


一(yī)、機床絲錐斷裂(liè)的原因
1.機床絲(sī)錐品質不好
主(zhǔ)要(yào)材料,數控刀具設計,熱處理情況,加工(gōng)精度,塗層質量等等。例如,絲(sī)錐截麵過渡處尺寸差(chà)別太大或沒有設計過(guò)渡圓角導致應力集中,使(shǐ)用時易在應力集中處發生斷裂。
柄、刃交界處的截麵過渡處(chù)離焊口距離(lí)太近,導致複雜的焊接應力與截麵過渡處的應力集中相迭加,產生較大的應力集中,導致絲錐在使用中斷裂。例如(rú),熱處理工藝不當。絲(sī)錐熱處理(lǐ)時(shí),若淬火加熱前(qián)不經預熱、淬火過熱或過燒、不及時回火及清洗(xǐ)過早(zǎo)都有可能(néng)導致絲錐產生裂紋。很大程度(dù)上這也是國內絲錐整體性能不如進(jìn)口絲錐的重要原因。
2.機床絲錐選擇不當
對(duì)硬度太大的攻件應該選用高品(pǐn)質機床絲錐,如含鈷高速鋼(gāng)絲錐、硬質合金絲錐、塗層絲錐等。此外,不同的絲錐(zhuī)設計應用在(zài)不(bú)同的工作場合(hé)。例如,機床絲錐的排屑槽頭數、大小、角度等等對排(pái)屑性能都有影響
3.機床絲錐與加工的(de)材料不匹配
這個問題近(jìn)幾年越來越受到重視,以前國內廠家總覺得進口的好,貴的好(hǎo),其實是適合的好。隨著新材(cái)料的不斷增加和難加工,為了適應這種需要,刀(dāo)具材料的品種也在不斷地增加。這就需要在攻絲前,選擇好(hǎo)合適的絲(sī)錐產品。
4.底孔孔徑偏小
例(lì)如,加(jiā)工黑色金屬材料M5×0.5螺紋時,用切削(xuē)機床絲錐應該用選(xuǎn)擇(zé)直徑4.5mm鑽(zuàn)頭打(dǎ)底孔,如果誤(wù)用了(le)4.2mm鑽頭來打底孔,攻絲時絲錐所需(xū)切削的部分必然(rán)增大,進而使絲錐折斷。建議根據(jù)絲錐的種類及攻件材質的(de)不同(tóng)選擇正確的底孔(kǒng)直徑,如果沒有完全符(fú)合的鑽頭可以選擇大一級的。
5.攻件材質問題:攻件材質不純,局部有過硬點或氣孔(kǒng),導致絲錐瞬間失去平衡而折斷。
6.機床沒有達到絲錐的精度(dù)要求
機床和夾持體也是非常重要的,尤其對於高品質(zhì)的絲錐,隻要一定精度的機床和夾持體才能發揮出絲錐(zhuī)的性能。常見的就是同心度不夠。攻絲開始時,絲錐(zhuī)起步定位不正確,即主軸軸線與底孔(kǒng)的中心線不同心,在攻絲過程中扭矩過大,這是絲錐(zhuī)折斷的主要原因。
7.切削液,潤滑油品質不好
這點國內的許多企業都開始(shǐ)關注起來,許多采購(gòu)了國外刀具和機床的公司有非常深刻的體會,切削(xuē)液(yè),潤滑(huá)油品質出現問題,加工出的產品質(zhì)量很容易出現毛刺等不良情況,同時壽(shòu)命也會有很大的降低。
8.切削速度(dù)與進給量不合(hé)理
當加工出(chū)現問題時,國內大部分用(yòng)戶是降低切削速度和減小進給量,這樣絲錐的推進(jìn)力度降低,其生產(chǎn)的螺(luó)紋精度因此被大幅度(dù)降低,這樣加大了螺紋(wén)表(biǎo)麵的(de)粗糙度,螺紋孔徑和螺紋精度都無從控製,毛刺等問題(tí)當然(rán)更不可避免(miǎn)。但是,給進速度太快,導致的扭力過大也容易導致絲錐(zhuī)折斷。機攻時(shí)的(de)切(qiē)削速度,一般鋼料為6-15m/min;調質(zhì)鋼(gāng)或較硬的鋼料為5-10m/min;不鏽鋼為2-7m/min;鑄鐵(tiě)為8-10m/min。在同樣材料時,絲錐直徑小(xiǎo)取較高值,絲錐直徑大取較低值。
9.操作人員技術與技能沒有達到要求:以(yǐ)上的這些問題,都需要操作人員做出(chū)判斷或向技術人(rén)員反(fǎn)饋,但(dàn)目前國內絕大部(bù)分(fèn)操作人員重視不夠。例如,加工(gōng)盲孔螺紋時,當絲錐即將接觸孔底的(de)瞬間(jiān),操作者並未意識到,仍按未到孔底時的攻(gōng)絲速度給進,或排屑不暢時強行給進導致絲錐折斷。建議操作人員加強責任心(xīn)。
由上可見,造成絲錐斷裂的(de)原因可謂多種多樣,機床(chuáng)、夾具、工件、工藝、夾頭及刀具等(děng)等都有可能(néng),僅憑紙上談兵也許永遠都找不到真正(zhèng)原因。做為一個合格的負責的刀具應用工程師(shī),最重要的是深入現場,而不是僅憑想象(xiàng)。舉個最簡單(dān)的(de)例子,假如絲錐切削錐(zhuī)長度太長,攻絲時撞至底孔底部而斷(duàn)裂,如果你不深入現場,僅憑猜測絲錐性能(néng)、工件材料、加工工藝等等(děng)等等如何獲知
我剛開始的時候作夢都不能想到,但確(què)實有客戶出現過(guò)此等你可能會認為極(jí)為低級的問題,但你不得不麵(miàn)對。
實際上,不論傳統(tǒng)的攻絲設備還是昂貴的CNC設備在(zài)原理上都不能很好的解決上述問題。因為機器(qì)無法識別絲錐工作狀況和所需的最適當扭力,隻會根據預先設(shè)定的參數不斷重複加工。隻有在最(zuì)後用螺紋規檢測被加工的部件時才(cái)會發現不合格,而此刻發現已經為時太(tài)晚(wǎn)。
即便發現了也沒用(yòng),該報廢的再昂貴的零部件也隻好報廢,不合格的(de)產品也不得不打入次品扔掉。因此,在大型企業對於大型、昂貴、精密的工件加(jiā)工,即便是花高價錢用進口的絲錐也不用國產的,因為一旦絲錐斷裂,工(gōng)件報(bào)廢,付出的代價是相當(dāng)大的。洋人挾技居奇,絲錐價格高居不下,每(měi)每看到企(qǐ)業的相當一部分利潤都被老外拿去,怎(zěn)不(bú)令人痛心(xīn)。唉,國人仍需努力(lì)啊!
二、鈦合金的車削
鈦合金的熱導性很差,加上切屑與刀具接觸長度很(hěn)短,不利於切(qiē)削熱的(de)導出,以致切削刃區溫度高,約比切(qiē)削45鋼高一(yī)倍以上。另外(wài),刀具磨損也很嚴重,一方麵鈦合金與刀具材料的化學(xué)親和性強,容易和刀具材料中的Ti、Co、C等元素粘結,高溫下加重了粘結(jié)磨損;另(lìng)一方麵鈦合金很容易與空氣中的氧(yǎng)和(hé)氮化合形成硬而脆(cuì)的表層,使刀具磨損加劇。此外,由於切屑與刀具(jù)前刀麵的接觸長度隻有切削鋼時的1/3~1/4,造成(chéng)切削力集中(zhōng)在切削刃附近,刀具容易崩刃。因(yīn)此切削鈦合金的刀具材料,如采用高速鋼,宜采用含鈷、鋁或(huò)高釩高速鋼。為提高生產效率,應盡(jìn)可能使用硬質合金刀具,但應選擇與鈦合金親和力小、熱導性能良好的高強度細晶粒鎢鈷類硬質合金,如表1所示:
表1 車(chē)削鈦合金的刀(dāo)具材料選擇

