


組合鏜床的電氣控製線路(lù)設(shè)計
2018-11-20 來源:沈陽機床股份公司戰略采購部 作者:閻(yán)誠 田苗
【摘要】所有機床都離不開電來控製,同時機床的動力係統也需要電來支持,組合鏜床也不例外,怎樣滿(mǎn)足組合機床設計(jì)要求,怎樣設計組(zǔ)合鏜床的電(diàn)氣控製線路圖,將機床的電動(dòng)機、主(zhǔ)軸箱、控製係統進行控製,將機床電氣係統合理設計完成,需要設計(jì)機床的控製係統,完成(chéng)軟件設計,一般機床選取 PLC 進行控製(zhì),相當於組合鏜(táng)床的核心。
【關鍵詞】組(zǔ)合機(jī)床設(shè)計要求;電氣(qì)控製線路圖;軟件設計
1、 組合機床設計要求
對於機(jī)床(chuáng)的一般設計要求是滿足客戶需求的前提下,使(shǐ)機床控製係統更全麵,更方便,對於組合鏜床的設計要求首先從機械動力滑台控(kòng)製線路和液壓動力(lì)滑(huá)台控製線路進(jìn)行(háng)設計,它(tā)們兩者的(de)進給設(shè)計上不一樣,對於組合鏜床來說,機械滑台(tái)的控製係統中(zhōng),動力頭的驅動比較靈活,電氣控製係統一般的控製方式分(fèn)為行程控製、時間(jiān)控製、壓力控製,圖 1 就(jiù)是(shì)行程控製方式的(de)典型實例。
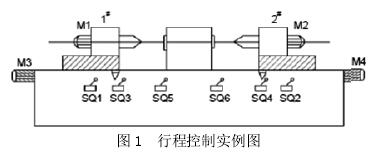
對於圖 1 的控製(zhì)方式進行分(fèn)析:SQ1 和 SQ3 是組合機床一個動力頭的限(xiàn)位開關,SQ1 為原位開關,SQ3 為快進(jìn)開關,同樣 SQ2 和 SQ4 為另一個的控製開關,SQ2 為原位開關,SQ5 負責(zé)控製左動力頭的工進,SQ6 負責控製另一個的工進。機床邏輯控製上:機(jī)床(chuáng)的邏輯控製(zhì)上一般采用繼電(diàn)器,但是在一些機床使用時候,需要對控製係統進行(háng)改變,繼電器(qì)的更改(gǎi)比較麻煩(fán),需要贏接線,所以可編程控製係統的邏(luó)輯控製采用(yòng)存儲邏(luó)輯的方式,隻有輸(shū)入端和輸出端與(yǔ)外接線,不像繼電器需(xū)要大(dà)量的串、並聯,這種邏輯控製在更(gèng)改時候隻需(xū)要進行重新編寫控製指令,非常方便。
可靠(kào)性、維護性:采用 PLC 係統,PLC 屬於微(wēi)電子技術,是通過(guò)半導體電路來(lái)完成的,所以PLC控製係統可靠性非常高,同時自身係統佩(pèi)戴自檢和監控係統,可以(yǐ)將故障顯示給操作人員。
定時控(kòng)製和計數控製:在 PLC 控製的機床中,需(xū)要有定時控製和計數控製,可編程控製係統中的定(dìng)時控製係統采用的為半導體集(jí)成電路定時器。
2 、電氣(qì)控製線路圖
組合鏜床的電氣控製線路圖設計主要是通過 PLC 進行控製,控製上將主軸電機、進給電機、照明電路、冷(lěng)卻電路進行合理搭(dā)配,交(jiāo)叉控製,電動機控製線路圖如圖 2。
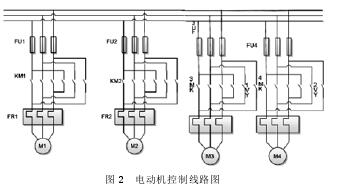
圖 2 中的 M1 和 M2 為主軸電機,M3 和 M4 為快速電機和進給電機,KM1 和 KM2 為電動機 M1 和 M2 正傳(chuán)電機控製線圈,KM3 和 KM4 為快速、進給電機的(de)正轉控製線圈。
對於 PLC 控製的機床上,具有信號指示燈,電(diàn)動機每產生一個動(dòng)作都有相(xiàng)應的指示燈,組合鏜床的信號指示燈如圖3。
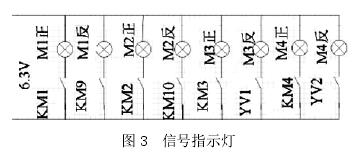
通過信號指示燈的線路圖(tú)可(kě)以看出主軸電機的反轉控製線圈為 KM9 和 KM10。
3 、軟(ruǎn)件(jiàn)設計
對於組合鏜床的(de) PLC 軟件設計上的一般原則(zé)為:
(1)最大限度的滿足控製要求,要發揮可(kě)編程控製係統的功能,設計人員要(yào)對現(xiàn)場和操作(zuò)者(zhě)進行收集資料,盡最大程度的滿(mǎn)足(zú)控製要求(qiú);
(2)保證係統安全可(kě)靠,生產安全為(wéi)第一位,所以可編程控製係(xì)統要能夠(gòu)長期的、安全的運(yùn)行,保證操(cāo)作者的人身安全;
(3)簡單、經(jīng)濟,雖然 PLC 控製為自動化控製,但是在(zài)設計上也要降低成(chéng)本,操作簡單,操作者一目了然;
(4)適應發(fā)展的要求,設計者在設計時候要考慮今後的需求,可以做(zuò)到在未(wèi)來發(fā)展中進行優化。根據以上的綜合分(fèn)析,在統計組合鏜床 PLC 輸入元(yuán)件,執行元件以及 I/O 點數,最終選擇 FX2N—32MR 加擴展單(dān)元作為本組合機床的 PLC 控製軟件(jiàn),設計流程圖如圖 4。
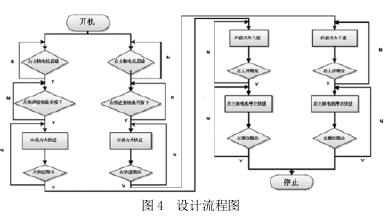
要求為左右動力頭快進、工進(jìn)、快退的工作循環,同時還可以(yǐ)單獨調整。
4 、結語
組合鏜床的電氣線路(lù)圖主(zhǔ)要就是根據一般機床進行(háng)設(shè)計,從以往(wǎng)機床(chuáng)線路圖進行優化設計,而對於 PLC 控製係統的設計就不同了,在現代機(jī)床領域,PLC控製係統很多種,世界先進水(shuǐ)平的軟件公司也很多家,每個公司的控製係統也不同,各有各的優點,但是主要(yào)方向是一致(zhì)的,設計(jì)者可以根據自己機床的要求(qiú)進行選取控製軟件,無論(lùn)選取怎樣的控製係(xì)統(tǒng),最(zuì)終都是將(jiāng)組合鏜床的(de)自動化程度得到提升,加工能力得到增加。
投稿箱:
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息

業界視點
| 更多
牌調查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年(nián)11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源(yuán)汽(qì)車銷量(liàng)情況
- 2024年10月(yuè) 新能源汽車(chē)產量數據
- 2024年10月 軸承出(chū)口情況(kuàng)
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機(jī)床產量(liàng)數據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據