


摘要:熱變形是影響超精密機床精度的關鍵因素之一,而(ér)熱導率是分析機床熱變形準確度的決定性因素。為了保證機(jī)床溫度場分布(bù)分析的準確性,提(tí)高(gāo)機床的精度,提出一種基於熱力學理論的熱導率分析模型以及結合有限元分析的機床結構優(yōu)化方法。建立自由電子氣模型以(yǐ)及Debye 模型,分別(bié)計(jì)算出自主設計的超精密光學磨床所采用的幾種材料的熱導率,提高熱導率的準確性;進而利用有(yǒu)限(xiàn)元軟件(jiàn)ANSYS 分析機床主(zhǔ)軸、溜板(bǎn)箱(xiāng)和床身的(de)溫度場分布;研究分析不同(tóng)機床結構(gòu)下主軸和機床整體的溫升規律,提(tí)出基於熱力學分析結果的一係列超精密光學磨床結構(gòu)優化(huà)方法,針對誤差敏感方向,采取對電動(dòng)機與溜板箱的連接件以(yǐ)及電動機和主軸的接觸(chù)件進(jìn)行優化設計,減小熱源與主軸(zhóu)、箱體之間的接觸麵積等方法,使機床熱變形減小,提高了機床的精度。
關鍵詞:熱導率;超精密光學磨床;溫度場分布;結構優(yōu)化
0 前言(yán)
機床(chuáng)定位的不準(zhǔn)確度直接影響機(jī)床所加工(gōng)零件的尺寸精度。典型的誤(wù)差來源(yuán)是(shì)幾何誤差(chà)、熱機械誤差(由環境或者內部熱源引起的)、控製誤差(chà)、力誤差和檢測(cè)誤差等。其中,熱誤差是數控機床的主要誤差源之一,由溫(wēn)度(dù)升高以及分布不均(jun1)引起的 國家重點基礎研究發展計劃資助項目(mù)(973 計劃,2011CB013203)。20140208 收到初稿,20140719 收到修改稿誤差占機床總誤(wù)差的40%~70%[1],對於超精密機床影響尤其重大[2],熱問題已經成為了影響精密機床精度的關鍵因素。熱誤差是指在加工過程中機床部件由於溫度變化而導致熱變形,從而引起工件和刀具之間的相對位移,對加工工件精度產生(shēng)影響[3]。目前減少熱誤差的(de)措(cuò)施主要集中在兩(liǎng)個(gè)方麵(miàn):在設計階段(duàn)通過結構優化及冷卻係統設計(jì)等措施避免和減小機床的熱誤差;在運行階段對機床進(jìn)行熱誤差(chà)檢測及補償。其(qí)中,第二種方法是當前機床減(jiǎn)小熱誤(wù)差主要采用(yòng)的方法[4],上海交通大學(xué)楊建國等提出(chū)一種數控機床的幾何與熱的複合誤差綜合建模方法,具有實時性和準確性,但(dàn)其補償的範圍和效果受傳感器和(hé)外界環境的限製,穩定性不足,對於超精密機床而言,僅僅依靠軟件補償已顯得不足。
因此,在設計(jì)階段控製機床熱(rè)誤(wù)差的影(yǐng)響顯得尤為重要。機床設計中需要針對結構薄(báo)弱環節進行優化,尤其是對加工(gōng)誤差影響較大的地方。黃強等[6]找出機(jī)床的敏感誤差,然後采用誤差防止和誤差補償(cháng)的方法對這部分誤差進行有針對性的控製,以利於機床(chuáng)設計和製造成本的控製;同(tóng)時,被優化參數的減少也有利於(yú)最優化公差設計。仇健等[7]為改善樣(yàng)機的熱態精度,優化整機結構(gòu)以獲取最佳熱對稱布局。陽紅等[8]利用神經網絡模型的泛化能力,對機床的(de)重點熱剛度進行辨識,辨識結果可以作為機床熱態特性優化和結構改進的依據。因此,對於超精密而言,為提高整體精(jīng)度,在機床設計階段就需要通過研究熱傳導規律和機床溫度場分布,得到機床對誤(wù)差較敏感的部分,然後采取材料優化、結構優化和(hé)冷卻係統設計等措施,得到熱剛度和穩定較(jiào)好(hǎo)的布局和結構,有效減小超精(jīng)密機床熱(rè)誤差。