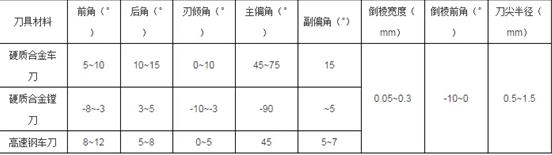
為(wéi)提高切削(xuē)刃強度和散(sàn)熱能力,宜選用(yòng)較小的前角和刃傾角。由於鈦合金切削時(shí)已加工表麵彈性恢複大,故後角(jiǎo)應取較大值。刀(dāo)尖應采用圓弧過渡刃,切削刃不許有毛刺(cì)、微小(xiǎo)缺(quē)口或裂紋等缺陷,刀麵的粗(cū)糙度應在Ra0.2μm以內,以保證排屑流暢和避免(miǎn)崩刃。車削鈦(tài)合金的刀具幾(jǐ)何參數如表2所示:
表2 車削鈦合金的刀(dāo)具幾何參數選擇
車削鈦合金的速度不宜過高,背吃(chī)刀量(liàng)可以較大,進(jìn)給量應(yīng)當適當。進給量過(guò)大(dà),會引起切削刃燒損;進給量過小,則導致切削刃在加工硬化層時磨損過快。車削鈦合金時,可采用防鏽乳化液或極壓乳化液冷卻(què)潤滑。車削鈦合金的切削用量選擇如表3所(suǒ)示:
表3 車削鈦合金(jīn)的切削用量(liàng)選擇
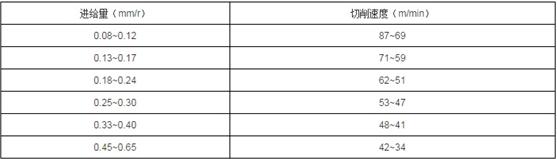
注:本表使用條件:刀具材料YG8,工件材料TC4,刀具幾(jǐ)何角(jiǎo)度前角=5°,後(hòu)角=10°,主偏角=75°,副偏角=15°,刀尖半徑=0.5mm,切削深度=1mm,幹式(shì)切削。若使(shǐ)用(yòng)切削液,表中切(qiē)削速度可適當提高。
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com


- 2024年(nián)11月 金屬切削機床(chuáng)產量(liàng)數據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎車(chē))產量數據
- 2024年(nián)11月(yuè) 新能源汽車(chē)產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月(yuè) 新能(néng)源汽(qì)車(chē)銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數(shù)據