


弧比變化對電火花沉積Ni201修複層界(jiè)麵行為的影(yǐng)響
2016-12-14 來源:江西(xī)理工大學 作(zuò)者:趙運才 劉宗陽 楊雷雷
摘要:再製造修複設備工藝參數選(xuǎn)擇是決定修複層質量的關鍵因素。利(lì)用電火花(huā)沉積技術,在Q235鋼表麵製備Ni201修複改性層,對(duì)比分析弧比取不同(tóng)值時對修複層質量的影響,並利用掃描電鏡(SEM)、能譜儀(EDS)、X射線衍射(XRD)等檢測方法,研究了修(xiū)複層與基體結合界麵的微觀結構、元素分(fèn)布(bù)及相組成。結果表明:弧(hú)比取值在35%~45%之(zhī)間時,修複層組織(zhī)均勻致密(mì),基體元(yuán)素與修複層元素相互擴散形成冶金(jīn)結合,修複層主要由Fel9Ni、C03Fe7、Fe0.9Si0.1和CO.055Fel.945相組成。
關鍵詞:電(diàn)火花沉積;弧比;Q235鋼;界麵行為
0. 引言
電(diàn)火花沉積(electro—spark deposition,ESD)技術實質上是一種微弧焊接工藝Ⅲ,是在惰性(xìng)氣體環境中,利用旋(xuán)轉電極與(yǔ)基體接觸(chù)形成的微弧脈衝(chōng)放電產生高密度能量,瞬間(jiān)產生高溫,將電極材(cái)料熔滲到金屬表麵形成合金強化層的一種(zhǒng)表麵修複強(qiáng)化技術。利用(yòng)電火花沉積技術在機械零件受損部位沉積修複改性層,可以修(xiū)複並提高(gāo)受損(sǔn)零部件的機械(xiè)使用性(xìng)能,從而延長機械產品的使用壽命,降低(dī)製(zhì)造成本,因此,電火花沉積技術在軍工、航空航天、醫療、礦山、汽車行業等領域得到了廣(guǎng)泛的(de)應用口。3]。隨著(zhe)表麵工程領域技術的不斷發展,電火花沉積技術已經成為(wéi)再製造技術中(zhōng)一(yī)項重要的製造工(gōng)藝。
由於電火花沉(chén)積技術在再製(zhì)造領域具有重要意義,許多學(xué)者采(cǎi)用不同的電火花沉積工藝參數,對修複(fù)層的微觀組織及力學性能等進行了不同(tóng)角度的研究,但目前針對不同電火花沉積工藝參數下(xià)製備Ni201修複層界麵行為(wéi)影響的研究(jiū)較少,且Ni201抗腐蝕、耐高溫性能良好,用作修複工件表麵缺陷(xiàn)的材料可以得到表麵質量(liàng)高、加工性能好的修複層,因此,本(běn)文(wén)利用電火花沉積技術,采用不同的弧比(微弧放電時間(jiān)長短的百分比)作為(wéi)主要(yào)對比參(cān)數,在Q235鋼表麵沉積Ni201修複層,對不同參數下的修複層質量進行對比研究,並對修(xiū)複(fù)層與基體結合界麵的顯微組織、物象組成(chéng)、元素分布進(jìn)行研(yán)究(jiū)分析,以期為(wéi)電火花沉積技術在(zài)再製造領域(yù)的實際應(yīng)用(yòng)與推廣提供理論依(yī)據。
1.實驗(yàn)材料和方法
1.1沉積材料及工藝參數
電火(huǒ)花沉(chén)積工藝采用DHD一6000型(xíng)電(diàn)火花沉積設備,修複層由人工手持沉積槍在氬氣保護(hù)下製備完成,放電脈衝輸出頻率40~1200 Hz可調,弧比、轉速0~100%連續(xù)可調。電極材料為$2 mm的Ni201,主要化學成(chéng)分(質(zhì)量分數(shù))見表1基體材料為Q235鋼,沉積時基(jī)體試樣尺寸為50 mm×50 mm×10 mm。實驗前,先用400目砂紙將基體待(dài)沉積麵的氧化(huà)層除(chú)去,再用丙酮溶液對基體進行(háng)清洗去汙並風幹,依據沉積設備使用(yòng)說(shuō)明(míng)書,按照表2中的沉積工藝參數進行電火花沉積,沉積(jī)時電極伸出沉(chén)積(jī)槍(qiāng)的長度為10 mm。
