


Er∶YAG 激光切割(gē)對牙本質粘接耐久性的影響
2017-3-28 來源(yuán):深圳大學光電工(gōng)程(chéng)學院 作(zuò)者:何正娣,島田康史,田上順次,胡學娟,陳玲
摘要: 采用(yòng) Er∶YAG 激光或快機(jī)切割牙(yá)本質,SE Bond 粘接修複後浸水 6 個月,用微剪切實驗(yàn)測試評估兩種(zhǒng)切割方法對粘接效果的影響(xiǎng). 20 顆離體(tǐ)磨牙製備獲 40 片牙本質切片,隨機分為激光組 ( Er∶YAG 激光切割,20 片) 和快機組 ( #600 沙礫(lì)磨砂紙打磨,20 片) . 每切片用(yòng) SE Bond 粘接(jiē) 8 個樹脂柱,在(zài)浸(jìn)水 24h、7 d 和 6 個月後,依次用微剪切實驗測試粘接強度. 測試結果用 one-way ANOVA 和 t-test 統計分析 ( 標準差為(wéi) 0. 05) . 並采用走查(chá)掃描電鏡觀察粘接破折(shé)麵形態. 結果顯示(shì),激光切割牙本質(zhì)粘接強度在浸水 6個月後(hòu)顯著低於激光組(zǔ)浸水 24 h 和 7 d 後,且低於對照快(kuài)機組的粘接強度. 說明(míng)采用兩步法自酸蝕粘接係統 SE Bond 在激光切割的牙本質上未獲得長期穩(wěn)定的粘接效果.
關鍵詞: 超快激光及應用; Er∶YAG 激光; 牙本質; 兩(liǎng)步(bù)法自酸蝕劑; 粘接; 微剪切強度(dù); 樹脂
自 20 世紀 80 年代後(hòu)期開(kāi)始(shǐ),Er∶YAG 激光 ( λ= 2 940 nm) 作為牙科硬組織治療儀的(de)開發成為口腔醫學研究的熱點之一[1-2]. 經過多年(nián)努力,1997年,Er∶YAG 激光因能有效避免激光直接作用所導致(zhì)的熱效應等不利影響,將(jiāng)牙體硬組(zǔ)織切割、冷卻(què)和清潔等功能合(hé)而為一,減輕(qīng)術中患者的(de)不適感,獲美國食品和藥品管理委員會 ( Food and Drug Ad-ministration,FDA) 批準成(chéng)為美國臨床牙體硬組織的切割激光(guāng). 目前,Er∶YAG 激光用於齲壞牙體硬組織的切割及窩洞預備的舒適性、安全性和有效性已被廣大臨床醫生和科研人員認(rèn)可. 許多研究者(zhě)認為,Er∶YAG 激光是用於齲病治療的理想新(xīn)技術,有望替代傳統機械(xiè)渦輪手機用於臨(lín)床(chuáng)齲(qǔ)病治療[1-3].
Aoki 等[3-6]對快機切割與 Er∶ YAG 激光照射切割牙本質表(biǎo)麵的形態學特征進行了研究,發現快機切割後牙(yá)本質表麵存在一層(céng)主要由塌陷的(de)纖維網狀(zhuàng)結構、牙本質碎屑、細菌及唾液中(zhōng)的一些有機成分混合交織而成的玷汙層,牙本質小管口(kǒu)形態模糊不清,而 Er∶YAG 激光切割後(hòu)牙體表麵沒玷汙層,牙本質小管開放(fàng),組(zǔ)織表麵粗糙不平呈鱗片(piàn)狀,隨著能量增(zēng)加,照射表麵會出現斷裂和碎屑. He 等[5]發現,被 Er∶YAG 激光照射後的牙本質表麵滲透性下降,耐酸性增強,激光切割會導致照射麵(miàn)下方形成約 15 μm 厚的牙本質輕微變質層,該變質層的耐酸性低於正常牙本質,且存在微裂紋和碎屑.
