


摘要:激光精密加工及切割已被應用在如太陽能晶矽切割、手機麵板切割、半導(dǎo)體晶圓切割,Laser CNC等精密加工上麵。如何通(tōng)過調整能量強度來滿足不同材質上切割(gē),而呈現出有層次感的(de)效果,這些都是高端運動控製產品所麵臨的新挑戰。在(zài)本文中將討論(lùn)如何克(kè)服精密激光(guāng)加工(gōng)時所遭遇的新挑戰,以及通過實例證明的解決方案。
激(jī)光製造技術是結(jié)合光學(xué)、機械、電子電機、計算機等科(kē)學(xué)與(yǔ)技術整合成的一(yī)項新技術,其已在現今(jīn)社會中被廣泛(fàn)的(de)應用。根(gēn)據國際激光產業權威《LASER FOCUS WORLD》與《Industrial Laser Solution》於2013年初統計數據顯示,全球激光產品銷售已經回到2008年的水平並呈現增長的趨勢。在全球激光材料加工領域中,近幾年以金屬加(jiā)工的產值(zhí)占多(duō)數,應用(yòng)端又以激光打標與畫(huà)線等屬於表麵處理的(de),占的最多為42%,激光(guāng)切割與焊接分占(zhàn)為第二與第三,合占整體材料加工應用的34%,其應用在汽車、航天航空、電子、機械、鋼鐵等金屬鈑金產業。而在GI (Global Information)於2012年(nián)底所(suǒ)發表的「Global and China Laser Equipment and Processing Industry Report, 2012-2014」報告書中指(zhǐ)出,全球(qiú)激光設備市場一般預計(jì)2011年將由2010年約74億美金以14%的速度成長,2012則(zé)成長約2%。
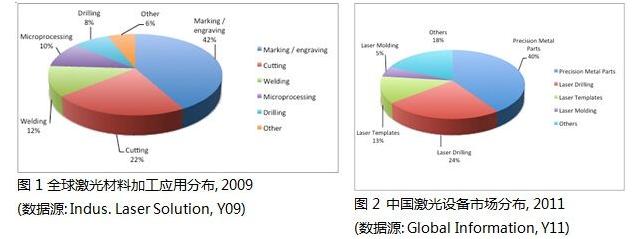
以中國市場而言,激光設備的市場在2011年略微超過全球市場(chǎng)的成(chéng)長率。從宏觀(guān)經濟的影響來看,雖然中國針對機械產業、重工業的激光加工市場縮小了,但小型、中型激光加工市(shì)場則在成長。由於中國在全球製(zhì)造業上扮演中心的角色,其對激光機械的需求也相當巨大(dà),尤其是汽車、半(bàn)導體、電子產業具有很(hěn)大的潛在性(xìng)需求。中國的加工產業,精密金屬零件加工及激光開孔加工占了加工服務整體的60%。
就應用(yòng)層麵而言,激光精密加工及切割已被應用在如(rú)太陽能晶矽切割、手機麵板切割、半導體晶圓切割,Laser CNC等精密加工上麵。對於運(yùn)動控製產品來說,如何克服傳統切割上的精度與微米處(chù)理(lǐ);如何可以很容易切割(gē)任何圖形(xíng),並達到其精度的平滑效果;如何對於極微小的圖形也能不受空間限製而完成;如何可以調(diào)整能量強度來-滿足不(bú)同材質上切割,而呈現出有層(céng)次感的效果,這些都是高端(duān)運動(dòng)控製產品所麵臨的(de)新挑戰。
在本文中將討論如何克服精密激光加工時所(suǒ)遭遇的新挑戰,以及經實例證明的解決方案。
