


隨著工業生產的日益智(zhì)能化, 開發一套數控加工代碼圖形庫, 以(yǐ)實現高效(xiào)率、 高準確度地加工各種標準化的零部(bù)件(jiàn), 已經成為一種迫切的需要。使用該圖形庫, 通過人工修改零(líng)部件參數, 就可以實現自動生成數控加工代碼並對加工圖形進行預覽的功能。
本文開(kāi)發的數控加工代碼圖形庫, 是利用 VisualC + + 6. 0 提(tí)供的 MFC(Microsoft Foundation Class)動態鏈(liàn)接庫引導平台開發的。故該(gāi)圖形庫是(shì)以動態鏈接庫的形式存在, 可以被(bèi)數控切割機係統的軟件調用。在(zài)數控係統加工過程中, 可(kě)以實時顯(xiǎn)示加工界麵, 對各種加工圖形提供數控加工代(dài)碼、 圖形預覽和詳細的加工參數。故該圖形庫具(jù)有很(hěn)強的實時性(xìng), 是一個功能強大的數控加工代碼圖形庫。該圖形(xíng)庫現已在火焰(yàn)切割機數(shù)控係統(tǒng)上得到了使用, 並(bìng)取得良好的效果。
1.圖形庫的結構及功能
1. 1圖形庫的結構
圖形庫中包含了所有(yǒu)待加工的零件圖形, 每一個圖形都對應一個對話框類。這(zhè)些對話框類封裝(zhuāng)了這些加工(gōng)圖形的所有參數信息, 如包括圖形的幾何(hé)要素和加工(gōng)的起點(diǎn)、 引線長度和引線類型(xíng)等。每個圖形對應(yīng)的(de)對話框界麵包括的信息有:圖形加(jiā)工 G 代碼, 圖形預覽,加工參數以及圖形尺寸(cùn)標注模塊。其中還有一個(gè)加工主界麵,為在開始(shǐ)加工(gōng)前,用戶選擇加工圖形而(ér)設計。這 個主(zhǔ)界(jiè)麵也是一(yī)個對話框類,它包括了所有待加工(gōng)圖形的圖標,用戶可以選擇不同的加工圖形進入相應的加工界麵(miàn)。加工主界麵如圖1所(suǒ)示。

1.2 圖形庫的功能
1.2.1 圖形預覽和代碼自動生(shēng)成
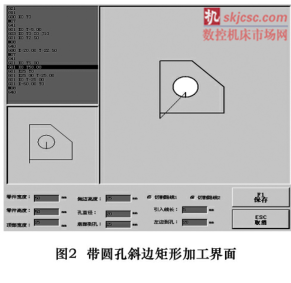
在使用該圖形庫時,用戶先(xiān)在列表框中選擇所要加工的零部件(jiàn)圖形,然後進入該零部件圖形的(de)加工界麵。用戶首先看到的是初始化的加工界麵,包括初始化的零部件各參數,相應的圖形預覽和加工G代碼。此時用戶可以根據實際加工的工藝要求對零(líng)部件圖形的各個參數(包括圖形的幾何要素和加工的起(qǐ)點、引線長度和引線類型等)進行修改,此時可以看到圖形預覽和G代(dài)碼都發生了相應的變化,即實現了改變加工參數,自動生成相應G代碼的功能。
1.2.2 加工路線選擇
加工界麵上有一個加工路線的選(xuǎn)擇功(gōng)能(néng),用戶可以通(tōng)過選擇不同的加工路線,實現不(bú)同的走刀路線,同樣此時G代碼也實時的發生變化。通過點擊某一行G代碼,圖形預(yù)覽上會用紅線顯示(shì)出相應的加(jiā)工(gōng)軌(guǐ)跡。
1.2.3 加工圖形尺寸標注
界(jiè)麵上還有一個小的圖形預覽,是用(yòng)來標(biāo)注尺寸的。用戶將鼠標點在不同的參數上麵,在該圖形預覽上麵就會顯示(shì)相應的標注。
1.2.4 G代碼保存
該圖形庫(kù)還有一個文件保存功(gōng)能,用戶(hù)可以通點(diǎn)擊界麵(miàn)上的保存(cún)按鈕,選(xuǎn)擇(zé)相應的路徑,以文(wén)本(běn)方式來保存當前加工圖形G代碼(mǎ)。帶圓孔斜邊矩形的加工界麵如圖2。
2.圖形庫的開發及算法實現
2.1 圖形(xíng)庫的開發流程