用Er∶ YAG激光切割製備的窩洞無法達到 G V Black 洞型的底平壁直要求(qiú),該(gāi)窩洞邊緣不整齊、洞壁不光滑且洞底粗糙不平,因而隻適於(yú)有粘接性的充填材料的修複. 牙本質小管與樹脂之間形成(chéng)樹脂突的微機械固位是(shì)樹脂粘接的主要機(jī)製,有研究者認為Er∶ YAG激(jī)光照射切割的牙本質表麵,小管開放,有利於粘接樹脂的滲透與樹脂柱的形成,可(kě)減小樹(shù)脂和牙體粘接之間的微滲漏,此形態特征有利於牙本質和樹(shù)脂(zhī)的粘接,增(zēng)加粘接強度(dù)[3,6-7]. 圍繞Er∶ YAG 激光照射牙本質的粘接性能,研究人(rén)員(yuán)展開了(le)多種測試性工作. 有論文報道了自酸蝕粘接劑處理 Er∶YAG 激光切割牙本質後可獲得較強的粘接強度[3,7]. 但有些研究報道結果相(xiàng)反,如文(wén)獻[8]認為 Er∶YAG 激光預(yù)備後(hòu)牙體組織(zhī)的粘接強度不穩定,提出激光切割牙本(běn)質的長期粘接效果有待考察(chá),文獻[9]發現一(yī)步法自酸蝕粘接劑 TS Bond 粘接修複激光切割後的頸部牙本質,在浸(jìn)水(shuǐ) 1 年後粘接強度明顯下降. 有研究者認為,激光照射後牙本質的粘接界麵性質發生改變(biàn)及次腐蝕層的存在,是影響粘接強度及遠期臨床修複效果的主因[5,10-11].
兩步法自酸蝕粘接係統 SE Bond 較一步(bù)法自酸蝕粘接係(xì)統 TS Bond 對牙本質(zhì)的(de)滲透作用更強,該(gāi)粘接(jiē)係統是目前臨床運用較(jiào)廣、粘接強度最強(qiáng)的牙本質(zhì)粘接劑之一,該粘接劑(jì)在快機切割的牙本質(zhì)已獲得(dé)了穩定的粘接效果[12-13]. 因 此, 本研究假設(shè)SE Bond 能夠在激光切割的牙本質中(zhōng)獲得穩定可靠的(de)粘接效果. 通過實驗對 Er∶YAG 激光切割和(hé)快機(jī)切割牙本(běn)質的表麵形態進行觀察,分別對 SE Bond粘接(jiē) 24 h、7 d 和(hé) 6 個月激光或快機切割後牙本質-樹脂的微剪切強度進行測試,討論牙本質(zhì)切割方法、粘(zhān)接界麵處理對粘接修複長期穩定性的影響,以及次(cì)腐蝕層對粘接(jiē)劑滲(shèn)透作(zuò)用的影響,研究粘接劑-牙本質作用機製,為臨床 Er∶YAG 激光切割後牙本質的粘接修複方法的(de)改進(jìn)提供實驗室依據.
1.實驗
1. 1 實驗材料
粘接劑選用日本可樂麗菲樂公司的雙液型自酸蝕粘接係(xì)統 Clearfil SE Bond,樹脂為日本可樂(lè)麗菲樂公司的 Clearfil AP-X,A3 色係(xì).
1. 2 實驗設計與實驗儀器
實驗流程見(jiàn)圖 1. 微剪切粘接(jiē)力測(cè)試研究實驗所用的 20 顆無齲第 3 磨(mó)牙都是 1 個月內從人體拔下後,保存於 - 4 ℃ 純(chún)淨水(shuǐ)中. 每顆離體磨牙沿(yán)頰舌(shé)向縱切,獲得 2 片約 1 mm 厚的中層牙本質切片,然後隨機分為激光組和(hé)快機組(zǔ). ( 快機組: 為獲(huò)得平整的類似(sì)快機切割後的玷汙牙本質表麵,樣本用(yòng)#600 沙礫的磨砂紙打磨並保持打磨後粘接麵的(de)濕潤; 激光組(zǔ): 牙本質切片的粘接麵用 Er∶YAG 激光的藍寶石輻(fú)射探頭(tóu)均勻垂直輻射切割. ) 每組 20 個牙本質切片(piàn) 5 例用於微觀形態學觀察,餘 15 例用於樹脂粘接後微剪切(qiē)粘接(jiē)強度測試.