目前,數值方法廣泛地被用來比(bǐ)較不同的機床(chuáng)設計,模擬溫度(dù)對機床的影響,探測熱源對工(gōng)具加工中心點的位移[9]。數值方法分析關鍵的問題之一是機床材料熱導率的確定,熱導率是計算(suàn)分析機床溫度分布決定性因素,它的不(bú)準確度會極大地影響分析結果。超精(jīng)密機床結構由金屬材(cái)料(主軸(zhóu))和非金屬材料(大理石床身(shēn))組成,金屬材料熱傳導的載體是自由電子,可將其類比成理想氣體來(lái)計算其熱導率;非金屬材料,如大理石是通過聲子散射來進行熱傳導的。非金屬材料熱導率計算最初是建立在愛因斯(sī)坦假設或者Debye 假設的基礎上的,愛因斯坦模型假定晶(jīng)體(tǐ)中所有原子(zǐ)都(dōu)以相同的頻率做振動,忽略了諧振子之間的差異,認為3N 個諧振子是全(quán)同的。Debye 模型則是把格波作為彈性波來處理,認為在甚低溫下不僅光學波對熱(rè)容的貢獻(xiàn)可以(yǐ)忽(hū)略,而且頻率高的聲學波(bō)對熱容的貢獻也可以忽略,因此決定晶體熱容的主(zhǔ)要是長聲學波,即彈性波。本文(wén)采用Debye 模型(xíng)計算大理石的熱導率。
本文針對自行設計的超精密光學磨床,通過(guò)自(zì)由(yóu)電子氣模型以及Debye 模型(xíng),精確計算出超精密光學磨床材料的熱導率;運用理論建模和有限元分析,對機床采用穩態分析方(fāng)法進行仿真分析,預測出機床模型的溫度場分布,通過分(fèn)析出的不同機床構型情況下主軸溫升和機(jī)床溫升規律,提出了基於熱力學分析的超精密光學磨床結構優化(huà)方法,減小(xiǎo)機床熱誤差,並為下一步的軟件補償提供依(yī)據和指導。
1 、超精密機床(chuáng)的熱源
超精密光學磨床材料的(de)選擇對機床的移動質量、慣性矩、靜態和動態剛度、固有頻率和熱性能都有很大的影響。為了實現(xiàn)機床高精度(dù)、高剛度的特性,所設計的超精密光學磨床采(cǎi)用穩定的龍門雙橫梁結構,與一般的單橫梁龍門結構相比具有高度的對稱性,結構剛性和穩定(dìng)性也較好。主體部分和溜板箱均(jun1)由大(dà)理(lǐ)石材料製成(chéng),阻尼係數大,具(jù)有(yǒu)良好的靜態、動態性能和熱穩定性。主體部分采用x、y、z 三正交移動軸方案,x 軸為鏡麵平台移動軸,y軸為砂輪主軸水平移動軸,z 軸采(cǎi)用(yòng)內嵌式結構安裝(zhuāng)在y 軸溜板(bǎn)箱內部,並通過平衡氣缸進(jìn)行z 軸重力平(píng)衡。磨床主(zhǔ)軸采用靜壓電主軸,軸(zhóu)和軸承(chéng)材料分別為40Cr 合(hé)金鋼和錫青銅,具有良好的剛度質量(liàng)比和品質(zhì)價格比。主(zhǔ)軸箱采用鋁製材料以減輕移動部件重量。超精密光學磨床的整體結(jié)構如圖1 所示。
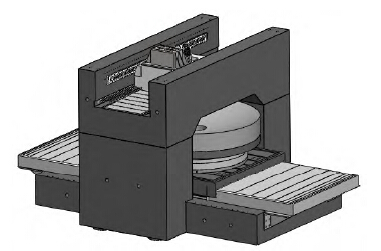
圖1 超精密光學磨床的整體結構
1.1 主軸的熱(rè)源
超精密磨床的(de)電主軸(zhóu)是整個機床的核心部件,也是熱分析關鍵部件之一,圖2 為自行設(shè)計的(de)靜壓電主軸(zhóu)的斷麵圖。
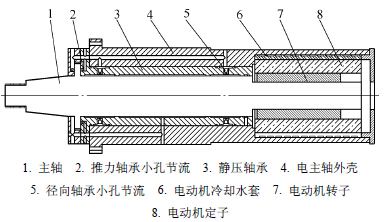
圖2 靜壓電主軸的斷麵圖
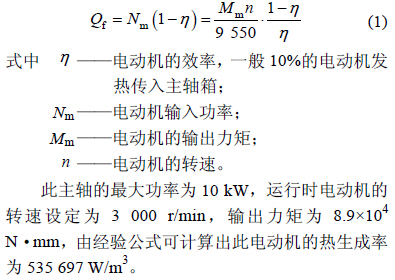
主軸係統內部的發熱是由直驅式(shì)高速異步電動機的旋轉、軸承與(yǔ)液壓(yā)油之間的摩擦產生的。由於軸承和液壓(yā)油之間的摩擦因數極小,並且所設計的液壓油不斷循環冷卻帶走摩擦產生的熱量(liàng)以使得油腔內(nèi)保持恒溫,因此實(shí)際分析時可以忽略此熱(rè)源,僅考慮電動機的發熱。一般來說主軸係統的電動機損耗主要分為(wéi)機(jī)械損耗、電損耗、磁損耗和附加損耗四類(lèi),其中前(qián)三類是主要損耗(hào),而附加損耗隻(zhī)占額定功率的1%~5%[10]。因此,主軸電動機的發熱量Qf 可以根據如下經驗公(gōng)式求(qiú)出
