


日本武藤工業公司(總部:東京)將(jiāng)於2015年7月下旬(xún)開始銷售使用電弧焊接機和通用電弧焊絲(焊(hàn)條)的金屬3D打印機“Value Arc MA5000-S1”。這款3D打印機是武藤工業與東京農業大學研究生院(yuàn)工學研究院尖端(duān)機械係統專業的(de)教授笹原弘之(zhī)共同開發的。通過利用已有的焊接技術和通用材料,在(zài)降低價(jià)格的同時使操作變得更加容易。

對金屬實(shí)施造型的3D打印機大多是以激光器或電子束為熱(rè)源,以專用金(jīn)屬(shǔ)粉為材(cái)料。這些產品存在打印機本身以(yǐ)及附(fù)帶設備昂貴、可用的金屬粉末種類有限、金屬粉末不好操作等難點。而武藤工業的新產品同使用現有技術電弧焊作為熱源、使用(yòng)通用的電弧焊絲作為造型(xíng)材料(liào),解(jiě)決(jué)了(le)這些問題。
通過采用電弧焊,裝置的價格(gé)大幅降低。包含附帶設備在內,標準款式的價(jià)格為3000萬日元(不含稅)。不僅可(kě)對已有(yǒu)部件做追加造(zào)型,而且還可用(yòng)於增厚及修理用途(tú)。最大造型尺(chǐ)寸為500×500×500mm。根據材質及(jí)輸出條件的不同,可以每小時100~500mL的(de)速度實施造型。製作完成的工件不易形成空洞,具有高強度。
使用電弧焊絲,材料費可降至原來的1/10。不僅采購(gòu)容易,而且金屬的種類也很豐富,材料及成品(pǐn)的物性數據大多都(dōu)已公(gōng)開。另外,焊絲與金屬粉末相比操作容易,還可使(shǐ)用鎂等變成粉狀後具有危險性的金屬。使用金屬粉末(mò)時,每次改變金屬種類時都必須(xū)進行分解及(jí)清掃處理,而(ér)新(xīn)產品更換材料非常容易。
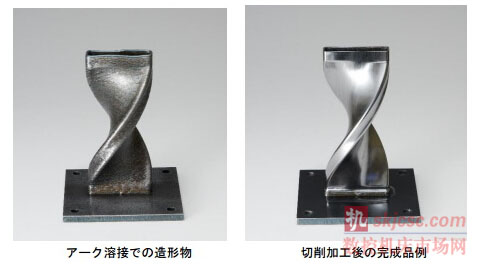
不(bú)過,目前的焊道寬度約(yuē)為3mm以上,積層高度約為1mm以上,不適合微細部分的造型。因此設想的使用(yòng)方式是,先使用新設(shè)備以低成本(běn)實施近終形(Near Net Shape)造型,然後(hòu)通過切削加工達(dá)到所需的精度(圖2)。適(shì)合(hé)使用(yòng)昂貴且難切削的材料來製(zhì)造形狀上(shàng)切削(xuē)部分較多的部件。(記者:鬆田 千穗)
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
州金馬")
牌調查")
- 機械加工過程圖示
- 判斷一台加工中心(xīn)精度的幾種辦(bàn)法
- 中走絲線切割機床的發展(zhǎn)趨勢
- 國產(chǎn)數控係統和數控機床(chuáng)何去何從?
- 中國的技(jì)術工人都去哪裏了?
- 機械老板做了十多年,為(wéi)何還是小作坊?
- 機械(xiè)行業最新自殺性營銷,害人害己!不倒閉(bì)才
- 製造業大(dà)逃亡
- 智(zhì)能時代,少談點智造,多談點製造
- 現實(shí)麵前,國人(rén)沉(chén)默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能(néng)
- 車床鑽(zuàn)孔攻螺紋加工方法及工(gōng)裝設計(jì)
- 傳統鑽削與螺(luó)旋銑孔加工工藝的區(qū)別(bié)