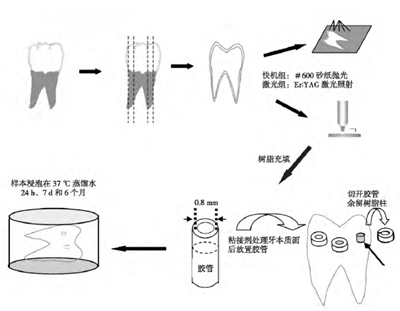
圖 1 樣本準備流程圖
1. 2. 1 低速精密切片機
製備牙本質切片采用美國 Isomet,Buehler,Lake Bluff IL 低速(sù)切片機.1. 2. 2 Er∶ YAG 激光治療儀采用日本東京長田 Erfine400 激光儀照射切割(gē)牙本質(zhì). 參數設置: λ = 2 940 nm,探頭是(shì)直徑為0. 6 mm 的接觸式藍寶石探頭,垂直照射模式; 100MJ / 脈衝, 每(měi) 脈(mò) 衝 為 30 μm、 10 Hz, 水(shuǐ)霧冷卻模式.
1. 2. 3 掃描電子顯微鏡
(scanning electron micro-scope,SEM)使用日本東京電子(zǐ)株式會社 JSM-5310LV SEM( 附帶掃描圖像記錄係(xì)統) 觀察牙本質的微觀形態,並進行粘接破折麵的分類統計.
1. 2. 4 萬能材料實驗機
測試微剪切粘接(jiē)強度使用日本島津株式會社(shè)製的萬能材料實驗機. 該設備傳感器設(shè)置為 500 N,預載(zǎi)荷為(wéi) 5 N,拉伸速(sù)度為(wéi) 1 mm/min.1. 3 微剪切強度測試按照 SE Bond 粘接劑的使用說(shuō)明,用表麵處理劑和粘接劑處理粘接牙本質界麵,在發光二極管(guǎn)( light emitting diode,LED) 光固化粘接劑(jì)前將內徑(jìng)約 0. 8 mm,高約 0. 5 mm 的透明聚合玻璃纖維管平置(zhì)於(yú)處理後的牙切片表麵,光照 10 s 後,將 ClearfilAP-X 樹脂輕填到纖維(wéi)管中形成樹脂柱,每個牙本質切片粘(zhān)接 8 個樹脂圓柱(zhù),光固化 40 s 後移除(chú)透明聚合玻璃纖維管,再將樣本(běn)保存於 37 ℃ 的純淨水中. 依次在 24 h、7 d 和 6 個月後,用萬能材料實驗機(jī)測試微剪切粘接強度. 測(cè)試裝置示意(yì)圖如圖 2.測試前先將所(suǒ)有樣本在 30 倍光學顯微(wēi)鏡下檢查. 若發現粘接麵有縫、樹脂柱內有(yǒu)氣泡、有破折紋於粘接體內或粘接界麵內(nèi),均被認為是粘接(jiē)失敗的樹脂柱,不能用於粘接強度測試. 使用(yòng)萬能(néng)材料實驗機測試可獲得樣本拉(lā)伸斷裂時的最大荷載,再通過(guò)換(huàn)算可獲得(dé)粘接強度. 每組樣本測試 14 個樹脂柱(zhù),取(qǔ)中間(jiān)的 10 個數據. 結果用統計產品與服務解 決 方 案 ( Statistical Product and Service Solu-tions,SPSS) 軟件 SPSS 13. 0 進(jìn)行方差分析.
