 為 SPRSM 的導程,Fext為(wéi)負載(zǎi)端承受的外力,Ffric為(wéi)輸出杆端的整體摩擦(cā)力。EMA的(de)整體摩擦力是外力和電機轉速(sù)的函數。為了簡化複(fù)雜的因果關係,可通(tōng)過式( 8) 對整體摩(mó)擦力進行建模(mó),該(gāi)模型(xíng)考慮(lǜ)了負載端承受的外力。

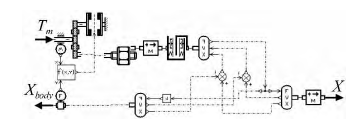
圖 6 SPRSM 的三端口(kǒu)模型
2. 4 舵麵模型(xíng)
AMESim 是麵向對象(xiàng)的液壓 / 機械係統建模、仿真及動力學分(fèn)析軟件。本(běn)文在建立舵麵模(mó)型(xíng)時,選用其平麵機構庫中的模型模擬舵麵(miàn)的實際情況。包括舵麵安裝鉸鏈(liàn)、舵麵質心、加載位置及搖臂的建模等,提供了更豐富的力(lì)與(yǔ)力矩加(jiā)載( 見圖 7) 。這樣不僅可以仿真舵麵的負載特性,還可以通過三維(wéi)可(kě)視化(huà)功能AMESim-Animation 觀察舵麵的(de)實(shí)際運動情況。
3.EMA 動態特(tè)性分析
設置控製指令為 0.1 s 時刻的 0.1 V 階躍信號,經轉化比例係數(shù),即為 1 mm 階躍信號,係統仿真(zhēn)時間為10 s,在 5 s 時加入 10 000 N 的階躍衝擊力,參(cān)數見表 1和表 2。
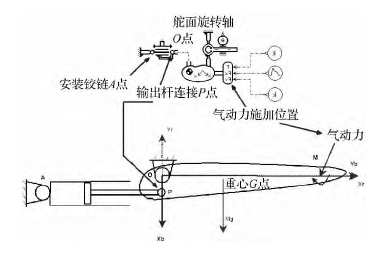
圖 7 舵麵(miàn)模型
表 2 EMA 係統的相關參(cān)數設置

3.1 傳動(dòng)間隙非線性因素影響
間隙是限(xiàn)製速度與(yǔ)位置控製性能高低的最重要非線性影響因素(sù)之一。EMA 的間隙主要包括 PRSM 中絲杠側與螺母側的軸向間隙,齒輪傳動中的齒側隙和軸承軸向間隙等(děng)。間隙的存在使得(dé) EMA 在反向作(zuò)動時產生作動器位置輸出誤差,影響作動器位置輸出精度。由於傳(chuán)動鏈中尺寸誤差、安裝誤差和長期(qī)磨(mó)損,間隙不能完 全 消除。間(jiān)隙非線性 可以 采用 Physical 模 型、Phase plane 模型Dead zone 模型和 Rubber 模型來表示。Dead zone 模型是 Physical 模型的簡(jiǎn)化,在轉(zhuǎn)軸無阻尼 或 小 阻 尼(ní) 時 Dead zone 模 型 是(shì) 一 種 有 效 的 模(mó)

此時軸的(de)模型假設(shè)為純彈簧,不計慣量和內部阻尼,並且在不接觸時處於穩定狀態( 見(jiàn)圖 8) 。如果考慮軸(zhóu)的內部(bù)阻尼,修正的 Dead zone 模型如式( 13) 。

圖 8 Dead zone 模型


圖 9 間隙(xì)值為 0. 002 mm 的(de)係統階躍響(xiǎng)應(yīng)
對比圖 9 ~ 圖 11 的三條係統響應曲線可知,不同大小的間(jiān)隙值對係統的影(yǐng)響程度不同,間隙(xì)量越大,係統的階躍響應波(bō)動幅(fú)值越明顯。在 EMA 中,間隙影響的不僅是控製精度(dù),還對係統的穩定性產生重大影響。為改善 EMA 的動態輸出響應,從機械方麵,采用消隙齒輪結構,對 PRSM 預緊; 從材料(liào)方麵,采用抗磨損材料; 從(cóng)控製方(fāng)麵,通過軟件和控製策略 進行間 隙 補償等。

