


發動機缸體曲軸孔鉸珩加工設備及加工工藝(yì)分析
2019-2-15 來源: 上(shàng)汽通用五菱(líng)汽車股份有限公司 作者:武 書
摘 要:發動機缸體作為發動(dòng)機核心的部件(jiàn)之(zhī)一,直接影響著發動機的性(xìng)能(néng)。發(fā)動機曲軸通過軸瓦(wǎ)支(zhī)撐,安裝在缸體曲軸孔上。缸體曲軸孔支撐整(zhěng)個發動機(jī)曲軸(zhóu),是發動機的動力輸出的(de)核心的部(bù)位之(zhī)一。因此,缸體曲軸孔需要(yào)通過鉸珩(héng)加工來保證加工精度,確(què)保整個發動機的性能。
關鍵詞:缸體曲軸孔;鉸珩加工;加工工藝分(fèn)析
隨著社會經(jīng)濟的(de)發展,汽車已經(jīng)逐步成為人們生活中必不可少的一種生(shēng)活工具。汽車行業已成為我(wǒ)國(guó)重要的經濟產業(yè)支柱。發動(dòng)機作為(wéi)汽車(chē)的動力核心部件(jiàn),始終製約著我國的經濟發展。發動機缸(gāng)體作為發動機核(hé)心的部件之一,直接影響著發動機的性能。
發動機曲軸通(tōng)過軸瓦支撐,安裝在缸體曲(qǔ)軸孔(kǒng)上,缸體曲軸孔(kǒng)支撐整個發動機曲(qǔ)軸,是發動機(jī)的動力(lì)輸出的核心的部位之一。因(yīn)此,為(wéi)了確保缸(gāng)體曲軸孔的精度(dù),通常采用鉸珩(héng)的精加工工藝來保證其最終的產品尺寸要求。本(běn)文(wén)將會介紹一種完全進口的美國 NAGEL 珩磨機的設備的加工原理、加工工藝以及設備加工過程的調(diào)整與質量控製。
1 、設備結(jié)構及工作原理
該(gāi)進口的(de)美國 NAGEL 珩磨機設備主要分為三大係統:機械係統、伺服控(kòng)製係統(tǒng)、人機(jī)交互係統。機械係(xì)統(tǒng)包括:機床主體結構,其主要功能是給整個夾具、主軸等提供(gòng)有效的支撐;定(dìng)位夾(jiá)緊部(bù)分,該結構功能主要提供加確(què)保工(gōng)件在機床的固定位置,特別是相對(duì)於機床加工主軸的位置,從而確保(bǎo)其加工結果的精度;主(zhǔ)軸導軌(guǐ)部分,主要為了加(jiā)工提供機械結構支撐。
伺服(fú)控製係統包(bāo)括:漲刀控製部分,曲軸孔鉸珩采用的刀(dāo)具壽命較高,在加(jiā)工過程中刀具(jù)會不斷(duàn)的磨損,刀具磨損後為了確保加工直徑的合格,在加工過程中,漲刀係統會根據測量結果進行實時補償;進給控製部分,主要是用於控製(zhì)加工進給速度、主軸轉(zhuǎn)速及主軸退回速度;測量控製(zhì)部分,該係統有兩個(gè)作用:一是在線百(bǎi)分百測量,確保加(jiā)工結果百分(fèn)之百合格,及時剔除不合理工件;二是,將測量結果反饋給漲刀係統,為漲刀係統實時補償提供參數依據。人機交互係統,主要載體是 HIM,用於操作(zuò)人員指令輸入,珩磨加工過程受各方麵的影響,現場的操作人員根據實際情(qíng)況實時調整加工參數來控製加工質(zhì)量。
2、加(jiā)工工藝過程