表1 電極材料的主要(yào)化學(xué)成分(質量分數) %

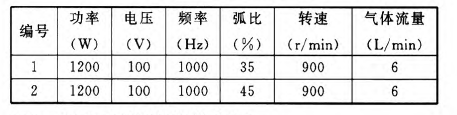
表2 沉積工藝參數
1.2 Q235鋼焊接性能分析
基體Q235鋼的(de)化學成分(fèn)如表3所示,根(gēn)據國際焊接學會(IIW)推薦的碳當量公式:
表3 Q235鋼的主要化學成分(質量(liàng)分數) %

1.3 實驗方法
修複層製備完成後,利用線切割將沉積試樣製成10 mm×10 mm×10 mm的檢測試樣,依次分別用800、1500、3000目的砂(shā)紙和金相拋光機(jī)將檢測試樣橫截麵拋光至光亮(liàng)的鏡麵。對於用於金相組織(zhī)觀察的試樣,其基(jī)體Q235鋼部分用4%的硝酸酒精溶液腐蝕(shí),Ni201修複層(céng)部分用王(wáng)水腐蝕(shí)。對(duì)於用於其(qí)他檢測項目的試樣,最後統一用4%的硝酸酒精溶液腐蝕,以備檢測。
采用MLA650F型掃(sǎo)描(miáo)電子(zǐ)顯微鏡(SEM)對修複層與基體結合界麵的顯微組織進(jìn)行觀察(chá)分析,結合能譜儀(EDX)分析修複層元素分布情況,采用Empyrean型X射線衍(yǎn)射儀對修複層(céng)物相成分進行分析。
2. 實驗結果與討(tǎo)論
2.1 修複層界麵形貌分析
電火花(huā)沉積參數(shù)弧比取值35%和45%時所(suǒ)獲得(dé)的修(xiū)複層界(jiè)麵形貌分別如圖1a和(hé)圖1b所示。由圖(tú)1a可以看出,修(xiū)複層光滑致密,沒有細微的孔洞、裂縫等微觀缺陷,修複(fù)層(céng)與基體緊密結合。圖1b則表現出(chū)明顯的(de)修複缺陷,結合界麵處的基體一側存(cún)在(zài)一條顯微(wēi)裂縫(約3~5μm),這可能是由(yóu)於多次單點沉積(jī)後(hòu)釋放的熱量產(chǎn)生的熱(rè)應(yīng)力經疊加後超過基體強度導致的。由於修複層製備完成後基體殘餘(yú)熱量的大小是由沉積過程中單次微弧脈(mò)衝放電釋放的能量決定的,而單次微弧脈衝放電釋放的能量大小(xiǎo)與弧比取值(zhí)大小有關,弧比代表的是微弧放電時間長短的百分比,因此隨著弧比取(qǔ)值的增大(dà),微弧放電時問(wèn)得到延長,電極與基體每次接觸釋放的能量(liàng)增加,多次單點沉(chén)積後對基體的累積熱輸入量也隨之增加,導致熱應力增大(dà),當熱應力大小超過基體自身的強度時,將會在靠近熔合線的基(jī)體一側產生顯微裂紋。因此修複層質量(liàng)的好壞與電火花沉積時弧比取值範(fàn)圍的(de)控製緊密相關。由以上分析(xī)可知,在Q235鋼表麵沉積Ni201修複層時,弧比取(qǔ)值應在35叱左右.不宜韶討45%。
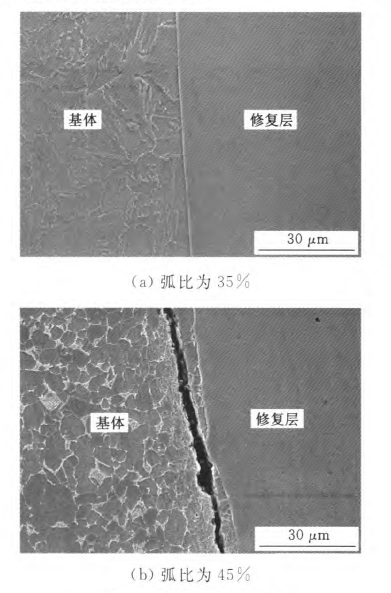
圖1 修複層界麵形貌
2.2 結合界麵顯微組織分析