圖 10 間隙值為 0. 02 mm 的係統階躍響應
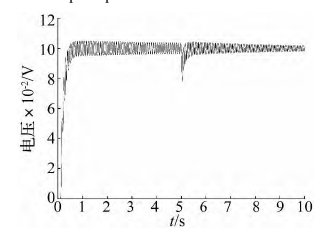
圖 11 間隙值(zhí)為(wéi) 0. 05 mm 的係統階躍響
3. 2 摩擦非線性因素影響
采用前述圖 6 建立的 SPRSM 摩擦模型,由(yóu)式( 9) 可求(qiú)得摩擦力矩,圖 12 比較了(le)考慮摩(mó)擦和不(bú)考慮摩擦模型的係統階躍響應,此時假設機械(xiè)傳動中不存在間隙。

圖 12 考慮摩擦和不考慮摩擦模型的響應對比圖
可見,考慮摩擦的係統存在更大的誤差,應通過力閉環反(fǎn)饋改善。在 AMESim 模型(xíng)中的等效連接結(jié)構與舵麵間加入力傳感器,將測量(liàng)到的力信號反饋到控製器形成閉環( 見圖 13) 。同時(shí)在反向通道內加入一階低通濾波器,結構為

從圖 14 可知,加入力閉環反饋後,響應曲線的振蕩(dàng)幅值小於無力閉環反饋的工況,同時係統的靜態(tài)誤差減小。同樣,常用減小機械係統中摩(mó)擦的方式可改(gǎi)善運動部件的潤(rùn)滑條件,采用抗摩擦材料以(yǐ)及軟件(jiàn)進行摩擦補償等

圖 13 加入力反饋(kuì)的 EMA 模型

圖 14 考(kǎo)慮(lǜ)力閉環反饋的係統響應對比圖
3. 3 固定剛度和傳動剛度的影響
實際舵回(huí)路係統中,機體(tǐ)和被控舵麵的剛度並不是(shì)無限(xiàn)大。本(běn)文在 EMA 係統建模時采用集中參數法考慮了殼體與機體間和輸出杆與舵麵負載間的彈簧效應。由於負載係統中含有以柔性(xìng)結(jié)構(gòu)相連的多(duō)級共振性負載,因此 EMA 殼體和舵麵不能簡單采用(yòng)單質量 -單彈簧係統(tǒng)近似,而應考慮輸出杆與被控舵麵(miàn)間的傳動剛度和固定殼體的固定剛(gāng)度( 統稱為結構剛度)[13]。KZ1為固定剛度(dù); KZ2為傳動剛度。從圖 15 ~ 圖 16 可知,結構剛度對 EMA 的動態性能影(yǐng)響較大(dà)。當固定剛度和傳(chuán)動剛度均為(wéi) 1 × 107N / m時(shí),係統的階躍響應存(cún)在小(xiǎo)幅(fú)值振蕩,在 5 s 時刻施(shī)加(jiā)10 000 N 的階躍衝擊力會(huì)使係統振蕩的幅值(zhí)更劇(jù)烈,不利於係統的快速穩定。從圖 17 可知,此時的(de)諧振頻(pín)率為 7. 75 Hz,此振蕩頻率由 2 000 kg 的舵(duò)麵質量,與一(yī)條(tiáo)等效彈簧串聯得到。

圖 15 固定剛度和傳動(dòng)剛度均為 1 × 107N / m 時係統階躍(yuè)響應(yīng)

圖 16 固定剛度和傳(chuán)動剛度(dù)均為 5 × 108N / m 時係統階躍響應


圖 17 固定剛度和傳動剛度均

圖 18 固定(dìng)剛度(dù)和傳動剛度為 1 × 109N / m 時係統階躍響(xiǎng)應
另一方麵,從圖 19 ~ 圖 22 可知,當傳(chuán)動剛度為(wéi) 1 ×107N / m 時,提高固定剛度可以明顯提高係統的動態響(xiǎng)應,而當固(gù)定剛度提高到 1 × 109N / m 時,已經和固定剛(gāng)度(dù)為 5 × 108N / m
時的係統動態響應無明顯區別。同樣,當固定剛度為 1 × 107N / m 時,提高傳動剛度也可以在一定程度上(shàng)提高係統(tǒng)的動態(tài)響應,但即使當傳動剛度為 1 × 109N / m,係統的(de)階躍響應依(yī)然存(cún)在大範圍(wéi)的振蕩。通(tōng)過以上分析可知,固定剛度的提高對於係統動態(tài)響應的改(gǎi)善作用更明(míng)顯。為保證 EMA 在工作過程中的信號跟蹤能力,除采用必要的(de)控製策略外,在結構方麵應適當優先提高固定剛度。