2.1 加(jiā)工工(gōng)藝
本(běn)文以(yǐ)一款四缸直列發動機缸體曲軸孔鉸珩工藝來(lái)說明,在製造過程中如何確保最(zuì)終產品尺寸要求。曲軸孔的加工工藝大致分為 4 大步驟:粗鏜曲軸孔半(bàn)圓;安裝曲軸主軸承蓋;半精(精)鏜曲軸孔;鉸珩曲軸孔。
鉸珩曲軸孔的工藝主要是為了確保最終的直徑、粗糙粗、圓度的要求,曲軸孔的位置(zhì)度主要
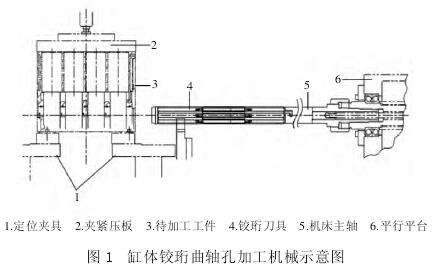
通過精鏜來得到保證,鉸珩對位置度的修複能有限,幾(jǐ)乎可以忽略不計。缸體曲軸孔鉸珩加工機械示意(yì)圖,如(rú)圖(tú) 1 所示,工件采用一麵兩銷(xiāo)定位,通過夾緊壓板來壓(yā)緊缸體頂麵。
鉸(jiǎo)珩加工刀具連接在主軸上,通過加工滑行平(píng)台,保證加工的進給跟返回。刀(dāo)具與主軸連接成一體,類似一根細長軸,具有(yǒu)一定的柔性,在主軸達到一定的轉速的情況下,主軸具有一定的矯正能力。
因此,在機床主軸相對工件同軸度滿足條件(jiàn)的條件下,刀(dāo)具的導條將會影響到曲軸孔的加工質量。
2.2 刀具(jù)結構及加工參數選定
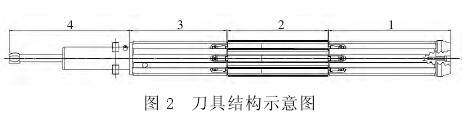
鉸珩所采用的刀具屬於特殊刀具。曲軸孔的加工刀具的選(xuǎn)擇及設計取決於(yú)需要加工(gōng)缸體每檔曲軸孔之間的間隙(xì)以及曲軸孔的軸向寬度。該缸體鉸珩加工選(xuǎn)擇的刀具如圖 2 所示。
包含區域(yù) 1 前導條、區域 2 加工刀具砂條、區域 3 後導條、區域 4 與主(zhǔ)軸連接及漲(zhǎng)刀連杆。前導條主要是在加工過程中起導向作用,避免加工時晃動大。加工砂條的作用,切削多餘加工餘量,保證最終產品尺寸。刀具的後導條的(de)作用是在刀具加工完成後(hòu),退刀(dāo)起到導向(xiàng)作用,防止曲軸孔被碰傷。
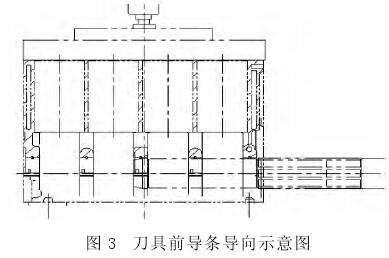
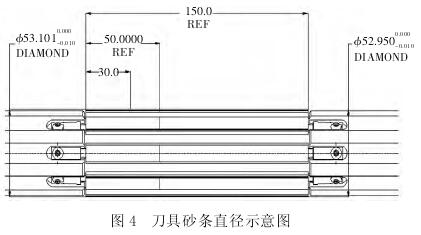
刀具設計要求:前(qián)導條的長(zhǎng)度要求能夠滿(mǎn)足 3 個曲軸孔的導向,如 3 圖所(suǒ)示。這樣可以保證導向的穩定性,進而保(bǎo)證加工(gōng)質量。切(qiē)屑砂條(tiáo)的直徑設(shè)計(jì):為(wéi)了(le)確保切屑的平穩性,切削砂條需設計成(chéng)錐度過渡(dù)。如下(xià)圖 4 所示,整個砂條(tiáo)長度為 150 mm,前段初始直徑為 準52.95(-0.01,0)mm 到 120 mm 處,按圓錐(zhuī)過渡至直徑 準53.01(-0.01,0)mm,最後 30 mm 處的直徑要求為 準53.01(-0.01,0)mm,為產品最後的要求尺寸(cùn)。刀具後導條,隻是在(zài)刀具返回時(shí),起到導向作用。
因此,在盡量(liàng)減少設備的整體空間要求下,隻要滿足2 個曲軸孔同時導向,就能完成導向的作用。該缸體加工所(suǒ)用的刀具的相關參(cān)數(shù)如下表 1 所示.