(1)首先用 AppWizard 向導產生一個(gè)基於 MFC 的dll 文件。因為(wéi)該圖形庫最終目(mù)的是被數控切割(gē)機係統軟件加載,進行工件加工。
(2)整個動態鏈接庫是基於對話(huà)框的,每個圖形對應一個對(duì)話框,並與之關聯一個基(jī)於對話框的類。在圖形庫(kù)工(gōng)程(chéng)中,針對每個圖形,載入一個對話框資(zī)源,並添加相應的控件。主對話框(kuàng)中需(xū)要添加(jiā)一個列表控件,用來載入所有待加工圖形的圖標。在圖形加工對話框中,需要添加一個列表框,用來顯示加工G代碼(mǎ)。要添加兩個靜態文本框作為(wéi)繪製圖形的區(qū)域還需要添加一些與加工參數(shù)相對應的文本(běn)框和編輯框,以便(biàn)用戶設置加工(gōng)參數,以及一些功能按鈕。控件添加完後,為對話框創建(jiàn)一個相應的類,並為(wéi)對話(huà)框類命名。
(3)為對(duì)話框控件添加相應的變量(liàng), 此項操作在ClassWizard 上部的 Member Variables 選項卡中完成。
(4)為控件添(tiān)加一(yī)些消息(xī)響應函數。如在(zài)主對話框(kuàng)中添加 OnDblclkList1(NMHDR*pNMHDR,LRE-SULT* pResult)來響應(yīng)用戶雙擊加工圖形(xíng)圖標, 進而進入加工界麵。同理在(zài)加工界麵對話框中(zhōng)也要加一些消息響應函數,來(lái)完成一些特定的功能。如添加 On-ChangeEditHeight() 來響應用戶改變工藝參數;添加OnButtonsave()來響應用(yòng)戶點擊保存按(àn)鈕, 保存加工 G代碼。
(5)為對話框類添加(jiā)一(yī)些成員變量和成員函數。成員變量如(rú) CString m_strYinru 記錄了引入線類型,CPoint m_Drect 記錄了加工圖形的一些(xiē)關鍵點的坐標等。成員函數如 void Updatecode(),void PreView()等,功能分別是更新 G 代碼,更新圖形各關鍵點的坐標。
2.2 圖形庫的算法實現
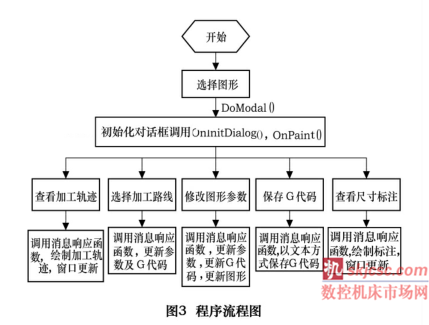
整個圖(tú)形(xíng)庫是(shì)基(jī)於對話框的, 每個圖形(xíng)對應(yīng)一個(gè)對(duì)話框, 並關聯一個基於(yú)對話框的類。圖形庫主對話框通過調(diào)用 DoModal()函數與各個圖形對話框之(zhī)間聯係, 進入不同的加工圖(tú)形界麵時, 分別調用 OnInitDia-log(),OnPaint()函數(shù), 初始化對話框, 繪製初始加工圖形。進行參數更新後, 調用相應(yīng)的更新函數, 更新 G代碼和圖形預覽。程序得流程圖如圖 3 所示
初始化對(duì)話框部(bù)分源代碼如下:
BOOL CSanJiaoXing::OnInitDialog()
{
CDialog::OnInitDialog();
SetWindowPos(&wndTopMost, 0, 0, 1024, 768, SWP_DRAWFRAME);/ /設置窗口全(quán)屏
HICON m_icon; / /載入圖標資源
m_icon = AfxGetApp() - > LoadIcon(IDI_ICON2);
m_bButtonSave. SetIcon(m_icon);
m_icon = AfxGetApp() - > LoadIcon(IDI_ICON3);
m_bCancel. SetIcon(m_icon);
m_cYinRu. AddString(外引入);
/ /設置並初(chū)始化加工類型
m_cYinRu. AddString(內引入);
m_cYinRu. SetCurSel(1);