挑戰一:激光切割精準度不佳
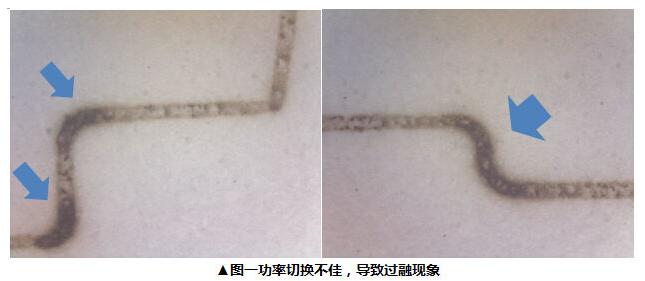
激光(guāng)功率的調整大多都以頻率 + 占空比(bǐ)方式(shì)控製,所以在位移上控製需要實時與精準的變換,不同的速度要有不同的功率,但在圖形(xíng)切割時都(dōu)會產(chǎn)生不同的速度。在速度急劇下降,激光功率來不及變換時候,會導致有過融(róng)現(xiàn)象發生,如圖一所示。
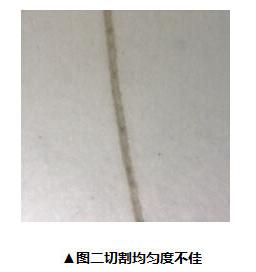
又因為激光控製大多以PWM的方式控製,PWM控製是以改變(biàn)占空比的方式進行,所以對於固定速度會有(yǒu)較好的表現,但是如(rú)果速度提高,激光的頻率會有來不及出(chū)光問題,則反應於切割時會產生燒融均勻(yún)度不佳的情況發(fā)生,如(rú)圖二所示(shì)。
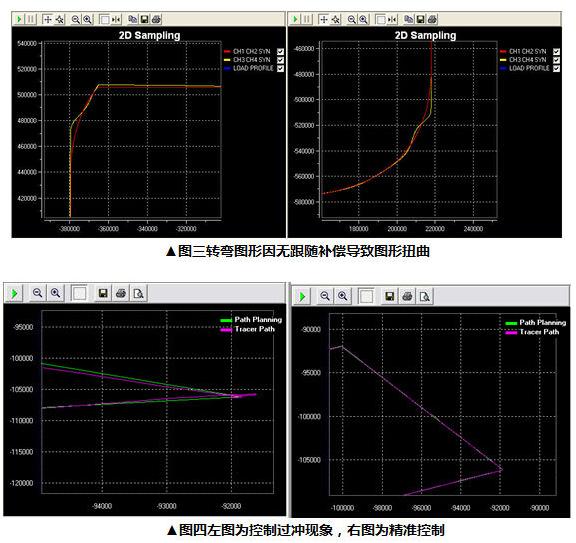
挑戰二(èr):運動軌跡在高精度下(xià)不(bú)易達到
切割係統在移動中都需(xū)要講究路徑的準確性,所以馬達(dá)的(de)控製需要很(hěn)好,這樣切割的圖形才不會變(biàn)形,如圖三、圖四所示;因此控製如(rú)用開環(huán) (脈衝, 步進)方式,會導致跟隨度(dù)無法實時補正;如要達(dá)到高精度(dù)的要求唯有使用閉環 (速(sù)度, 扭矩)控製才可(kě)以達到要求。但是閉環控製需要經(jīng)過PID調(diào)整,才會有較佳的跟隨效果。然(rán)PID的調教往往需要花費很長時間,相當費(fèi)時。
挑戰三:激光功率不易調整
目前切割的對象大多為多層材質(太陽能板、手機屏幕觸碰膜(mó)),需(xū)要使(shǐ)用(yòng)不同的功(gōng)率進行切割(gē);但因市場(chǎng)上的激光專用控製器的激光調整(VAO Table)都隻有一組,在切割的功率上不易切換(huàn)與調整,導致目前隻能將切割路徑依材質層重複切割,以達到所需的要(yào)求。然而如(rú)此將造成產能速度無(wú)法提升。
挑戰四:速度規劃曠日費時
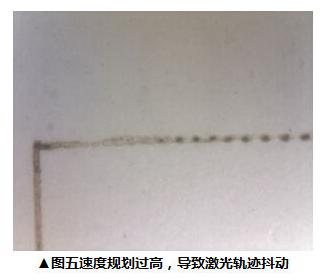
由於激光加工圖形複雜(zá),簡單的速度規劃(huá)已(yǐ)無法滿足加工切割結果,如(rú)手機觸控模切割,在(zài)大(dà)多狀(zhuàng)況下是使用Spline曲線,或者是較長的幾何線與弧線,如果無法精準(zhǔn)做速度控(kòng)製會導致機構加減(jiǎn)速震動或圖形(xíng)嚴重變形(xíng)(如過(guò)切與抖動),如圖五所示。因機(jī)台設計人員大多僅提供圖形點表(position),並無速度規劃的數據,所以需要(yào)以人工操作方式規劃速度,一方麵設計流程曠日費時,且如遇規劃錯誤時則需重新修正,也將造成產能無法提(tí)升。
綜合以上激光加工所遇到的(de)瓶頸,新一代的運動控製卡是如何應對挑戰?
