


數控外圓磨削中切磨次(cì)數的(de)算法及編(biān)程
2019-8-7 來源: 陝西秦川格蘭德機床有限公司 作者:孫(sūn)秦超
摘 要 :數控外圓磨削中,當磨削部位軸向(xiàng)長度大於砂輪(lún)寬度(dù)且徑向磨削餘(yú)量較大時,一般采(cǎi)用切縱複合磨削方法,可大量節省加工時(shí)間(jiān)。即多次等距跳檔切入(rù)磨削,去除(chú)較大餘量,當剩餘很小徑向餘量時,采用縱磨方式磨削至最終尺寸。每次切入磨削要求砂輪要有一定的重疊(dié)量,方能保(bǎo)證(zhèng)多次切磨後不(bú)留或(huò)保(bǎo)留微量的(de)切痕和棱線,那麽就需要自動計算切磨(mó)次數和跳檔距離,然(rán)後進行編程加(jiā)工,這(zhè)裏就算(suàn)法和編程方法進行討論。
關鍵詞 :磨床 磨削(xuē) 切縱複合(hé)磨削 切入磨 縱(zòng)磨
數控外圓磨削中(zhōng),當(dāng)磨(mó)削部位軸向長度大於砂輪寬度且徑(jìng)向磨削餘(yú)量較大時,一般采用切縱複合磨削方法,可大量(liàng)節省(shěng)加工時間(jiān),提高加工效率。所(suǒ)謂切(qiē)縱複合磨削:即多次等距跳檔切(qiē)入磨削,去除較大徑向餘量,剩餘很小徑向餘量(liàng)時,采用(yòng)縱磨方式磨削至最終尺寸。
每次切入磨(mó)削要求砂輪要有一定的重疊量,方能保證多次切磨(mó)後不(bú)留或保留微(wēi)量的切痕和棱線(xiàn),要保證縱磨達到精度要求,就需要自動計算切(qiē)磨次數和跳(tiào)檔距離,然(rán)後進行編程加(jiā)工,本(běn)文就算法和編程方法進行以下(xià)討(tǎo)論。
1 、磨削要求說(shuō)明
根據磨削工藝,切縱複合磨削有以下要求:
1.1 磨削起點和終點
根據(jù)工藝(yì),在(zài)縱磨外圓時砂輪在磨削部位兩(liǎng)端都要有一定的磨出量,且砂(shā)輪在兩端位置要有一定的停留,兩端的磨出(chū)量和停(tíng)留時間不一定相同,根據工件情況(kuàng)而定。磨出量(liàng)大的一端,停留(liú)時間可(kě)少一些,反之則相反。並非砂輪邊緣與工件兩端對準(zhǔn)開始磨削,否則磨(mó)削完成(chéng)後,兩端頭部直徑大小會與中間不一致,存在誤差。
如遇台階軸,砂輪在一端可能就沒有磨出量,那麽此時停留時間就長一些,而另(lìng)一端留有磨出量,停留時間可以少一些,兩端停留時間並不相等。由此可見(jiàn),磨削編程時(shí)起點和終點並不能完全由圖紙尺寸而定,而(ér)是操作工(gōng)根據磨削需要確定,再配合停留時間達到預期(qī)目的。
實際(jì)操作中,操作工分別將砂輪移動調整到左右兩端,留出一定的磨出量,記錄左右兩端的軸(zhóu)向座標 Z_L 和 Z_R,或者利用用戶自定(dìng)義畫麵上的坐標(biāo)捕捉功能,自動記錄兩端 Z 坐標(biāo)。
1.2 砂(shā)輪切(qiē)入重疊(dié)量
如果按照砂輪寬度跳(tiào)檔多次切入磨削,由於砂輪磨損,使每次磨削量有差(chà)異,另一方麵在兩次切入磨削砂輪交界處會留有一個棱線,是不利於(yú)後麵的(de)往複縱磨和達到最終精(jīng)度,這些都(dōu)會產生磨削不利因素。
為了(le)解決以(yǐ)上問題,可以使砂輪跳檔(dàng)距離小於砂輪寬度,等距跳檔,每次切入(rù)磨削時有一個重疊量就可以解決棱線問題。當然重疊量(liàng)越小,切入次數會越(yuè)少,效率就越(yuè)高,等距跳檔可以(yǐ)解決砂輪磨損問題。
要實現最小的重疊量,又要(yào)等距跳檔,這還與跳檔距離、砂輪寬度、磨(mó)削範圍(wéi)相關,並非獨立確(què)定的量,有待於後麵計算。
1.3 跳檔距(jù)離和切入次數
從以上分(fèn)析可見,等距跳(tiào)檔切入可以保證砂輪磨損狀況基本良好。重疊量(liàng) d、跳檔距離 L、切入次(cì)數 n 三個物理量相互關聯,存在最(zuì)優算法,需要進一步討論計算。
2 、計算(suàn)方(fāng)法

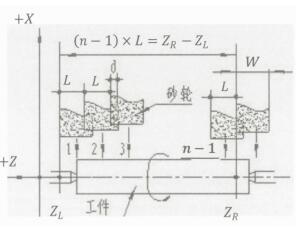
圖 1 磨削示意圖
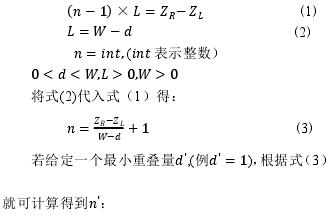
按磨削示意圖,可得出以下公(gōng)式:
3、 編程方法
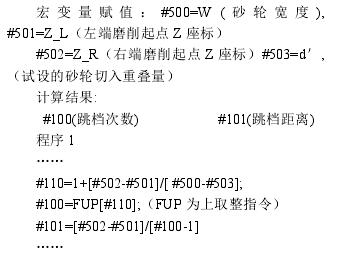
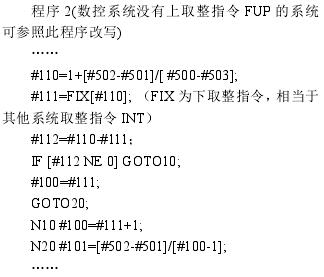
知道了算法,編程就很容易,該算法可用於各種數控係統,隻要係統具備取整函數和一般的運算功能即可。下(xià)麵以 FANUC-0i 數控係統為例,給出 2 個程序(xù)例子:
4 、結語
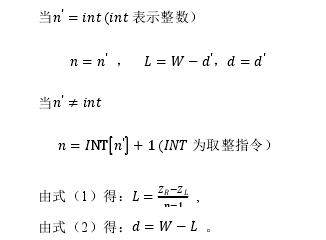
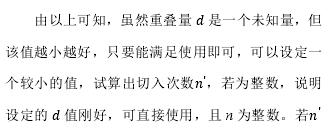
以上算法經過 CAD 模(mó)擬驗證和實際機床(chuáng)運行驗證,結果正確,效果良好。通過以上分析可知,然存在一個不確(què)定的物理量(liàng)即 d,影響了該物理(lǐ)量的解算,但使用工程方法,根據工藝需要預設一個值(zhí)進行試(shì)算,然後進行校正,就能夠比較完美地解決實(shí)際問題。
投稿箱:
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊(xùn)合作,歡(huān)迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊(xùn)合作,歡(huān)迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
")
行業數據
| 更多
- 2024年11月 金屬切削機(jī)床產量數據(jù)
- 2024年11月 分地區金屬切削機(jī)床產量(liàng)數(shù)據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基(jī)本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年(nián)9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據
博文選萃
| 更多