換算式為:
微剪切強度 = 最大載荷/試件截(jié)麵積 (1)
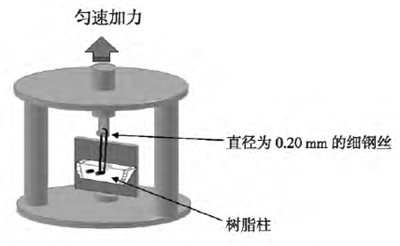
圖 2 微剪切強(qiáng)度測試示意圖
1. 4 SEM 觀察
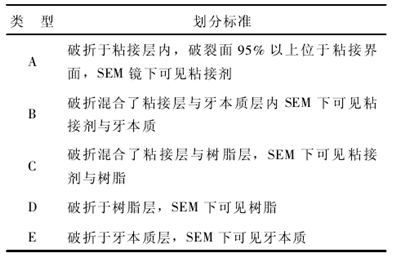
將需(xū) SEM 觀察的牙本質樣(yàng)本浸泡在(zài)體積分數(shù)為 10% 的(de)福爾馬(mǎ)林中性緩衝液 24 h 後,經乙醇梯度脫(tuō)水,再浸於(yú)六甲基二矽氮烷 30 min,在(zài)室溫下放(fàng)置 24 h 徹底幹燥,表麵經噴(pēn)金鍍膜後走查掃描電鏡觀察.測試後,所有牙本質樣本的粘接破折(shé)麵(miàn)都在SEM 下進行分類統計. 分類標準見表(biǎo) 1.
表 1 牙本質樣本分類標準
2。結果與討論
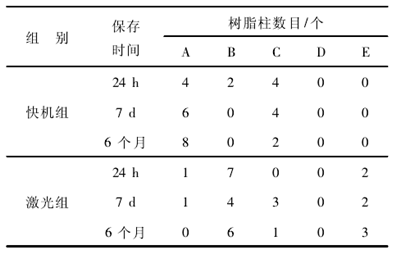
表 2 給出了各組的 10 個微(wēi)剪切粘接強度的平均值及標準差. 其中,不同的上標字(zì)母表示了樣本組間有明顯(xiǎn)差異 ( 標準差 P = 0. 05) . 表 3 統計了各實驗組的微剪切粘(zhān)接測試後的(de)破折(shé)麵 SEM 觀察結果. 其中,每組觀察 10 個樹脂柱,數值表示各組各種類型破折的樹脂柱數目,A、B、C、D、E為按照表 1 分類的 5 種類型的破折方式. 典型的激光切割麵和粘接(jiē)破(pò)折麵的 SEM 圖像見圖 3.
表 2 SE Bond 粘接牙本質的微剪切力粘接強度1)
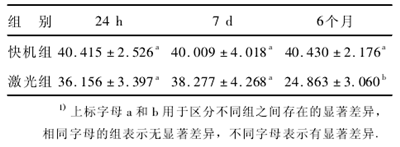
表 3 微剪切測試後不同破折麵的 SEM 分析
2. 1 微剪切粘接強度
分別采用 SE Bond 粘接劑粘接修複快機切割和激光切割的牙本質,依次在浸水 24 h、7 d 及 6 個月後,測試各組的微(wēi)剪切強度.由表(biǎo) 2 可見,采用 SE Bond 粘接劑粘接(jiē)修(xiū)複快機切(qiē)割(gē)的牙本質,其微剪切強度無顯著差異; 但是激光組牙本質樣本的(de)微剪切強度,雖(suī)然在浸水 24 h和 7 d 後無顯著變化,但在 6 個月後,微剪切強度(dù)為 ( 24. 863 ± 3. 060) MPa,明顯低於激光組在浸水24 h 及 7 d 後的結果,也低於快(kuài)機組浸水 6 個月的(de)粘(zhān)接強度 ( 標準差 P < 0. 05) .
已有學者對 Er∶YAG 激光切割(gē)後牙本質的粘接強度做了大量實(shí)驗,主(zhǔ)要針對激(jī)光照射牙本質的 24h 粘接強度進行測試[6-8]. 目(mù)前鮮(xiān)見關於樹脂粘接激光切割後牙(yá)本質的遠期粘接效果的跟蹤評估. 關於激光切割牙(yá)本質的(de)即刻粘接力,研究結果也差異較大. 如(rú)有研究人員用(yòng)現臨床用的牙本質粘接劑修複激光照射牙(yá)本(běn)質獲得了較強(qiáng)的粘接力,但亦有人獲得了較低的粘接力[7-8]. 這些差(chà)異可能跟選用的粘接係統、粘(zhān)接強度測試方法,甚至跟蹤測試所用時間相關.
