


激光(guāng)切割工藝參數對切割樟子鬆(sōng)切縫效率的影響
2017-3-27 來源:北華(huá)大學 作者:趙洪剛,劉彥龍,孫耀星,樂 磊,吳俊華
摘要: 激光加工在木(mù)材加工中的應用越來(lái)越(yuè)廣泛,具有傳統機械加工不可比擬的優勢。影響激光切割(gē)木材效率的因素主要有切(qiē)割機參數和工件的性質(zhì),由於木材的性質很複雜,並且激光切割(gē)時的鏡頭高、功率、切割速度等參數具有(yǒu)交互作(zuò)用,造成三因素同時作用的顯(xiǎn)著性不(bú)明(míng)顯,使(shǐ)激光切割木材(cái)的效率不易控製。為獲(huò)得更理想的切割效率,對激光切割木材的工藝參數(shù)進行了試驗(yàn)研究。為了減少各種因素交(jiāo)互作(zuò)用(yòng)的影(yǐng)響,細化加工參數,分析鏡頭(tóu)高和功率二因素對切割縫深的(de)影響程度,以樟子鬆(sōng)為例,采用二因素完全隨(suí)機重複試驗方法,在切割速(sù)度(dù)一定的條件下( v =100 mm/s) ,確定鏡頭高和(hé)功率對縫深的影響。通過方差分析以及多重比較分析(xī),確定合理的參數為功率41. 6 W、鏡頭高 6 mm,或(huò)者(zhě)功率 65 W、鏡頭高 6. 5 mm。在此條件下可得最大切割縫深為 4. 5 ~ 6 mm。
關鍵詞: 樟子鬆; 激光切割; 切縫深度; 鏡頭高; 激光功率; 木(mù)材切割(gē)速度
使用傳統的木(mù)工機械加工(gōng)木製品工藝複(fù)雜,激(jī)光加工作(zuò)為新工藝,應(yīng)用越來越廣。激光發(fā)散度小,相幹性好,激光束通過聚焦(jiāo)後形成很高功率的熱源。激光切割木材就是(shì)木材受到聚焦後的(de)高能熱源———激光(guāng)束照射,使木(mù)材(cái)在(zài)很小的體積內(nèi)溫(wēn)度急速上升,達到熔(róng)化(huà)、氣化(huà),以致(zhì)材料被穿透[1 - 3].
激(jī)光加工以其獨特的性質在木材加工( 特別是鋸切) 中(zhōng)顯示其優點: ①材料浪費少,激光切割切縫(féng)寬度一般小於 1 mm,如果參數選擇合理,可以達到 0. 1 mm 左右(yòu),而鋸切鋸路寬通常為 2.5 ~5 mm; ②環境汙染小,激光切割噪聲極小,無粉塵,而傳統木(mù)材加工不僅需要安裝除塵(chén)設施,尖銳刺耳的噪聲(shēng)還給工人的身心健康帶來很(hěn)大的危害; ③激光切割是非接觸加工,無切削力,工件無變形,切(qiē)割精(jīng)度高,速度快; ④無需刀(dāo)具,甚至不需(xū)要夾具,機(jī)床通用(yòng)性好,生產成本(běn)低; ⑤工人勞動(dòng)強度低,安全(quán)性高。但激光加工也有一些缺點,如(rú)煙霧稍大、有微量輻(fú)射、參數不當甚至易引發(fā)火災從而需注意安全。通常(cháng)切割(gē)深度不(bú)宜超過 30 mm,不適(shì)合凸(tū)凹(āo)程度較大的立體加(jiā)工; 有燒蝕現象(xiàng),平麵(miàn)影雕效果(guǒ)一般。目 前 對 激 光 加 工 木 材(cái) 的 研 究 相 對 來 說(shuō) 較少(shǎo)[4 - 7],如果激光切割參數選擇(zé)不合適,激光加工的優勢效果就不能充分發揮。因(yīn)此(cǐ),筆(bǐ)者以樟子(zǐ)鬆為例(lì),研究激光(guāng)切(qiē)割木材過(guò)程中參數的合理(lǐ)選擇對(duì)切割效率的影(yǐng)響(xiǎng)。