實時呈現PWM控製能力
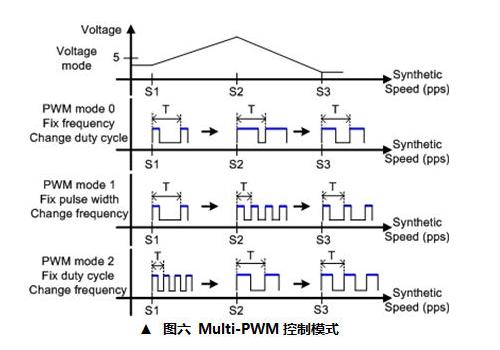
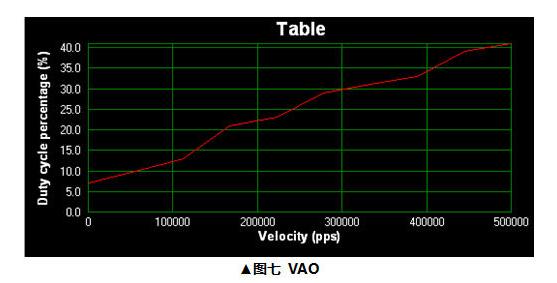
傳統運動控(kòng)製卡的PWM控製,均采用Duty單一(yī)控製方式,且通過軟件控製,會麵臨無(wú)法實時(shí)且穩(wěn)定(dìng)控製PWM的(de)時(shí)序。為了應對(duì)不同速度與不同圖形,新一代運動控製卡(kǎ)采用更多種控(kòng)製方式,包含頻率調變(Frequency Modulation)、帶寬調變(duty Modulation)、混合調變(Blend Modulation),如圖六所示,此控製方(fāng)式會由硬(yìng)件控製來完成,此(cǐ)PWM能在(zài)各種切割速度下呈現出不同能量的表現,因此需建立(lì)一對應的能量表,以防止發生『過融(róng)現象(xiàng)』,此能(néng)量控製就(jiù)稱(VAO),如圖(tú)七所示。
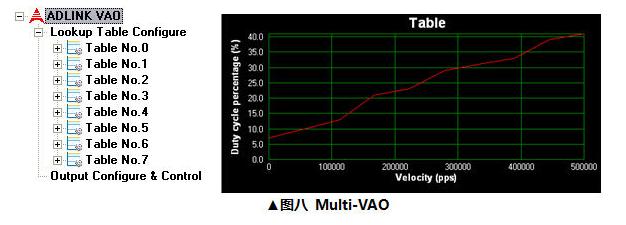
Multi-VAO方便動態切換
PWM采用Multi-VAO方式方(fāng)便因切割(gē)材質的不同,達到深淺切(qiē)割效果,讓路徑切割可以一次完成,無須重複路徑再切(qiē)割(gē),如圖八所示;大幅縮短(duǎn)生產時間(jiān),也提供(gòng)生產(chǎn)效能。