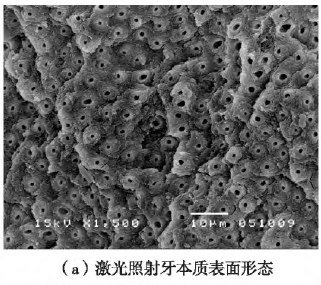
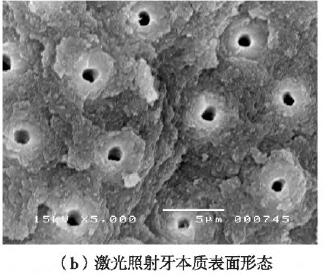
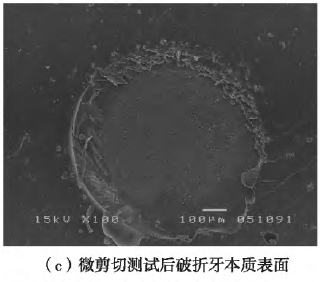
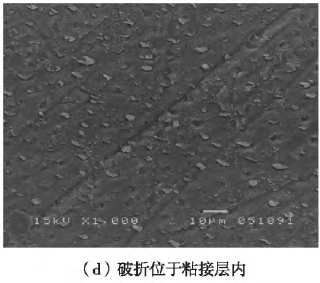
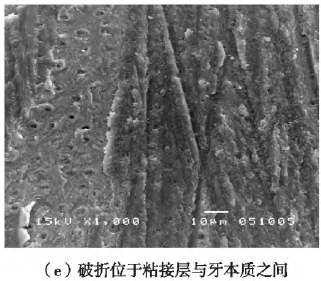
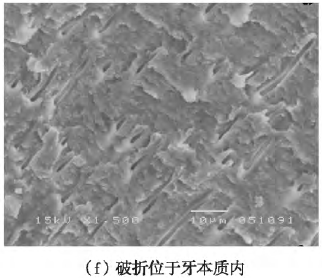
圖 3 激光切(qiē)割牙本質與破折麵的(de) SEM 圖像
因此,本實驗用微剪切粘(zhān)接力測試跟蹤記錄了6 個月的激光切割後牙本質的粘接強度. 通過比較24 h、7 d 和 6 個月的微剪切粘接強度(dù), 討論 SEBond 處理 Er∶ YAG 切割牙本(běn)質的粘(zhān)接效果的耐久性和穩定性(xìng).
微剪切力實驗是目前用於測試口腔材料粘(zhān)接強度的最常用方法之一[12-14]. 該(gāi)方法將樹脂柱(zhù)粘接於平整的牙本質表麵,避免了窩洞形態對樹脂聚合收縮對粘接強度的影響,測試前(qián)樹脂柱在顯微鏡(jìng)下檢查並排除掉充填失(shī)敗的樣本,能較真實(shí)地反應牙本質與樹脂的粘接強度[13]. 實(shí)驗選用自酸蝕粘接係統 SE Bond,文獻[12,15]研究發現(xiàn),該粘接係統在粘接快(kuài)機切割後牙本質可獲得長期穩定(dìng)可靠的粘接效(xiào)果. 在本實驗中,SE Bond 粘接快(kuài)機切割的牙本質(zhì),在 24 h、7 d 及 6 個月後的粘接強度(dù)均超過40 MPa,且無顯著差異,與文(wén)獻報道一致[12-13]. 但在 37 ℃ 的純(chún)淨水中(zhōng)儲存 6 個月後,激光組的粘接強度平均為 24 MPa,明顯低於快機組 6 個月以及激光(guāng)組 24 h 和(hé) 7 d 的粘接強度(dù).
