


五坐標數控後置(zhì)處理算法研究
2014-5-17 來源:陝西鼓風機(集團)有限公司 作者:徐小查
摘要:從(cóng)數控(kòng)編程的後處理任務出發(fā),以特定五坐(zuò)標(biāo)機床(chuáng)! ( 為研究對象,以機床編程手冊為參考,以刀具路徑模擬軟件)*+,- 為研究及模擬工具,闡述了五坐(zuò)標數控機床控製係統(tǒng)./00 的數控程(chéng)序(xù)坐標計算方法。
1、後置處理概述
數(shù)控機床種類繁多,要想開發通用的後處理軟件是(shì)不可能的,也是沒有必要的。可根據現(xiàn)有多軸機床的(de)特點(diǎn),開發性能(néng)可靠,使用方便(biàn)的專用(yòng)後處理軟件。數控機床的所有運(yùn)動和操作都是執行特定的數控指令的結果,完(wán)成一個零件的數控加工一般需要連(lián)續執行一連串的數控(kòng)指令,即(jí)數控程(chéng)序。在自動編程中,一般先(xiān)計算出刀位數據文件(@B),它由點坐標及其法矢量(liàng)等組成,它還不是數控程序。還需要(yào)進(jìn)一步把刀位源文件轉換成指定機床能執行(háng)的數控程(chéng)序,輸入到數控係統,才能(néng)進行零件的數控加工(gōng)。
在數控編程中,把刀位數據的計算過程稱為前置處理。把(bǎ)刀位數據文件轉換(huàn)成指定機床能執行的數控程序的過程稱(chēng)為後置處理( POST PROCESSING)。
2、後置處理的主要任務(wù)
後置處理的任務(wù)就是把刀位(wèi)文件轉換成指定數控機床能(néng)執行的數(shù)控程(chéng)序。通常多軸後置(zhì)處理(lǐ)是根據具(jù)體機床運動結(jié)構和其數控係統能夠接(jiē)受的控製指令格式,將(jiāng)前置處理(lǐ)中計算的刀(dāo)位數據變成機床各軸的運動數據,並按其控製指令格式轉換成(chéng)為數控機床的加工程序。
後置處理過程原則上是解釋執行,即每讀出(chū)刀(dāo)位(wèi)源文件中的一個完整記錄(行(háng)),便分析該記錄類型,根據(jù)記錄類型確定是進行坐標變換還是進行文件代碼(mǎ)轉換,然後根據所選數控(kòng)機床進行坐標變(biàn)換或者文件代碼轉換,生(shēng)成一(yī)個完整的數控程序段,並寫到數控程序文件(jiàn)中去,直(zhí)到刀位源(yuán)文件結束。"
3、後置處理算法研究(jiū)
一般來說,五軸(zhóu)聯動是(shì)指數控機床(chuáng)的X、Y、Z 三個移動坐標和繞X、Y、Z 軸旋轉的(de)三個坐標A、B、C中的任意兩(liǎng)個坐標的線性(xìng)插補(bǔ)運動(dòng)。
五軸機(jī)床中的五個坐標(biāo)通常是由三個移動坐標X、Y、Z 與三個轉動坐標A、B、C 中的任意兩個組成。轉動坐標A、B、C 的運動可由回(huí)轉工作台的轉動或刀具的擺動來實現。不同類型的(de)數控機床,其運動方式不一(yī)致,故其後置處理(lǐ)算法(fǎ)也(yě)各不相(xiàng)同。
4、以下介紹我公司五坐標數控機床C. B.Ferran 的控製係統(tǒng)CNC E500 的數控程序的坐標處(chù)理算法。
後處理算法(fǎ)工作的開展以機床編程手冊為參考(kǎo),以刀具路(lù)徑(jìng)模擬軟(ruǎn)件PLO3D 為研究及(jí)模擬工具。 是C. B.Ferran 公司開(kāi)發的一種工具軟件,用於模擬演示、驗證和修改符合ISO標準的(de)數(shù)控銑程序。它在(zài)屏幕上顯示刀具中心(xīn)的路徑,還可以顯示刀軸(zhóu)方向和程序原點坐標,在五坐標模擬加工中不僅顯示程序坐標而且顯示(shì)其對應的法矢量。
本文以PLO3D 為工具,研究了某機床後處理程(chéng)序的算法。首先研究了機床五個坐標的確定方法,然後研究了已有程序中的坐標(biāo)關係,最後對已有的刀位數據進行後(hòu)處理生成了五軸加工數控程序。
C.B.Ferrari機床的兩個轉動坐標是:繞x軸的轉(zhuǎn)台坐標和繞Y軸的擺頭坐標,在該機床的控製係統(tǒng)中,其相應旋轉運動(dòng)字地址分別是A 和C。根據機床特(tè)點,機床五個坐標運動字地址的順序為XYZAC。
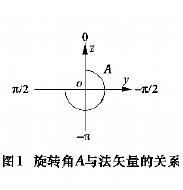
C.B.Ferrari的C轉角的編程中心在刀尖點或刀心點上,對三個平動坐標的數(shù)值沒有影響,C角的零點與Z軸重合。根據該機床的特點,設(shè)擺角C 坐標中心在刀具中心,繞Y軸(zhóu)順時針轉動角度值為正,逆時針角度為負;轉角A 在其轉動平麵內的角(jiǎo)度如(rú)圖A 所(suǒ)示。
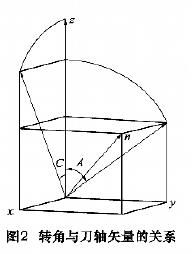
經分析(xī)得到機(jī)床A、C 轉角與刀軸矢量的關係如圖B所示,從圖中,得出(chū)A、C 轉(zhuǎn)角的(de)坐(zuò)標計算公式(shì)如下:由圖A、B 得到A 轉角與法矢量的關係,其計算公式為:

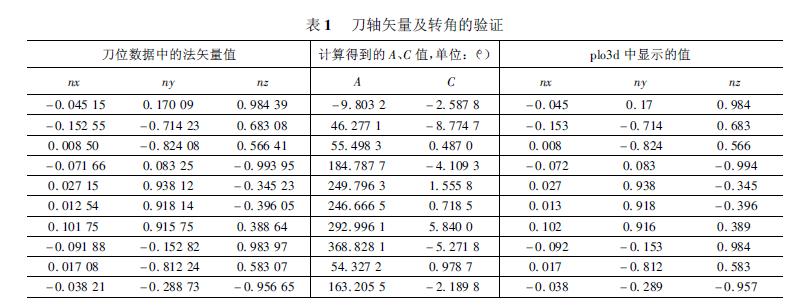
至此,數控加工程序的五個運動坐標全部計算出來,再按照該控製係統程序代碼格式將其插入程序中,就是數控程序了。注意(yì)旋轉擺(bǎi)頭雖不影響X1、Y1值,但與之相關的實際運動(dòng)坐標將隨其繞刀尖點的轉動而產生相應的平(píng)移。" 算法驗證把一個葉片表麵的環形刀(dāo)位數據用上述方法轉換成數控程(chéng)序,在PLO3D得到圖3所示的圖形。
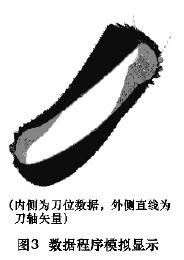
表1的數據進一步證明了(le)刀軸矢量和轉角關係算法的正確性(xìng)。數據來源於經(jīng)過驗證的(de)C.B.Ferrari程序中的數據,計算結果與軟件中顯示的結果基本吻合。
5 結語
在五坐標加工中,角度坐(zuò)標(biāo)是以(yǐ)刀軸矢量和機床(chuáng)轉角關係為依據計算得到的,是進一(yī)步計算三個平動坐標位置的基礎。根據本文總結出的關係,將計(jì)算得到的刀位數據(包括位置及其矢量)換算成加工(gōng)坐標並進而(ér)生成加(jiā)工程序,用PLO3D軟件進(jìn)行刀具(jù)模擬,得到了正確的(de)結果。
投稿箱:
如果您有機床行業、企(qǐ)業相關新(xīn)聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係(xì)本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新(xīn)聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係(xì)本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息

業界視點
| 更多

行業數據
| 更多
- 2024年(nián)11月 金屬切削機床產量(liàng)數據
- 2024年(nián)11月 分地區金屬切(qiē)削機(jī)床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎(jiào)車(chē))產量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月(yuè) 新能源(yuán)汽車產量數據
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情(qíng)況
- 2024年(nián)8月 新能源(yuán)汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據