精確的運動軌跡跟隨與簡易(yì)PID調(diào)教
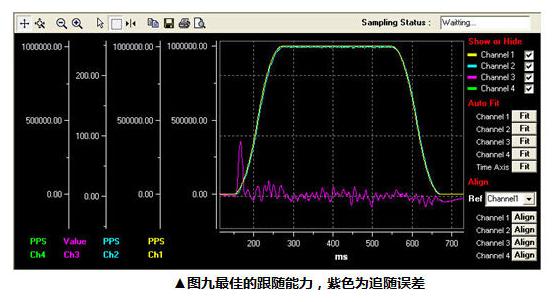
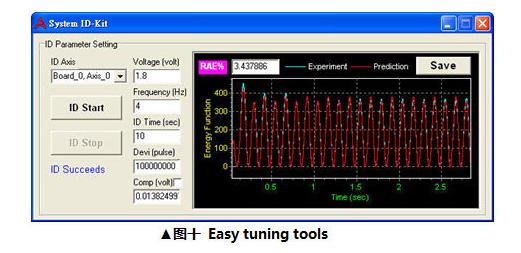
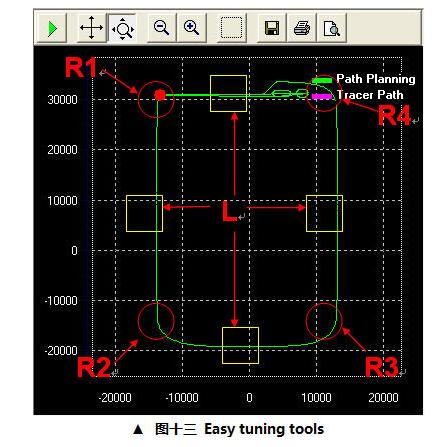
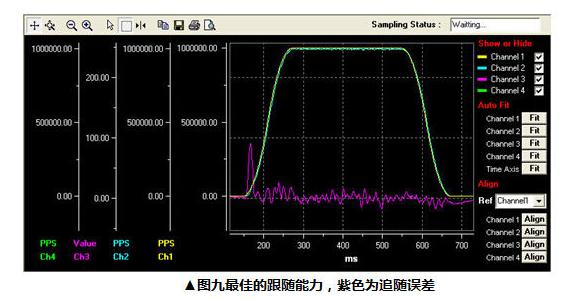
為了達到更好更精(jīng)確(què)的(de)切(qiē)割圖形,新一代高端運動控製卡(kǎ)采用全閉回路(Full close loop)方式控製,並達到更小(xiǎo)的Error count誤差,在整體(tǐ)上相比一般控製卡有較(jiào)高性能,跟隨能力誤(wù)差都相當(dāng)小,如圖九所示。為了達到高精確的(de)跟隨能力,需(xū)采用(yòng)PID控製(zhì)係統,但為了縮短PID調教時程,用戶可通過Easy tuning的(de)程序輔(fǔ)助,在短時間(jiān)內調出最佳PID參數設定(dìng),如圖(tú)十所示,可大幅提(tí)升(shēng)性能(néng),並簡化(huà)操作性!