次腐蝕(shí)層的存在可能是粘接強度降低的原因(yīn)之一(yī). 有報道激光切割後牙(yá)本(běn)質有微(wēi)裂(liè)痕及微碎片的次腐蝕層的存在[3,5-6],在(zài)文獻(xiàn)[5,9]的實驗中發(fā)現次腐蝕層表層耐酸性較高,表層下耐(nài)酸性較正常(cháng)牙本質低,而且(qiě)存在(zài)許多微裂紋,隨著時間推移,該層的弱耐酸性和微裂紋可能成為粘接(jiē)滲漏的薄弱環節,這也可用來解釋本實驗在 SEM 下觀(guān)察(chá)到激光組粘接測(cè)試破折多發生在牙本質層的原因.粘接劑的有效滲(shèn)透力能夠作為粘接強度下降的另一解釋. 有研究(jiū)報道自酸蝕粘接劑在快機切割的牙本質可形成 10 μm 滲透混合層[9,12-15]. SE Bond的粘接處理劑為弱酸性,p H≈2. 2,無法完全滲透照射表層(céng)到達次腐蝕層(céng) ( 厚度達 15 ~ 18 μm)[12-13],不能形(xíng)成有效的粘接混合層. 激光切割(gē)後牙本質表麵滲透性低於快機切割牙本質[5,16],且表層牙本質耐酸性(xìng)提高.
2. 2 SEM 觀察
Er∶ YAG 激光切割後的牙(yá)本質在氣吹幹燥後呈冷白色,無碳化或碎裂現象. 如圖 3 ( a) 和圖 3( b) 所示,在 1 500 倍或 5 000 倍 SEM 下觀察到輻射後牙本質表麵粗(cū)糙、呈鱗(lín)狀裂片狀,但無(wú)碳化熔化,牙本質小管清(qīng)晰(xī)顯示,呈突起 “袖口” 狀外觀. 圖 3 ( c) 為低倍掃描電鏡圖,顯示整個(gè)樹脂柱破折後的電鏡形態. 圖 3 ( d) 至圖 3 ( f) 是其對應的高倍掃描電鏡圖. 在掃描電(diàn)鏡下,所有的實驗組都未(wèi)見到(dào)單純(chún)的界麵破壞樣本,絕大多數樣本為混合性破壞. 其中在快機(jī)組的(de)粘接(jiē)破折多(duō)為 A 型(xíng)和C 型,激光組則以 B 型和 E 型破折多見. 如圖 3( e) 和圖 3 ( f) ,Er∶AYG 激光切割牙本質的(de)粘接破折位置多位於粘接層與牙本質層(céng)之間(jiān),或者是在牙本質層(céng)內. 如圖 3 ( d) ,由(yóu)快機組樣本結果(guǒ)可見,粘接破折類型中,以粘接層內破壞和粘接(jiē)層與樹脂(zhī)層間的破壞占多數. 此(cǐ)次微剪切粘接(jiē)強度測試實驗還發(fā)現,激光照射(shè)後牙本質的粘接破折多發生在牙(yá)本質層內. 可見,次腐蝕層是整個粘接體(tǐ)係的薄弱環節,雙液型自酸蝕(shí)牙本質粘接處理劑 SE Bond 未在次腐蝕層達到有效滲透厚度,不能形成有(yǒu)效的滲透,更(gèng)未形成牢固的樹脂牙本(běn)質混(hún)合層. 在(zài)激光切割牙本質的粘接修複過程中,15 μm 厚的次腐蝕層是粘接滲漏的薄弱(ruò)環節[4-5].
Er∶ YAG 激光切割牙本質後照射表(biǎo)麵粗糙呈魚鱗(lín)片狀(zhuàng)結構(gòu),這是因為 Er∶YAG 激光是(shì)通過牙體組織中的水分子吸(xī)收波長能量形(xíng)成局部微爆炸區,達到切(qiē)割牙體(tǐ)組織的目的[1-2]. 光(guāng)熱作用和光消融作用被認為是 Er ∶ YAG 激(jī) 光 輻 照 的 主 要 反 應 機理(lǐ)[1,4,17-18]. Er∶ YAG 激光發射的(de)波長 2 940 nm 為水吸(xī)收輻射的峰值,同時也能(néng)被羥磷灰石中的 OH 基很(hěn)好地吸收. 輻(fú)照過程中,入射能量(liàng)能被牙本質晶體(tǐ)結構和有機(jī)成分裏的水分子高效吸收,導致突(tū)然升溫及水分蒸發並出現微(wēi)爆現象(xiàng),進而達到除(chú)去這些牙體組織的目的[1-2,19]. 微爆(bào)後的牙(yá)本質表麵呈鱗狀裂片狀,照射麵下方的牙體組織因吸收的能量(liàng)不同而呈(chéng)現不同的形態學特征. 因牙體組織中的水分子(zǐ)主要存在於纖維中,當 Er∶YAG 激光照射牙本質後,照射麵下方牙本質層內的水分子也吸收激光能(néng)量,並發(fā)生(shēng)膨脹汽化,因(yīn)能量未達到切割要求,在照射麵下方的牙本質層內表現為(wéi)大(dà)量的微裂紋,這就是我們之前實驗中報道的照射麵下方的次腐蝕層.