1.材料(liào)與方法
1.1 試驗(yàn)設備及材料
設備: CO2激光切(qiē)割機 CMA1390 型,最大切割尺寸1 300 mm × 900 mm,激光發生器功率 130 W,工作輸(shū)出(chū)電流 50 m A,整機總功率(lǜ) 1. 25 k W,切割(gē)速度(dù) 800 mm/s。係統支持軟件及版本(běn): Smart Carve4. 3。細木工帶鋸(jù)機和帶移動工作台鋸板機,砂光機,體視顯微鏡( OLYMPUS - SZX16) 。材料: 樟子鬆( Pinus sylvestris) 木材,幹材,試件尺寸 1 000 mm × 90 mm × 10 mm。
1. 2 試驗目標及方法
激光(guāng)切割的工藝參數較多(duō),有鏡頭高(gāo)、最大和最小功率、氣流、噴(pēn)嘴(zuǐ)直徑等(děng)[8 - 11]。切割效率包括切縫深度( 縫深) 、切(qiē)割速度等。切(qiē)口質量也包含很多方麵(miàn),如切縫的寬度和均勻程度( 縫寬) ,切割的角度、切口的平整度、燒蝕程度等,此次研究試驗目標定位為切透 5 mm 厚板材確定合理的(de)工藝參數。因此主要研究激(jī)光加工切割參數對縫深指標(biāo)中順紋切割,即 0°角切割的影響。在前期(qī)激光切割木材試驗中發現,不同切割(gē)角度對縫寬、燒蝕(shí)程度等切割質量有一定的影響,而對縫深的影響卻很所以此次研究(jiū)忽略切割角的影響,以確定合理的切割參數。
在切割(gē)速度一定的條件下,主要測量激光切割機切割工藝參數中鏡頭(tóu)高( 指鏡(jìng)頭到(dào)試樣的(de)距離,該參數反映了激光聚焦效果,即功率密度) 和功率對工件切割效率中主要參數縫深的影響。鏡頭高對切割效(xiào)率及質量影響均較大,鏡頭高(gāo)合適時,聚集效果好,光束細(xì),功率密度大,切口縫寬小,切割深度也會較大,而且切口處(chù)木材氣化迅速,對切口附近的影響區域小,燒蝕程(chéng)度(dù)也小。為(wéi)避免自行(háng)設置加速度對機器(qì)部件的影響,均采(cǎi)用機器默認加速度。為減少切(qiē)割過程中啟動和停止加速度對切割速(sù)度變(biàn)化的影響,要求切縫有一定(dìng)的長度,設(shè)定每條切縫長度為 100 mm,順紋切割。
前期研究,功(gōng)率、速度、鏡頭高三因素中單一因素作用顯著性明顯(xiǎn),特別是鏡頭高具有明顯的顯著性,次要影響因素是速度,然後是功率。但三因素具有交互作用(yòng),三因(yīn)素(sù)同時作用時顯著性不明顯[12]。所以采用二因素完全隨機等重複試驗方法設計試驗[13]。此次研究是製作拚花地板的前期(qī)研究工作,根據(jù)前(qián)期研(yán)究基礎[12],功率達(dá)到 78 W 時(shí)燒灼程度較大,為不影響拚花地板的藝術效果,燒灼程度不宜過大,同時根據優先(xiān)數係的選擇規(guī)律,選擇激光功率( 因素 A) 的水平 A. 為 13 W、A. 為(wéi)41. 6 W、A. 為 65 W 作為最大功率,為了(le)減小(xiǎo)起止位(wèi)置激光頭運行加速度造成(chéng)速度不均勻的影(yǐng)響,選擇對(duì)應水平的最小功(gōng)率分別為 6. 5、26、39 W。鏡頭(tóu)高過小或者(zhě)過大,除了燒灼現象顯著,縫深和縫寬變化也非常顯著(zhe),而且鏡頭高過小,產生的(de)煙霧會在沒有來得及被(bèi)抽風機抽走的時候對鏡(jìng)頭產生一定的汙染(rǎn)。同時需保證後續數據處理中方差分析所需的自由度數目限製,所以鏡頭高( B) B1,B2,B3,…,B16分(fèn)別取值為 3. 5,4. 0,4. 5,…,11 mm。
