


電火花線切割電參數對crl2MoV材料去除率與表麵粗糙度的影(yǐng)響
2017-1-22 來源:太原理工大學機械工程學(xué)院 作者:殷靜(jìng)凱,李文斌
摘(zhāi)要(yào):Crl2MoV作為通用的模具鋼,電火花線切割加工工(gōng)藝參數是(shì)影響其材料去除率(lǜ)與(yǔ)表麵粗糙度的(de)主要因素。通過改變電火花線切割的電參(cān)數,對加工crl2MoV的(de)性能指標進行研究。結果(guǒ)表明:隨著脈寬時間的增加(jiā),材(cái)料去除率增加,但同時表麵粗糙度也增加(jiā);峰值電流對材料去除率和表麵粗糙度的影響規律同(tóng)脈寬時間一(yī)樣(yàng);脈間時間增加時(shí),材料去除率減小,但對表麵粗糙度的影響不顯著且脈間時間為(wéi)25鬥s時其達到最小;間隙電壓增加時,表麵粗糙度減小,對材料去除率(lǜ)的影響較小。
關鍵詞:Crl2MoV;電火花線切割加工;電參數;材料去除率;表麵粗糙度
0.前言
電火花線切割加工(wire cut Electrical DischargeMachining,wEDM)作為(wéi)現代工業一種重要的加(jiā)工方式,與傳統加工方(fāng)式相比具有突出優勢,它不是依靠切削力來去除材料,加工過程不與工件接觸,所以它(tā)可以加工任何硬度、強度、韌性(xìng)、脆性的金屬。基於此性(xìng)質,電火花線切割加工廣泛(fàn)地應用於模具行業。電火花線切割的出現滿足了模具製造的要求,從而帶(dài)動了製造業的(de)發展。Crl2MoV,冷作模具(jù)鋼,此材料具有較好的耐磨性、淬透性、淬硬性、強韌性、熱穩定性、抗壓強度,綜台性能優良和廣(guǎng)泛的適應性,用(yòng)於製造冷作模具(jù)。為了提高(gāo)模具成型(xíng)精度,避免熱加工(gōng)對模具零件的影響,線切割加工往往安排在(zài)模(mó)具熱處理後進行。而crl2MoV經過熱處理後硬度大於等於HRc60,利用傳統切削方式加工很困難,且對刀具損害較大,故綜合電火花(huā)線切割的優勢,選擇(zé)利用其加工Crl2MoV鋼。許多學者已經對利用線切割加工crl2MoV進行(háng)了研究,朱繁康(kāng)等舊1對crl2MoV鋼衝模利用線(xiàn)切割加工時的(de)開裂失效進行了(le)分析,並進行了工藝的改進。吳光輝進行(háng)了Crl2MoV基(jī)於線切(qiē)割的熱處理工藝研究,通過一係列實驗得出了Crl2MoV在經(jīng)過改進的熱處理工藝處理後,利用線切割對其進行加(jiā)工能(néng)夠得到更好的加工精度。同時(shí),關於電火花線切(qiē)割的工藝參(cān)數對加工過程影響的文章也(yě)有涉及,馮巧(qiǎo)波等p’以DK7625P慢走絲電火(huǒ)花線切割機(jī)床為平台,以40Cr為實驗材料進行研究,得出了放電(diàn)脈寬時間、伺服速度、伺服基準電壓、電極(jí)絲張力和電極絲速度等參數對加工精度的影響。戴士傑等(děng)H1研究了電火花
線切割(gē)機床的電參數(shù)與非(fēi)電參(cān)數對加工工藝指標的影響並(bìng)提出了改進措(cuò)施。但關於電火花線切割的工藝參數對於加工crl2MoV時性能指標的影響研究鮮有報(bào)道。鑒於此,本文作者采用控製單因素變量法,通過探討脈寬時間ON、脈間時間OFF、峰值電流IP和間隙電壓sV等電(diàn)火花(huā)線切割(gē)加工的電(diàn)參數¨o對加工Crl2MoV鋼材料去除(chú)率與表麵粗糙度的影響,改善電火花線切割對crl2MoV的加工性能(néng),從而為生產實踐提供理論依據。
1.實驗設備及方法