m_cListDisplay. AddString(G21);
/ /載入 G 代碼
m_cListDisplay. AddString(G91);
m_cListDisplay. AddString(G00 X0 Y0);
m_cListDisplay. AddString(M07);
m_cListDisplay. AddString(G42)
………
m_cListDisplay. AddString(G40);
return TRUE;
/ / return TRUE unless you set the focus to a control
}
3 . 圖形庫的應用實例
本(běn)文開(kāi)發的圖形(xíng)庫已使用於火焰切割機數控係統上, 下麵以此為例來簡要介紹一下圖(tú)形庫的使用。
圖形(xíng)庫是一個動態鏈接庫, 需(xū)要被上位機軟件加載才能使用。將圖形庫(kù)生(shēng)成的 CGraphiclib. lib 和 Gco-deCom. lib 庫文件加入切(qiē)割機軟件工程目錄中。然後在切割機軟(ruǎn)件工程設置菜單中, 選擇 Link 選項卡, 將這兩個庫文件包含進來(lái), 切割機軟件就可以調用圖形庫了。
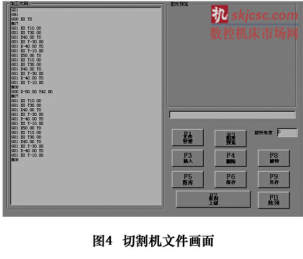
圖 4 為切(qiē)割(gē)機軟件運行時的文件畫麵。點擊 F5
鍵即調用(yòng)圖形庫(kù)入口函數(shù) extern C __declspec(dl-
lexport) void ShowDlg(void), 進入圖形庫加工主界麵
如圖 1。選擇所要加工的零件圖(tú)形進入加工界麵, 根
據一定的工藝要求設(shè)置加(jiā)工參數(shù), 此時將自(zì)動生成相
應 G 代碼。點(diǎn)擊保(bǎo)存按鈕, 將(jiāng) G 代碼(mǎ)保存在一定路徑
中。然後將界麵返回到切割機(jī)文件畫麵如圖 4, 點擊
文件管理, 載入 G 代碼, 最後點擊自動加工按鈕, 進行
工件加工。
4.結語
本文(wén)介紹(shào)了一種基於 MFC 動態鏈接庫的數控切割機係統加工代碼圖形庫的設計。在數(shù)控加工時, 操作人員通(tōng)過修改圖形加工的工藝參數, 圖形庫能夠自動更新相應的加工 G 代碼, 和圖形預(yù)覽, 故具有很強的實時性。比起人工修改 G 代碼, 大大提高了效率和準確性。
另外, 該圖形庫以一個動態鏈接庫(kù)的形式存(cún)在, 即可以被任何基於 Windows 平台開發(fā)的數控係統軟件調(diào)用。故(gù)這種圖形庫不局限於已經使用的火焰切割機(jī)數控係統, 隻要(yào)遵循特定數控係統加(jiā)工代碼格式, 就(jiù)可很方便的移植(zhí)到其他(tā)數控係統上, 具有很強的通用性。
此外, 該圖形庫包含的圖形資源豐富, 即包含了切割機係統(tǒng)加(jiā)工的絕大部分通用零件圖形(xíng), 且易於擴(kuò)展,以適(shì)應加工出更多(duō)種零部件圖形的需求。
如(rú)果您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com

牌調查")
- 2024年11月 金(jīn)屬切削(xuē)機床產(chǎn)量數(shù)據
- 2024年11月 分地(dì)區金(jīn)屬切削機(jī)床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月(yuè) 軸承出口情況(kuàng)
- 2024年10月 分(fèn)地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據