圖(tú) 19 固定剛(gāng)度為(wéi) 5 × 108N / m 傳動剛度為 1 × 107N / m 時係(xì)統階躍響應

圖 20 固定剛度為 1 × 109N / m 傳動剛度為 1 × 107N / m 時係統階躍響應

圖 21 固定剛度為 1 × 107N / m 傳動剛度為 5 × 108N / m 時係統階躍響應

圖(tú) 22 固定剛度為(wéi) 1 × 107N / m 傳動剛度為 1 × 109N / m 時係統階(jiē)躍響應
3. 4 EMA 係統(tǒng)動(dòng)態仿(fǎng)真
根據 EMA 實際(jì)舵控經驗,給定位移信號,參(cān)數如前述表 1 和表 2,設置仿真時間為 200 s,仿真步長為(wéi) 0.001 s,得到的仿真結(jié)果見(jiàn)圖 23。從圖 23 ~ 圖 24 可知,係統的響應時間(jiān)能夠滿足要求,係統動態跟蹤性能良(liáng)好。

圖 23 EMA 仿真輸出位移(yí)跟蹤(zōng)曲線

圖 24 位移(yí)跟蹤誤差曲線
在 200 s 的時間內,EMA 的輸出(chū)位移與給定位移信號的誤差最大(dà)為 1. 8 mm,相對(duì)誤差為 1. 2% ,從(cóng)而較好的反映了模型的有效性。同時,對比本文中 EMA 與文獻[14]所述的傳統閥控液(yè)壓作動器,在給定(dìng)相同舵(duò)控(kòng)指(zhǐ)令下,這兩(liǎng)種作動器都能跟蹤給定位移信號,但就跟蹤效果而言,傳統的閥控液(yè)壓作動器要優於 EMA,這也正是目前液壓作動器存在的主要原因。然而,在重量、體積、係統效率和可(kě)維護性等方麵,EMA 有絕(jué)對優勢。
4.結(jié)論
采用 AMESim 圖形化建模方法,建(jiàn)立了基於 PRSM的 EMA 模型,對其在舵回路係統中的動態特性進(jìn)行了仿真分析,得出以下結論:( 1) 傳動間隙和摩擦特性是限製係統(tǒng)精度和穩定性的重要非線性影響因素。間隙的存(cún)在使得係統振蕩不利(lì)於快速穩定,間隙量越大,係統的階躍響應波動幅值越明顯; PRSM 中的摩擦使(shǐ)得係統存在靜態誤差(chà),可(kě)通過力閉環反饋減(jiǎn)小其對係統的影響。( 2) 固定剛度和傳動剛度對 EMA 動態階躍特性有不同程(chéng)度的影響,建(jiàn)議把安裝結構和傳動結構(gòu)的剛度設計在 108N / m 的量級; 通過對比可知,固定剛度的提高對於係統動態響應的改(gǎi)善作用更明顯,在結構設計方麵應適當優先提高固定剛(gāng)度。( 3) 在給定舵控指令下,機電作動器的仿真位(wèi)移輸出響應誤差最大為(wéi) 1. 8 mm,相對誤差為 1. 2% ,從而反映了模型的有效性
。
投稿箱:
如果您有機床(chuáng)行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界視(shì)點
| 更多

行業數據
| 更(gèng)多
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車(chē))產量數據
- 2024年11月 新能源(yuán)汽車產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月(yuè) 軸承出口(kǒu)情況
- 2024年10月(yuè) 分地(dì)區金屬切削機床產量數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車(chē))產量數(shù)據
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一台加工中心精度(dù)的幾種辦法
- 中走絲線切割機(jī)床的發展趨勢(shì)
- 國產數控係統和數(shù)控機床何去何從?
- 中國的技術工(gōng)人都去(qù)哪裏了?
- 機械老板做(zuò)了(le)十多年,為何(hé)還(hái)是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造(zào)業大(dà)逃亡
- 智能時代,少(shǎo)談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機(jī)床
- 一文搞懂數控(kòng)車床加工刀具補償(cháng)功能
- 車(chē)床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與(yǔ)螺旋(xuán)銑孔加工工(gōng)藝的區別