


鏜床上錐孔加工的工藝分析及夾具設計
2019-4-11 來(lái)源: 山西東華機(jī)械電子(zǐ)有限公司(sī) 作者:白少丹 , 韓立韞
摘 要:通過加工工藝改進,設計工裝夾具,在(zài)普通 T68 臥式鏜(táng)床上(shàng)對錐孔進行加(jiā)工,加工後達到了圖樣尺寸精度及粗糙度要求。
關鍵詞:鏜床(chuáng);錐孔;加工;分析
我廠加工的一種泵體(tǐ),材質為 ZG310 ~ 570,基本外形見圖 1 所(suǒ)示,毛坯重約 312kg,成品重 220kg,其圖示方向有(yǒu) 6 組錐孔見圖 1。
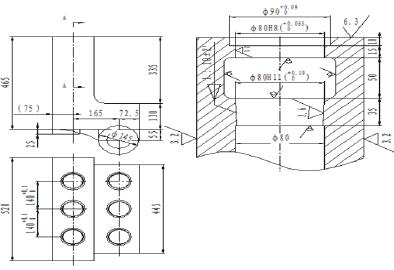
圖 1 A-A 放大(dà) 4:1
1 、錐孔加工工藝(yì)分析及鉸刀(dāo)結構設(shè)計
1.1 工藝分析:每個工件上有六個錐孔
加工前端(duān) φ90.、φ80H8( )mm 孔時(shí),將錐孔按小(xiǎo)端直徑鏜成(chéng)直孔留 1mm 餘量,再用圓錐成型(xíng)鉸刀半精加工留 0.06 ~ 0.10mm 餘(yú)量,成型鉸刀設計如圖(tú) 2:
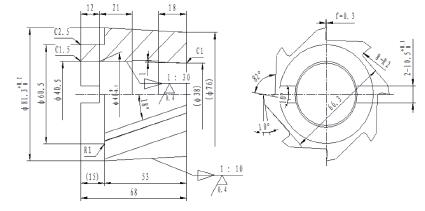
圖 2 鉸刀(dāo)
1.2 鉸刀結構設計
(1)莫氏鉸刀的柄部為(wéi)圓柱(zhù)體,尾端為方榫,作成內部有孔的
套式(shì)鉸刀配(pèi)錐柄。
(2)為減少切削時的傳動(dòng)消耗,提高表(biǎo)麵加工質量,鉸刀刀齒
呈螺旋形。
(3)參照圓柱型套(tào)式鉸刀內孔配合(hé)方法,采用 1:30 錐度(dù),大端直徑 φ40mm,鉸刀大端開寬 10mm 槽,切削刃(rèn)處(chù)前角 γ0=8°~ 10°,圓錐刃帶寬(kuān) 0.3 ~ 0.5mm,容屑槽(cáo)深度 7mm 左右(yòu)。
經過試驗,鉸刀操作方便,切(qiē)削輕快,排屑順利,切削力不大,大大縮短(duǎn)了切削時間,提高了生產效率,錐孔尺寸控製好。
2 、滾壓滾具結構(gòu)設計
由於鑄件毛坯自身內部組織不太致(zhì)密,鉸孔後粗糙度值(zhí)仍達不到(dào)技術要求,為了滿足生產要求,采用鉸孔後滾壓加工(gōng),錐孔滾具如圖 3:
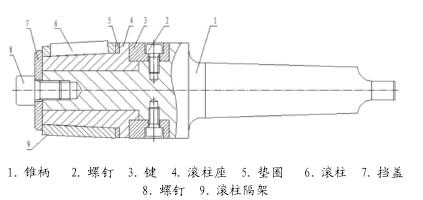
圖 3 滾壓滾(gǔn)具
(1)錐柄(bǐng) : 在 T68 鏜床上使用,一端為莫氏(shì) 5# 錐與鏜床主軸配(pèi)合,端部中心(xīn)作 M8 螺釘固(gù)定擋蓋,另一端為裝滾柱座的定心軸徑;兩部分連接處對稱開鍵槽,槽底作 M6 螺紋孔(kǒng),固定(dìng)鍵壓(yā)緊滾柱座。
(2)滾柱 : 根據滾製工件錐孔長為 35mm, 滾柱長(zhǎng)度(dù)選 45mm, 柱徑選(xuǎn) 10mm, 采用 T8 鋼淬(cuì)火硬度為 HRC50-55。
(3)滾柱座:用於支撐滾柱,內孔與定心軸(zhóu)配合,外部為 1:10與圓柱形滾柱配合(hé)成滾壓錐,錐大端側為台階,限製(zhì)隔套軸向位置,圓柱台階上開有槽,與滾(gǔn)具柄(bǐng)上槽相對應放入鍵,傳遞滾壓扭矩,材質為 T8,淬火(huǒ)硬度為 HRC55-60。
(4)滾柱隔套:內錐與滾(gǔn)柱座配合有 0.1 ~ 0.15 間隙,外錐直徑小於工件錐徑 1mm, 使滾柱露出套外(wài) 0.5mm 左右,套上均布三條滾柱槽,呈倒錐(zhuī)形,3 槽 120°均布,材質為 ZQAL9 - 4,鑄造錫青銅,強度高,耐磨(mó)性好。
此夾具結構簡單、製造容易、節省材料、更換方便,達到了圖樣(yàng)尺寸精度及粗糙度要求。
3、 結語
在普通臥(wò)式鏜床上加工錐孔,通過對工藝進(jìn)行改進,工裝夾具的優化設計,滿足(zú)了圖樣尺寸精度及粗糙度要求(qiú),節約了資金(jīn),降(jiàng)低了生產(chǎn)成本。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區(qū)金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘(chéng)用車(chē)(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機(jī)床產量數據(jù)
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基(jī)本(běn)型乘用車(轎車)產量數(shù)據
博文選萃
| 更多
- 機械加工(gōng)過程圖示
- 判斷一台加工中心精(jīng)度(dù)的幾種辦法(fǎ)
- 中走絲線切割機床的發展趨勢
- 國產數控係統和(hé)數控機(jī)床何去何從?
- 中國的技術工人(rén)都去哪裏了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機械行業最(zuì)新自殺性營銷,害人害(hài)己!不倒閉才
- 製造(zào)業(yè)大逃亡
- 智能時代,少談點(diǎn)智(zhì)造,多談點製(zhì)造
- 現實麵前(qián),國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床(chuáng)加(jiā)工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設(shè)計
- 傳(chuán)統鑽(zuàn)削與螺旋銑孔加工工藝(yì)的區別