鉸珩曲軸孔的加工餘量設定與前(qián)道加工工序的質量(liàng)有關,一般情況下,珩磨的加工餘(yú)量越小加(jiā)工成本越低,質量(liàng)控製越好。本文涉及的機型的鉸珩加工餘量為(wéi) 0.03 mm.正常工藝控(kòng)製情況下,要求(qiú)加工餘量不小於以下計算結果:缸體(tǐ)曲軸(zhóu)孔的(de)加工參(cān)數包含主軸轉速(sù)、進給速度、返回(huí)速度。
加工參數的選擇,影響加工質量跟加工節拍(成本)。主軸的(de)轉動是切屑(xiè)加工的(de)動力來源,主軸轉速過快會導致主軸震動大、切削(xuē)力過大等(děng),從而造成加工質(zhì)量不穩定、曲軸孔圓度差、加工變形等質量問題。
主軸轉速慢會導致切削(xuē)力不夠(gòu),工件切不動且加工效率低等問題,根據實際工況條件(jiàn)本機選擇的主軸轉速為 360 r/min。
加工的進給速度跟加工過程中刀(dāo)具的(de)導向狀態有關,切屑(xiè)進(jìn)給是工件能夠持續加工的前(qián)提條件,進給過快將會(huì)導致工件切屑力過大,導致(zhì)加工變形,刀具砂條擠傷脫落以及加工不充分問題。進給速度過慢,將會導致(zhì)曲(qǔ)軸孔過量加工(gōng),工件直徑(jìng)超差。本機選擇的切削參數如下表 2 所示。
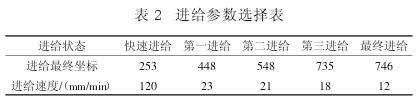
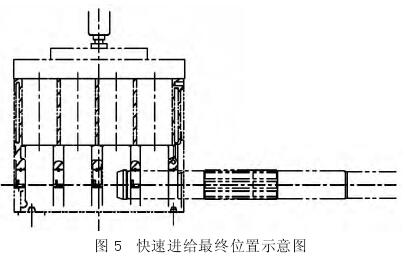
該直列發動的缸(gāng)體的(de)曲軸孔鉸珩加工共分為五個階段(duàn),分別如下:第一階段:快速進給。該階(jiē)段刀具從機床的零點開始到(dào)刀(dāo)具的前導條進入到曲(qǔ)軸孔中,但是砂條還未(wèi)接觸到待加工曲軸孔,留有一定的安(ān)全距離,最終進(jìn)給位置如下圖 5 所(suǒ)示,該階段(duàn)主要是讓刀具貼近加工曲軸孔,進給需要盡量快,以保證加(jiā)工節拍。
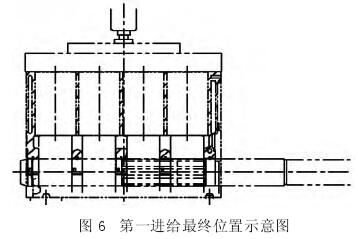
第二階段:第(dì)一進給。該(gāi)階段刀具(jù)前導條有 3 個曲軸孔作為導(dǎo)向支撐,導向效果好,是所有正(zhèng)常切削過程中進給最快的階段,直至前導向開始變(biàn)成 2 個軸孔作為導向支撐,第一進(jìn)給的最終(zhōng)進給(gěi)位置如圖(tú) 6 所示。
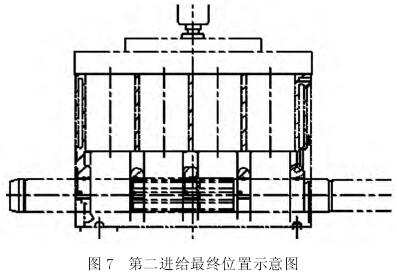
第三階段:第二進(jìn)給。該階段刀具前導條有 2 個曲軸孔作為導向支撐,此時導向效果開始下(xià)降,但加工過程比較穩定,此時的進給較第(dì)一進給時有所降低,該進(jìn)給速度(dù)一直持續(xù)到前導條為(wéi)單個(gè)曲軸孔作為導向支撐,其最終進給的位置如圖 7 所示。
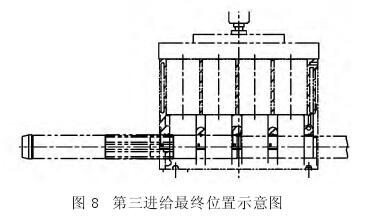
第四階段:第三進給。該階段刀具前導向由 1 個曲(qǔ)軸(zhóu)孔過渡到(dào)無導向支(zhī)持,但是此時切(qiē)削(xuē)的砂條還處(chù)於錐度切削還還未達到成品加工砂條(tiáo)階段。此時砂條加工的狀態容(róng)易(yì)晃動(dòng),隻能通過不斷降低進給速度保證加工質量,其加工的最終位(wèi)置如圖 8 所示。