2.結果與分析
2.1 試驗初步分析
在測量(liàng)中發現,即使是(shì)同一條切縫,縫深(shēn)也有差別,通常在 1 mm 以內,個別(bié)的差值達到 2 mm( 按(àn)粗大誤(wù)差剔除) 。經過仔細觀察運行時的(de)切割狀態,認為這是由(yóu)於機器部件(jiàn)在啟動和停止時不可能驟停驟止(zhǐ),由於加(jiā)速度的存在,使激光管(guǎn)在運行過程中的切(qiē)割速度並不是絕對勻速的,特別是當切縫較短、切割速度較快(kuài)時,縫深(shēn)不均勻現象更明顯。另外,啟動處縫深較大,停(tíng)止處縫(féng)深(shēn)較小,說明在Smart Carve 4. 3 中設置加工路徑對切割狀態也有影響。因此(cǐ),切割切(qiē)縫時注意不(bú)要太靠近兩端。切(qiē)縫首末兩端有時(shí)有被切透的小孔,加大最大功率和最小功率的差值會減少這種現象(xiàng),但最大功率和最小功率差值不宜(yí)超過 20% ,通常取(qǔ) 10% 左右為宜,否則會加大縫(féng)深不均勻現象,對激光管壽命產生一(yī)定程(chéng)度的影(yǐng)響。
在體視顯(xiǎn)微鏡下觀察和測量的縫(féng)寬和縫(féng)深狀態見圖 1。縫寬邊緣有燒灼(zhuó)現象,縫(féng)深一般呈 V 形,鏡頭高為 7 mm 左右時縫寬上(shàng)下差別小,而(ér)鏡頭高過大或者過小會使切縫的(de) V 形(xíng)非常明顯,縫寬也增加,炭化現象明顯。此次研(yán)究隻討論鏡頭高(gāo)和功率對縫深的影響,對其他因素(sù)的影響忽略。
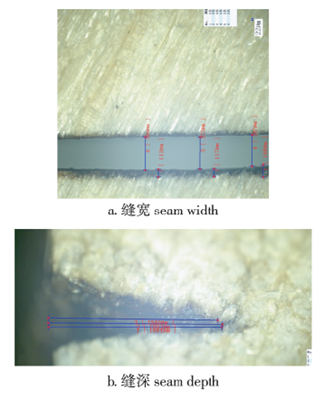
圖 1 切(qiē)割試樣(yàng)狀態
2.2 試驗數據處理及方(fāng)差分析
由(yóu)於影響激光切割樟子鬆的主要因素是鏡頭高(gāo),所以應該先確定合適的鏡頭高,為突出顯著性,選擇鏡頭高和功率作為二因素。因此,令速度一定( 由於此次研究目標是製作拚花地板,需要達到一定的(de)切割深度,因此取切割(gē)速度 v = 100 mm/s) ,改變鏡頭高(gāo)和激光功率,建立二因素完全隨機等重複試驗模型[13]。激光功率、鏡頭(tóu)高交互作用對縫深的影響見表 1。
對(duì)表 1 中數(shù)據進行方差分析,結果見表 2。
表 1 鏡頭高和激光功率二因素作(zuò)用對切割(gē)樟子鬆(sōng)縫深的影響
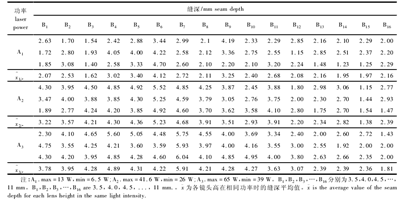
表 2 不同鏡頭高、功率作(zuò)用下的(de)縫深方差分析
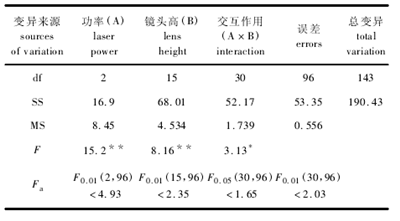
