


柔性生產線上(shàng)的Nachi工業機器人
2014-6-29 來源:數控機(jī)床市場網 作者:-
在工業應用中相(xiàng)當一部(bù)分情況下,我們需要處理很多非標準件的表麵處(chù)理和加工,由於其表麵複雜性和(hé)多樣性,而很多情(qíng)況下人力無法操作,並且通過可編程機(jī)器人也受製於本體特(tè)性的限製,於是設計(jì)專用的非標機器人或者機器成了非常(cháng)重要的一塊技術領域,往往這(zhè)種領域的應用還要求一定的技術含(hán)量。眾所周知,自動化生(shēng)產程度越(yuè)高對於生產的規劃管理就越方便,因此使用(yòng)柔(róu)性化通用設備是一種有利(lì)於生產的手法。
由於人們的個性化追求,鋁合金電鍍汽車輪轂的外觀形狀趨於複雜化和(hé)多樣化,且更新換代快。目前(qián),在輪轂生產的拋光過程中,生產企業多采用人工拋光,占用了整個輪轂生產的約35%的時間(jiān)和大量的勞動力,並(bìng)且需要依賴熟練的手工拋光工人(1~3隻/天)。拋光中產生的(de)大量粉塵危害工人健(jiàn)康,造成環境汙染,其極低的生產效率和極高的勞(láo)動強度嚴重製約了企業的發(fā)展。
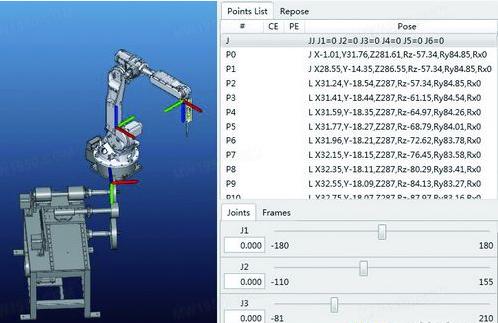
因此,Nachi針對汽車輪轂行(háng)業開發出一套高性價(jià)比的打磨拋光機器(qì)人係統。本係統拋光效率(lǜ)高,能頂替3~4個工人的工作量;可靠性高,8萬h連續運行(háng)無故障;產品質量好,配合我司研發的力矩砂(shā)帶機,可滿足絕大部分的工藝要求,良品率最高可達99.2%;係統柔性化,配合我司專利開發(fā)的機器人離線軟件,如圖1所示,隻需停產30min即可完成新工件的示教作業,其他公司產品需要7~8天;勞動強度低,一套拋光機器人工作(zuò)站隻需(xū)每隔8h上下料一次,其餘時間不需(xū)要工人幹預;綜合成本低,相對拋光工人來說,2~3年的(de)工人薪水足以購買一套機器人係統。隻要配置1名上下料工人,就能724h不間斷作業(yè),提高產量(liàng)的同時,也提高企業競爭力。
加工生(shēng)產中常(cháng)用的拋光方法主要有:電解拋光、超聲波拋光(guāng)、噴射拋光、磁研磨拋(pāo)光、機械拋(pāo)光和化學拋光6種。而經過我們的技術人員多(duō)年的研究經驗和實驗比較,輪轂拋光采用機械拋光(guāng)和化學拋光(guāng)比較可行。
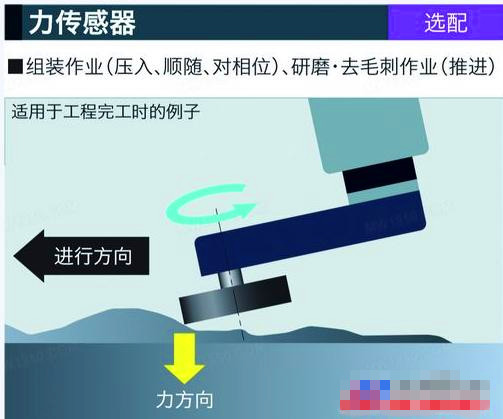
機械化(huà)學拋(pāo)光(Chemical Mechanical Polishing)簡稱CMP,是將被拋光工件壓(yā)在旋轉或流動的拋光漿料上,加工時拋光漿(jiāng)料在工件與磨料之(zhī)間連續(xù)流動。被拋光工件(jiàn)表麵的(de)加工產物被不斷地剝離,新拋光漿料補充進來,反應(yīng)產物被拋光漿料帶走。新裸(luǒ)露的工(gōng)件平麵又發生化(huà)學反應,產物再被(bèi)剝離下來而循環往複,在工件、磨粒(lì)和化學(xué)反應劑的聯合作用下,形成光亮平滑(huá)的表麵。要獲得品質好的拋(pāo)光表麵(miàn),必須(xū)使拋光過程中的化(huà)學腐蝕作用和機械磨削作用達到一種平衡。如果化學腐蝕作用大於機械拋光作用,則會在拋光片(piàn)表麵產生腐蝕坑、桔皮狀波紋;反之,機械拋光作用大(dà)於化(huà)學腐蝕作用則會使表麵產生高損傷層。
汽車鋁合(hé)金輪轂拋光機,利用柔性機械結構的特點,自動貼合輪轂的複雜曲麵,磨(mó)削力可以實時控製(zhì),可(kě)進行(háng)精拋加工,如(rú)圖2所示(shì)。加工(gōng)輪轂範圍從12~22in不等。設備擁有6個拋光加工工位,一個(gè)裝夾工位,一共7個自轉轉台。該設備(bèi)安裝不(bú)同拋光磨頭,機器人可(kě)以根據不同工藝抓取不同(tóng)的磨頭。設備另配有除塵(chén)裝置,使設備工作更加環保。

控製(zhì)係統可(kě)以通過(guò)離(lí)線方(fāng)式對機器人(rén)進行編程,能通過輪轂的3D圖紙生成機器人程序,免去示教的麻煩。工件的偏移(yí)量跟變形量可以通過監測係統得出,並且進行實時修(xiū)正,如圖3所示。
總的來(lái)說,機器(qì)人的概念和係統不僅僅局限於機器人本體,實際應(yīng)用中可以通過改變機器的外形、結(jié)構或者負載等(děng)特性來滿足不同工位不同要求。由於Nachi獨有的(de)離線編程(chéng)軟件(jiàn)和(hé)有力矩控製的砂帶機,對於應用係統(tǒng)功能的不斷更新和完善(shàn),在未來柔性的(de)工業機器人應用技術將(jiāng)會發展的更為強大。
投稿箱:
如果您有機床行業(yè)、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量數據
- 2024年11月 新能(néng)源汽(qì)車產量數據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年(nián)10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據
博文選萃(cuì)
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發展趨勢(shì)
- 國產數控係(xì)統和數控機床何去(qù)何從?
- 中國的技術工人(rén)都(dōu)去哪裏了(le)?
- 機械老(lǎo)板做了十多(duō)年,為何還(hái)是小(xiǎo)作坊?
- 機械行業(yè)最新(xīn)自殺性營銷,害人(rén)害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智(zhì)造,多談點製(zhì)造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽(zuàn)孔攻螺紋加工方(fāng)法及工裝設計
- 傳統(tǒng)鑽削與螺旋銑孔加工工藝的區別