以下均為其他參數不變的情況下(xià),弧比取(qǔ)值為40%時獲得的實驗結果。圖2所示為(wéi)基體Q235的金(jīn)相組織,可看出,組織中主要分布著片狀(zhuàng)鐵素體和(hé)珠(zhū)光體,由於放大倍數較小(20倍),因此珠光體呈(chéng)現為一團黑色。圖3所示為電火花(huā)沉積(jī)Ni201的修複層組織,主要是呈柱狀晶形態的鑄態組織,其中(zhōng)含(hán)有少量的夾雜。圖4所示為(wéi)弧(hú)比取值40%時得到的修複(fù)層(céng)結合界麵。由結合界麵(miàn)宏觀形貌(圖4a)可看出(chū),修複層與基體結合緊密,結合處沒有出現縫隙等熔合缺陷,基體一側(cè)零星分布著一些黑色物(wù)質,這是沉積過程中析出(chū)的碳化物因腐蝕過度而變黑。圖4b為(wéi)電火花沉積Ni201修複層與基體結合(hé)處
橫截麵的SEM照片(piàn),可看出,在修複層區域,修複
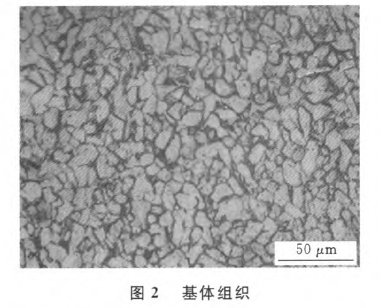
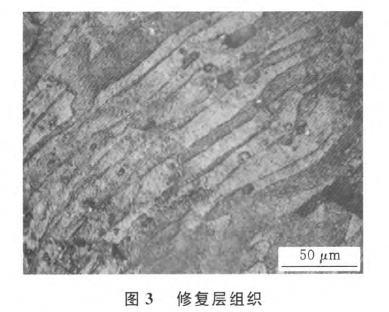
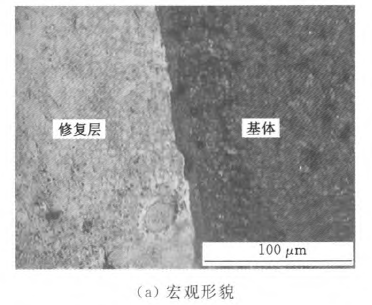
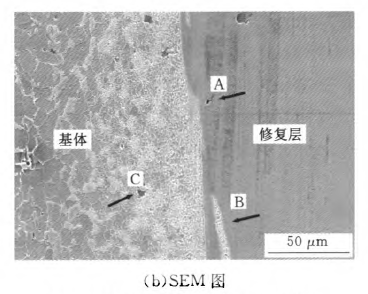
圖4 修複層橫截麵圖(弧比40%)
層組織均(jun1)勻致密,部分區域留有少量拋磨的劃痕,沒有明(míng)顯被酸腐蝕的痕跡,與基體相比,修複層的耐腐蝕性較好,由於修複(fù)層中的主要元素為Ni,容易被鈍化形成鈍化膜,所以可有效降低腐蝕敏感性,提高被修複(fù)零(líng)件的抗腐蝕性。
修複層區域A處是電火花沉積過程中形成的微(wēi)小孔洞(約1 gm),可(kě)能與下麵兩個因素(sù)有關:一是沉積時電極(jí)材料與基體接(jiē)觸瞬間產生的(de)高(gāo)溫將電極和基體材料熔化甚至汽化,保護氣體(tǐ)流量在某一時(shí)刻的(de)不穩定可能導致空氣溶解於熔融(róng)的金屬中,在迅(xùn)速凝固過程中,空(kōng)氣沒有及(jí)時排出導致形成微小(xiǎo)氣孔;另一因素是受到電火(huǒ)花沉積加熱、熔化、凝固過程中產生的拉伸熱應力影響,導致產生微孔。經(jīng)4%的硝(xiāo)酸腐蝕後,區域B的(de)組織(zhī)結構與基體相同,電火花沉積時,在脈衝放電瞬(shùn)間釋放的高密度能量的作用下,放電區域(yù)中的電極材料和基(jī)體材料被熔融成流體金屬,並相互熔(róng)合,冷卻之後形成(chéng)區域B的組(zǔ)織結構(gòu),由此說明(míng)電火花(huā)沉積是電極材料與基體材料合金熔合的過程。從圖4b中可以看出,部分區域出現(xiàn)低於基體原始界麵的不規則熔合線(xiàn),由(yóu)於沉積過程采用人工手持沉積槍操作(zuò),不(bú)可避免地(dì)在一(yī)些微小區(qū)域發生脈衝放電能量不均勻的情況,導致基體表麵熔化程度不同,因此熔合線並非理想的(de)直線。熔合線(xiàn)靠近基體(tǐ)一側出現密集而(ér)又(yòu)細小(xiǎo)的白色晶體組織,由於(yú)基(jī)體中的鐵(tiě)素體受到電火花微弧放電瞬間產生高溫的影響,發生再結晶現象,故而使得此處的組織被細化而形成了細小的晶體組織,該組織可以(yǐ)起到改善基體硬度和強度的作用。從圖4b還可以(yǐ)看出,基體部(bù)分也出現了少量的微孔(區域C),C處的微孔形成原因不同於修複層A處,電火花沉積在(zài)冷卻凝固階段的冷卻速率約為105K/s,由於快速冷卻(què),在沉(chén)積過程中會有少量的元素偏析,使已凝固部分的晶界前(qián)沿生長受到阻礙,導致基體產生微小孔洞。