在次腐蝕層(céng)中的纖維結(jié)構也在 Er∶YAG 激光的熱效應下發(fā)生變性破壞[5]. 對於 Er∶ YAG 激(jī)光(guāng)切割後(hòu)的牙本(běn)質表麵的粘接效果一直存在(zài)爭議. 有研究(jiū)認(rèn)為該表麵粗糙,呈鱗片狀的形態結構(gòu)更利於粘接單體樹脂的滲透,增強粘接力,但也有學者持相反觀點,認為鱗狀結構(gòu)易碎、易(yì)破折,且 Er∶YAG 激光切割後的(de)照射牙本質麵下方存在激光(guāng)腐蝕次層,該層帶有微裂(liè)痕及(jí)微碎片[3,5,16]. 這些因素(sù)均可能影響到即刻 粘接強度以 及粘接的 長效性和穩 定性[9-10,16,20].
3.結語
通(tōng)過對 SE Bond 粘接修複 Er∶YAG 切(qiē)割牙本質(zhì)的微剪切粘接強度的 6 個月跟蹤測試,推翻了本研究關於 SE Bond 可在激光切割的牙本質可獲得穩定可靠的粘接效果的假設(shè). Er∶YAG 激光切(qiē)割牙(yá)本質的表麵形態(tài)和照(zhào)射麵下方存在的次腐蝕層,在臨床(chuáng)上勢必對粘接長期效果產(chǎn)生不利影(yǐng)響. 理想的激(jī)光照射後牙本質的粘接效果是粘接劑中的功能性聚合單體能完全(quán)滲透次腐蝕層並與次腐蝕層發生交聯、共聚合,與次腐蝕(shí)層的牙本質共同(tóng)固化成可靠的粘接混(hún)合層. 可見,要解決當前所麵臨的 Er∶YAG 切割牙本質的粘接修複問題,還需對激光切割後牙本質的理化性能和化學成分的改變做(zuò)深層分析,從分子水平對功能性單體分子、聚(jù)合性單體分子在激光(guāng)照射後牙本質的滲透、螯(áo)合和聚合機製作出(chū)合理解釋,Er∶YAG 激光切割後牙本質的粘接需要(yào)用專門的酸蝕(shí)及粘(zhān)接界麵處(chù)理方法,方能獲(huò)得穩定長效的粘接效(xiào)果,進而促進牙科激(jī)光在臨床(chuáng)上的推廣應用[2,20].
投稿箱(xiāng):
如果您有機床行業、企業相關新聞稿件(jiàn)發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件(jiàn)發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業界視點
| 更多
調查")
行業數據(jù)
| 更(gèng)多
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區(qū)金(jīn)屬切(qiē)削機床(chuáng)產量數據
- 2024年11月 軸承出(chū)口情(qíng)況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源(yuán)汽車銷量(liàng)情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬(shǔ)切削機(jī)床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型乘用車(轎車)產量數(shù)據
博文選萃
| 更多
- 機械加(jiā)工過程圖示
- 判斷一(yī)台(tái)加工中心精度的幾(jǐ)種辦法
- 中走絲線切割機床的發展(zhǎn)趨勢
- 國產數控係統和數(shù)控(kòng)機床何去何從?
- 中國的技(jì)術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行(háng)業最新(xīn)自殺性營銷,害(hài)人害己!不(bú)倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實(shí)麵前(qián),國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能(néng)
- 車床鑽孔攻螺(luó)紋加工方法及工裝設(shè)計(jì)
- 傳統鑽削與螺旋銑(xǐ)孔加(jiā)工工藝的區別