文中次實驗的平台是北(běi)京阿奇夏米爾公司AcrI'sPARK Fw-1型數控高速(sù)走絲電火(huǒ)花線切割(gē)機床,電極絲采用咖0.18 mm的鉬絲,實驗材料為經過熱處理的crl2MoV鋼,厚度為20 mm、工作液為12%線切割乳化液,研究的電參(cān)數(shù)為脈寬時間0N、脈間時間0FF、峰值電流IP和間隙電壓SV。其中脈寬時間的真實放電時間等於(yú)(ON+1)鬥s,脈間(jiān)時間的真實間隔時間等於(OFF+1)×5鬥s。文中考察的時間與加工表麵積比值計算,表麵粗糙度通過(guò)TR200手持式粗糙度儀進行測量。文中采用控製單因素變量法,即改變某一參數來研究該參(cān)數對兩項性(xìng)能指標的影響,通過將(jiāng)每個參數從小到大分4個數值進行研究,記錄數據,並繪製相應圖表以(yǐ)直觀分(fèn)析。
2.實驗結果與分析
2.1 脈(mò)寬時間ON的影響
脈(mò)寬時(shí)間是(shì)脈衝電流持續(xù)的時間,決定單個脈衝能量大小的因素之一舊1。通過改變脈寬時間的數值(7、8、9、10“s),在每(měi)一數值下進行加工,研究不同的脈寬時間對材料去除率與表麵粗糙度的影響(xiǎng)。脈兩項性能指標,材(cái)料去除率利用機床係統記(jì)錄的(de)加工寬時間作為單一變量時,實驗結果如表1。
表1脈寬時間(jiān)變化的影響

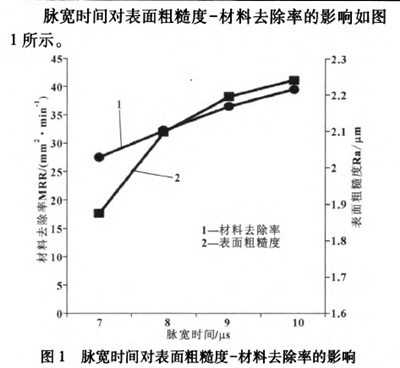
從圖1中可以看出,隨著(zhe)脈寬時間的增加,材料去除率增加,但(dàn)同時表麵粗糙度也增加。電火花線切割(gē)加工是利用(yòng)電極絲做電極,對工件(jiàn)進行放電,來蝕除金(jīn)屬,切割成形的。隨著脈寬時間的增加,放電能量增加,加工速度提高的同時,放電凹坑增大,表麵質量下降。故必須在滿足加工精度(dù)的基礎上調高脈寬時間來提高加工速度,同時也不能隻考慮加工速度而無(wú)限的增加(jiā)脈寬時問,因為過大的脈寬時間會使得蝕(shí)除物來(lái)不及排除,嚴重(chóng)時甚至會(huì)引起(qǐ)斷絲,影(yǐng)響加工效率和表麵(miàn)質量。
2.2脈間時間OFF的影響
脈間時間作為對線切割加工性能影響的重要電參數,脈間時(shí)間影響極間的(de)消電離。通過改變脈間時間(20、25、30、35鬥s),以此研究它的作用規(guī)律,同脈寬時間一樣,表2為將脈(mò)問時間作為單一變量得到(dào)的實驗結果。圖2所示為脈間時間對表麵粗(cū)糙度一材料(liào)去除(chú)率的影響。
表2脈間時間變化的影響(xiǎng)
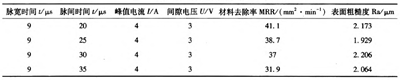
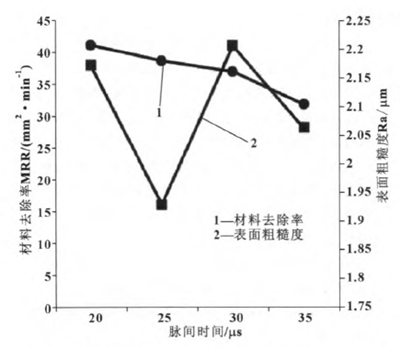
圖2脈間時間對表麵粗糙(cāo)度一材料去(qù)除率的影響
由圖(tú)可(kě)知,脈間時間減小時平均電流增(zēng)大,切割速度加(jiā)快,但是脈問時間不能太小,以免引起電弧和斷絲"]。隨著脈間(jiān)時間的增大,材料去除率(lǜ)減小,這是因為單位時間內放電次數減少影響加工速度。而表麵粗糙度呈現先下降後上升的趨勢,當脈間時間為25燦s時其達到最小。說明脈(mò)間時間過大(dà)或過小都會影(yǐng)響表麵(miàn)粗糙(cāo)度,當脈間時(shí)間太小,來不及(jí)消電離導致加工不穩定;相反脈間時間增大會造成加工質量的(de)下降,還有可能造成(chéng)短路。
2.3峰值電流IP的影響
峰(fēng)值電流也是決(jué)定單個(gè)脈衝能(néng)量大小的因素之一,峰值電流對材料(liào)去除率(lǜ)和表(biǎo)麵粗糙度的影響都很大。如表3是峰值電流作為單一變量(2、3、4、5A)得到的實驗結果。
表3峰值電流(liú)變化的影(yǐng)響

圖3為峰值(zhí)電流對表麵粗糙度一材料(liào)去除率的影響曲線
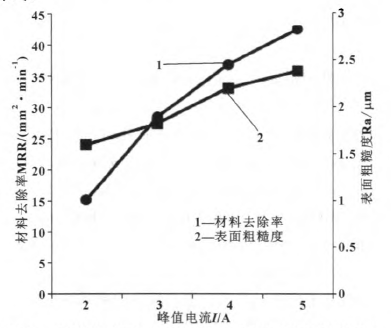
圖3峰值電流(liú)對(duì)表麵粗(cū)糙度一材料去除率的影響