2.3 結合界麵(miàn)主要元素分布
圖5所(suǒ)示為電火花沉(chén)積層界麵結合處主(zhǔ)要元素(sù)的(de)線掃(sǎo)描能譜結果,掃描長(zhǎng)度為41,am,可(kě)以看出(chū)Fe、Ni、Co三種主(zhǔ)要元素相互擴散明顯,元素的質(zhì)量分數呈梯度變(biàn)化的趨勢(shì),主要元素的質量(liàng)分數的梯度分布表明修複層與基體的結合(hé)方式為(wéi)冶金結合。元(yuán)素Fe的質量分(fèn)數由修複層到基體逐漸增大,說明(míng)Fe主要是由基體向修複層擴散,而在修複(fù)層中Fe的質量分數也很高,可能是由於沉積過程中產生的高(gāo)溫使沉積點處的基體處於熔融(róng)狀態,當旋轉電極與基體接(jiē)觸時,部分液態基體金(jīn)屬附著凝(níng)固在電極表(biǎo)麵形成一層包裹層,一方麵阻礙了電極元(yuán)素向基體(tǐ)擴散(sàn),另一方麵也使得元素Fe隨著電極材料沉積到修複層中,導致Fe元素在修複層中的(de)質(zhì)量分數較高。元素Ni的質量(liàng)分數由修複層(céng)到基體逐漸減小,說明Ni主要是由修複(fù)層向基體方向擴散,在深入基體一定距離時,Ni元素的質量分數減小到2%左右,雖然這些元素在基體與修複層都有分布,但分布區域很小,這是由於沉積時基體與修複層材料熔合區域(yù)的溫度雖然很高,但大部分熱量是通過基體釋放,冷卻凝固的(de)速度極快,導致元素擴散不夠充(chōng)分。Co元素分(fèn)布的變化不明顯(xiǎn),由於(yú)沉積(jī)過(guò)程中作為溶質的Co金屬半徑(o.125 nm)與溶劑Fe金屬半徑(0.126 nm)接近,兩(liǎng)者易(yì)於形成置換固(gù)溶體,產生固溶強化作用,因此在(zài)基體與修複層中都分布著一定質量分數的Co元(yuán)素。元素Fe和Ni的線掃描曲線在熔合線靠(kào)近修複層一側出現了一段狹小的緩衝(chōng)平台(tái)區域,由此表明在界麵結合處必然存在一個修複層與基體熔合的過渡區,過渡區域的存在證明沉積過程中(zhōng)基體元素與修複層(céng)元素之間確實發生了相(xiàng)互(hù)擴散的(de)現象。結合元素質量分數變化曲線與電(diàn)火花沉(chén)積(jī)的特點分析,過渡區域的(de)形(xíng)成可能與修複層被(bèi)基體元素稀釋和熔(róng)融合金快速凝固有關。
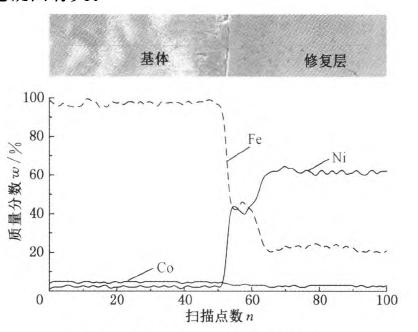
圖5結合界麵兀(wū)素線掃描結果
2.4修複層界(jiè)麵的物相分析
對Ni201修複層與基體(tǐ)的結合界(jiè)麵進行X射線衍射分析,結果如圖6所示。分析圖中物(wù)相衍射峰可知,修(xiū)複層界麵結合處主要由Fel9Ni和C03Fe7以及少量CO.055Fel.945和FeO.9Si0.1等相組成。CO.055Fel.945相的產生可以(yǐ)證明在(zài)修複層界麵處有馬氏體相的存在。修複層中含有的過渡族元(yuán)素Fe與Si形成的硬質相FeO.9Si0.1可以(yǐ)提高修複層的硬度。在電火花沉積過程中,作為電極材料的Ni201與(yǔ)基體Q235鋼表麵(miàn)接觸瞬(shùn)間會產生5000~25 ooo K的高溫(wēn),電極與基體在高溫的作用下熔化,此時在結(jié)合界麵處的基體一側會有大量(liàng)的Fe元素隨(suí)著熔化的過程擴散到熔融的電極材料中(zhōng),在凝固階段,基體與修複層結合界麵處形成了大量的Fel9Ni、C03Fe7與少量的FeO.9Si0.1,可以幫助改善基體Q235鋼的耐蝕性(xìng)能。經分析,上述(shù)新(xīn)相的存在證明電極材料中的元素與基體(tǐ)元素發生了冶金化學反應。這個過程中可能發生(shēng)的主要反應方程式如下:
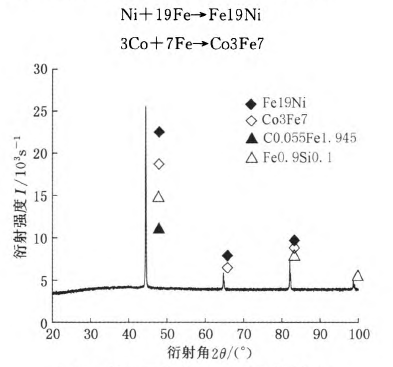
圖6修複層結(jié)合界麵XRD衍(yǎn)射圖
可見,沉積到Q235基體上的Ni201修複層,兩者不僅微觀組織發生了變化,而且也發生反應形成了新的產物,說明Ni201修複層不是在Q235基體表麵簡單(dān)的機械堆積(jī),由此也證明(míng)Ni201修複層與基體Q235鋼的主要結合方(fāng)式為冶金結合(hé)。
3. 結論
(1)電火花沉積Ni201改性修(xiū)複層,弧比取值35%時,修複層與基體結合緊密(mì),修複層界麵熔合線處實現光滑過渡,無明顯修複缺陷;而弧比取值45%時,結合界麵(miàn)處出現明顯沉積裂紋。弧比取40%時,修複層界麵狀況與弧比取值35%時相(xiàng)似,修複層組織均勻致(zhì)密,修複層組織(zhī)為柱狀(zhuàng)晶形態。
(2)修複層與基(jī)體結合處發生了以(yǐ)元素Fe和Ni為主的相(xiàng)互擴散現(xiàn)象,表(biǎo)明電火花沉積是一個合金熔合的過程。
(3)Fel9Ni、C03Fe7及少(shǎo)量CO.055Fel.945和硬質相FeO.9Si0.1等新相的產生,說明Ni201修複層與Q235基體(tǐ)中的元素發生了冶(yě)金反應,修複層為冶金結合層。
投稿箱:
如果您(nín)有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部(bù), 郵(yóu)箱:skjcsc@vip.sina.com
如果您(nín)有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部(bù), 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地(dì)區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎(jiào)車(chē))產量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年(nián)11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型乘用車(轎車(chē))產量數據
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中(zhōng)走絲線(xiàn)切割機床的發(fā)展趨勢
- 國產數控(kòng)係統和數控(kòng)機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械(xiè)行業最(zuì)新自(zì)殺性營(yíng)銷(xiāo),害人害己!不倒閉才(cái)
- 製造業大逃亡
- 智能時代,少談點智造,多談(tán)點製造
- 現實麵前,國人(rén)沉默。製造業的(de)騰飛,要從機床
- 一(yī)文搞懂數控車床加工(gōng)刀具(jù)補償功能
- 車床鑽孔攻螺紋加工(gōng)方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工(gōng)藝的區別