自動速度規劃與圖形路徑規劃
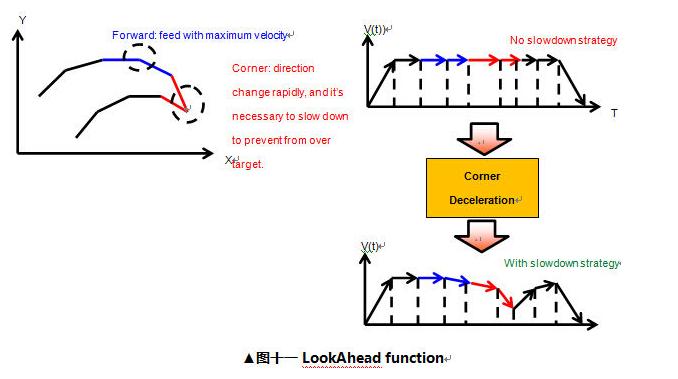
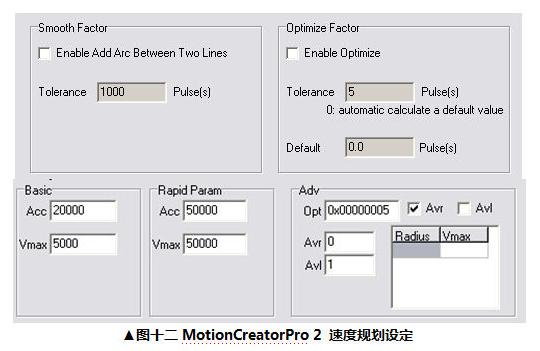
通過Softmotion的算法,新一代運動控製卡可(kě)根據用戶所提供的圖形數據,自動規劃出優化(huà)圖(tú)形路徑規劃,以縮短不必要的路徑並提升切割速度與平滑度。如此一(yī)來可減少(shǎo)不必要的重複,大大的提升產能。 利用Softmotion內(nèi)的前瞻(zhān)規劃(LookAhead)功能,當運動軌跡有較大角度的轉折時,Softmotion會自動計算並提早降(jiàng)速,讓機構可以順應平滑的速度(dù),平順的完成軌跡的移動。如此(cǐ)複(fù)雜功能的(de)實現,用戶僅需要輸入3個係統參數,分別是「最大速 (Max. Velocity)」、「最大加速度 (Max. Acceleration)」以及「容許誤差量 (Tolerance)」(如圖十二)。通過Softmotion的內部規劃(huá),即可達成複雜圖形的軌跡運動。
實證績效
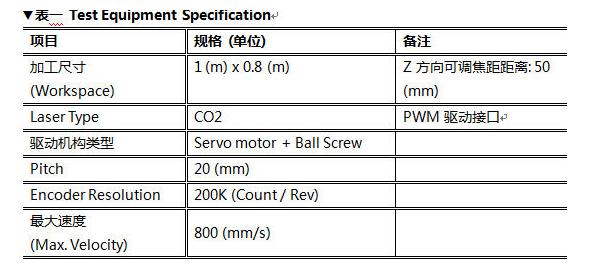
通過以上幾點新功能與新技術(shù)的研發,證明淩華科(kē)技新(xīn)一代的運動控(kòng)製卡在激光切割效果上有很好的表現,其速度規(guī)劃都讓機構有最佳的跟隨性(xìng),使(shǐ)得整體加工(gōng)誤差被控製在極小範(fàn)圍內。 表一為實際測試(shì)設備規格如下,機構部分采用伺服馬達(Servo Motor)及(jí)滾珠導螺杆(Ball Screw),最大運動速度為800 (mm/s)。經過淩華科技Easy-Tuning軟件調(diào)試後,取得優(yōu)化閉回路PID參數(shù),使得整(zhěng)體機台的(de)控製表(biǎo)現在±2誤(wù)差單位 (在此物(wù)理量為5um)。
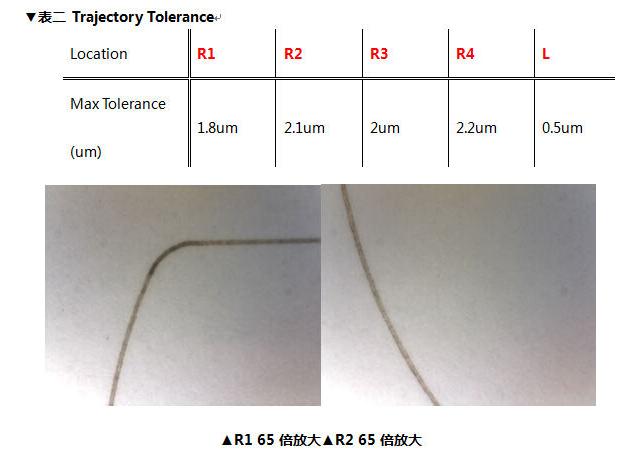
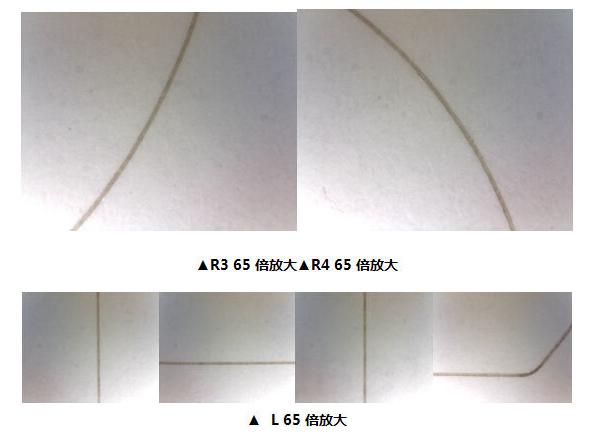
因加工是由4,500個小線段所組成的圖形(如圖十(shí)三),並特別取得四(sì)個彎(wān)角段及四段長直線段的誤(wù)差數據(如表二),而(ér)整體激光加工的彎角軌跡誤差小於2.2um,長直線端的軌跡誤差更小於0.5um。 通過以下區域放大圖片中,可清楚的看(kàn)到激(jī)光能量是均勻地控製(zhì)在一定範圍,並(bìng)顯示實際加工軌跡是(shì)平滑無(wú)抖動。也由此可左證淩(líng)華科技新一代(dài)的運動控製卡不僅能實現一般(bān)多軸插補運(yùn)動,同時可實現在如激光切割等(děng)複雜的圖形加(jiā)工(gōng)。而板上所實現的實時激光強度與回(huí)饋速度追隨,更可有效節省係統CPU資源,並保證其加工效能。