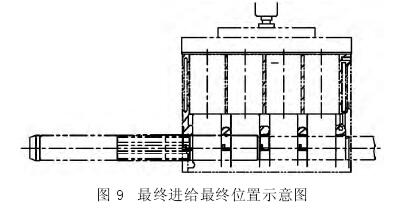
第五階(jiē)段:最終進給。該階段最後一個(gè)曲軸孔即將完(wán)成加工,此時加工晃動大,進給降到最低。由於設計刀具最後成型的直徑長度為 30 mm,而最後一檔曲軸孔的軸向寬度(dù)為 20 mm,所以最終為了保(bǎo)證加工質量,刀具沒有完全(quán)伸出到最後一個加工曲(qǔ)軸(zhóu)孔外,隻是在最終進給(gěi)位置停留
1~2 s 的(de)時間,同時(shí)也是(shì)為了確(què)保在(zài)返回(huí)的過程的發生碰撞。其加工(gōng)最(zuì)終(zhōng)位置如圖 9 所示。
刀具退回,由於本設備采用的(de)是自動(dòng)漲刀(dāo)係統,刀具可以(yǐ)根據測量值自動漲刀,但不具備自動收刀功能,加工主軸又具有一定的浮動量,所以工件加工完成後,退刀時,刀具(jù)會再次碰到曲軸孔表麵。因此(cǐ),退回(huí)速度慢,將會導致曲(qǔ)軸孔直徑(jìng)被二次加工,曲軸孔(kǒng)直徑超上差。退(tuì)回速度過快(kuài)可能導致曲軸孔直徑(jìng)碰傷、拉傷等問題。本機采(cǎi)用的退(tuì)回速度為 120mm/min,如(rú)果采用自動(dòng)收刀(dāo),那麽退回(huí)速度可以進(jìn)一步提升。
3 、結(jié)束語
缸體曲軸孔鉸珩加工是(shì)一種複雜的加工工(gōng)藝過程,加工質量受到加(jiā)工環境、設備狀態、加工方式(shì)的等因素的影響,在日常的生產過程中,需要根據現場生產的(de)實際情況,實時調整控製加工參數,從而來確保最終的產品加工質量。目前國內珩磨加工(gōng)技術還比(bǐ)較落後,大多數(shù)發動機缸體加工所需的機床均是靠進口。珩磨加工的技術的國(guó)產化,還有很長的一段路要走,需要一代代工程人(rén)的不懈(xiè)努力與奮鬥。
投稿箱:
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業界視(shì)點
| 更多

行業數據
| 更(gèng)多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地(dì)區(qū)金屬切削機(jī)床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本型乘用車(轎車(chē))產量數據
- 2024年(nián)11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量(liàng)情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切削(xuē)機床產量數據
- 2024年10月(yuè) 金屬切削機床產量數(shù)據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年(nián)8月(yuè) 新能源(yuán)汽車產(chǎn)量數據
- 2028年8月 基(jī)本型(xíng)乘用車(轎車)產量數據