從表 2 可以(yǐ)看出,功率和鏡頭高(gāo)對縫深的影響(xiǎng)均為極顯著,鏡頭高比功(gōng)率對(duì)縫深影響程(chéng)度大,鏡頭高和功率二者交(jiāo)互作用(yòng)顯著,但交(jiāo)互作(zuò)用(yòng)的影響程度比單一因(yīn)素的影響程度小,所以在確定切割(gē)參數時,應該固定某一因素(sù),然後(hòu)調(diào)整另一個因素,如從此次試驗看,應該先確定合理的鏡頭高範圍,然後(hòu)確定合(hé)理的(de)功率範圍。
由於鏡頭高(gāo)、功率以及它們的交互作(zuò)用(yòng)均顯著,可采用 SSR 法進一步處理,其多重比較結果表明鏡頭高與功率的交互作用為 A3B7( 即功率取65W,鏡頭高(gāo)取(qǔ) 6. 5 mm ) ,或者 A2B6( 即(jí)功率取41. 6 W,鏡頭高取 6 mm) 時,較為合適,可得最大切割縫深為 4. 5 ~ 6 mm。這與(yǔ)一些研究者得出鏡頭高為 2、5 mm 或 者 7. 5 mm 合 適 的 結 論 不同[14 - 16],筆(bǐ)者認為這是由於試驗條件的不同所致,這也體現了激光切割木材的複雜性(xìng)[17]。
3.結語
1) 功率和鏡頭高對縫深的影響均極為顯著,鏡頭高比功(gōng)率對縫深影響程度(dù)大,鏡頭高和功率交互作用顯著,但交互作用的影響程度比單一因素影響程度小。
2) 在速度 100 mm / s 時,確定(dìng)切割縫深合理的參數是功率 41. 6 W、鏡頭高 6 mm,或者功率(lǜ) 65 W、鏡頭高 6. 5 mm,切割縫深可達 4. 5 ~ 6 mm。由於各種木材性能的差異和各種參數的交互作用比較複雜,尚需進行進一步的研究。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞(wén)稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞(wén)稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
州金(jīn)馬")
業界(jiè)視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產量數據
- 2024年11月 分(fèn)地區金(jīn)屬切削機(jī)床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月(yuè) 基(jī)本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金屬切(qiē)削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型(xíng)乘(chéng)用車(轎車)產量數據
博文選萃
| 更(gèng)多
- 機械加工過(guò)程(chéng)圖示
- 判斷一台加(jiā)工中心精度(dù)的(de)幾種辦法
- 中走絲線切割機床的發(fā)展趨勢
- 國(guó)產數控係統和數控機床何去何從?
- 中國的技術工人都(dōu)去哪裏了(le)?
- 機械(xiè)老板做了十多年,為何還(hái)是小作(zuò)坊?
- 機械行業最(zuì)新自殺性營(yíng)銷,害人害(hài)己!不倒閉才
- 製造業大逃亡(wáng)
- 智(zhì)能(néng)時(shí)代,少談點智造,多談點製造
- 現實麵前,國人沉(chén)默。製造業的(de)騰飛,要從(cóng)機床
- 一文(wén)搞懂數控(kòng)車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別