淩華科技高端運動控(kòng)製卡PCI-8254/8258,具(jù)備高性能(néng)的運動控製表現,采用最新的DSP與FPGA技術,可以(yǐ)提供高速、高性能的混合模擬與脈(mò)衝序(xù)列(liè)運動指(zhǐ)令。通過硬件實現(xiàn)閉(bì)回路PID含前饋增益控製,伺服更新率可(kě)高達20kHz。通過程(chéng)序下載,最高可同步實(shí)時執行八(bā)種獨立任務(wù)。淩華科技免費提供(gòng)易於使用的應用工具,包含豐富的運(yùn)動控製(zhì)應用函數,以及用戶診斷及操作接口(kǒu),可實現高速度、高精(jīng)度的(de)運動控製能(néng)力。借助淩華科技Softmotion技術,使用者大幅減少了開發的時間,並提供卓越的(de)同步(bù)運動控製性能,可(kě)為機(jī)台設備(bèi)商使用者節省高達25%至50%的(de)成本。
總結
激光(guāng)加工(gōng)產業在未來(lái)將與人們的生(shēng)活更為接近,如汽車鈑金、手機及電視麵(miàn)板與外殼,甚至是醫療相關的假牙(yá)成型及人體有(yǒu)關的醫療激光等應(yīng)用。激光加工的高效率也更能符合(hé)節能減排的要求。各國均已投入大量資源(yuán),以求在相關技術上有領先性的突破。以大(dà)中華地區而言,超過200家(jiā)不同(tóng)的激光設備廠商也(yě)爭相搶食市場大餅,但在麵對歐美高端設備時(shí),軟件實力的(de)整合,將左右這些廠商的市場地位,提升加工質量爭取更高的設備毛利率。淩(líng)華科技憑借超過10年運動控製技術(shù),以及與廠商多年的應用合作經驗,成功開發出同步性運(yùn)動與激光控製(zhì)技術,將複雜的(de)速度規(guī)劃及激(jī)光強度計算都(dōu)置於運動控(kòng)製卡片上,使得用戶可以自行規劃CAM的路徑,但不需要(yào)擔心複雜的數學計算,以達到(dào)同中求(qiú)異的市場加值成效。未來加工路徑也將由(yóu)2D升級為3D製(zhì)造,將執(zhí)行如目前CNC工具機所做的加工應用,並會有更佳的加工表麵工藝。
如果您有機床行業、企業相關新聞稿件發(fā)表,或(huò)進行資訊(xùn)合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
")

- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量(liàng)數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削(xuē)機(jī)床產(chǎn)量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車(chē))產(chǎn)量數據