由圖(tú)可知,峰值電流(liú)與脈寬時間對加工的影響很相似,隨著峰值電流的增大,材料去除率相應(yīng)提(tí)高,這(zhè)是因為峰值電流(liú)的增加(jiā)同樣增大了單個脈衝的能量,而使材料的蝕(shí)除速(sù)度(dù)加快。但是峰值電流不能過大,峰值電流過大就會使加工過程中產生的電腐蝕產物體積變大,無(wú)法順利排出,使加工不穩定,甚至會引起斷絲。隨著峰值電流的增加,放電能(néng)量的增強,表麵粗糙度也會增大。
2.4 間隙電壓SV的影響(xiǎng)
間隙電壓是電極絲與工件之間的加工電壓,間(jiān)隙電壓(yā)可引起加(jiā)工間隙的改變,隨(suí)著間隙電壓的提高會增大加工間隙,有利(lì)於(yú)排屑。如表4,控製間(jiān)隙電壓為單一變量(2、3、4、5 V),得到材料去除率和表麵粗糙度變化的數據。
表4間隙電壓變化的影(yǐng)響

如圖4所示,隨(suí)著間隙電壓增加,材料去除(chú)率變(biàn)化很小,間隙電壓對於加工速度的影響是有(yǒu)限的(de),但當間(jiān)隙電壓為3 V時,材料去除率達到最大。間隙電壓取值(zhí)過小,會(huì)造成放電間隙小,排屑不暢,易短路;反之,使(shǐ)空載脈衝增多,會影響加(jiā)工速度。同樣間隙(xì)電壓對於表麵粗糙度的影響也很小,但總體(tǐ)呈下降趨勢。間隙(xì)電壓的增加會提高加工的穩定(dìng)性,所以隨著間隙電壓的增加,表麵粗糙度減小,一定程(chéng)度地提高了表麵加工質(zhì)量。
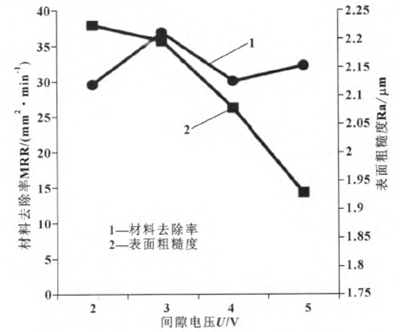
圖4間隙電壓對(duì)表麵粗糙(cāo)度一材料去除率的影響
3.結束語
材料去除率和表麵粗糙度是電火(huǒ)花線切割加工性能的重要指標哺j,同時是一(yī)對矛盾的指(zhǐ)標一1,脈寬時間和峰值電(diàn)流是影響兩項指標(biāo)的重要參數,脈間時間和間隙(xì)電壓的作用(yòng)同樣不可忽視。文(wén)中的(de)目的是通過研究各個電參數(shù)對這兩項性能指標的影響規律,為電火花線切割高效加工crl2MoV的深入研究提供理論(lùn)依據,從(cóng)而指導實際生產,根據實際(jì)生產的需要來選取加工參數。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
")
行業數(shù)據
| 更多
- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區金屬切削機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型(xíng)乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地區(qū)金屬切削機(jī)床產量數據
- 2024年(nián)10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車(chē))產量數據
博文選萃
| 更多
- 機械加(jiā)工過程圖示
- 判斷一台加工(gōng)中心精度的幾種辦法
- 中(zhōng)走絲線(xiàn)切割機床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國(guó)的技術工人都去哪裏了?
- 機械老板做(zuò)了十多年,為何還是(shì)小作坊?
- 機械行業最(zuì)新自殺性營銷,害人(rén)害己!不倒閉才
- 製造業大逃亡
- 智能(néng)時代,少談點智造,多(duō)談點製造
- 現實麵前,國人(rén)沉默。製造業的騰飛,要從機床
- 一文搞(gǎo)懂數控車床加工刀(dāo)具補償功(gōng)能
- 車床鑽孔攻螺紋(wén)加工方法及工裝設(shè)計
- 傳統鑽削與螺旋銑孔加工工藝的區別(bié)