1.2 床身、溜板箱的熱源
床身和溜板箱的主要熱源為x、y 軸上直線電動機的發熱及導軌摩擦生熱。超精密光學磨(mó)床(chuáng)采用靜(jìng)壓導(dǎo)軌支撐,配置液壓油(yóu)循環(huán)冷(lěng)卻(què)係統以保持導軌恒溫。由於直線(xiàn)電動機具(jù)有運(yùn)動慣量小,動態響應性能好和定位精度高的特點,被廣泛用於超精密機床的驅動,選用西門子直線電動機,x 軸(zhóu)型號為1FN3300-3NC40-0BA1 , y 軸采用型號為(wéi)1FN3150-2NB80-0BA1 的直線電(diàn)動機(jī),據西門子公(gōng)司提供的資料可知其損失功率分別為1 520 W 和700 W,假定損(sǔn)失(shī)功(gōng)率全部轉化(huà)為熱,則x 軸(zhóu)和y
2 、機床各部件材料熱導率的計算
金屬、半導(dǎo)體、絕緣(yuán)體是固體的三大類。金屬的導熱載體和導電載體是一樣的,通過自由(yóu)電子來傳遞;而絕緣(yuán)體內部沒有自由移動的電子,因此它的導熱是(shì)通過晶格粒子振動(dòng)的聲子散射來傳遞(dì)熱量;半導體則是介於(yú)兩者之間,一部分通過電子來導熱,一(yī)部分通過聲子來傳遞熱量。
2.1 主軸材(cái)料熱導率的計算
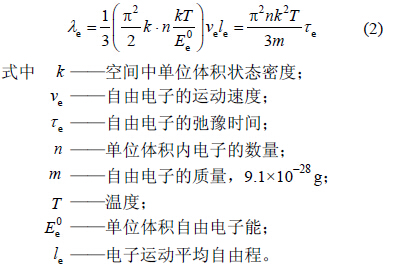
主軸的材料為Cr40 合金鋼,軸承(chéng)材料為錫(xī)青(qīng)銅,它們導熱載體都(dōu)為自由電子。鋼是含碳量在0.021 8%~2.110 0%之間(jiān)的鐵碳(tàn)合金,主(zhǔ)要(yào)元素除鐵、碳外,還有锘、矽、錳、硫、磷、鉬等;錫青銅是以錫為主(zhǔ)要(yào)合金元素的青銅(tóng),含錫量一般在3%~14%之間,還添加磷、鉛、鋅等元素。由自由電子論可知,金屬中大量的自由電(diàn)子可視為(wéi)自由電子氣。因此,各種純金屬的熱導(dǎo)率可以通過借用理想氣體的熱導率公式來計算(suàn)。從而得到金屬的熱導率
因為鋼和錫青銅的熱導率主要(yào)與元素的種類和質量分數有(yǒu)關。因此本文進而采用北理工蘇鐵(tiě)健等研究(jiū)出的關於金屬導熱率計算(suàn)的線性回歸數學模型[11],計算得到合金鋼的熱導率55 W/(m·K),錫青銅的熱導率為44 W/(m·K)。
2.2 床身、溜板箱材(cái)料熱導率的計算
超精密機床采用天然的濟南青(qīng)大理石作為床身材(cái)料,大理石是經長期天然時效,組織結構均勻,線膨脹係(xì)數極小,內應(yīng)力完全消失,不變形,剛性(xìng)好,硬度高,耐磨性強,溫度變(biàn)形小,對減(jiǎn)小機床的整體熱變形具有良好的效果。幹燥的大理石則是(shì)絕緣的(de)晶體,它的導熱載體是聲子。由(yóu)於(yú)大理石是天然形成的,因此缺陷是必然存在(zài)的,內部存在著小孔、雜質等。因(yīn)此在(zài)大理石內部熱量(liàng)也是通過三種方(fāng)式(shì)來傳遞的,熱傳導、熱對流、熱輻射。假設它的有效熱導率
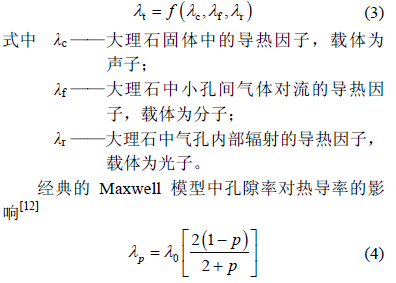
式中 λ0 ——塊材(cái)的本征熱導率;
λp ——孔隙存(cún)在時的(de)熱導(dǎo)率(lǜ);
p ——孔隙率。
由於大理(lǐ)石內部小孔直徑很(hěn)小,孔隙率也不是(shì)很大,因此大(dà)理石中小孔間氣體對流的導熱因子可以忽略,即λf 可以忽略不計(jì)。
但是機床工作時床身的溫度不會很大,在低溫時,大理石中氣(qì)孔內部輻(fú)射的導熱因子λr 也可以暫不考慮。
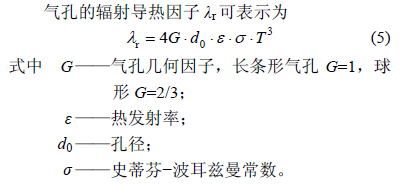
對於大理石中固相的(de)導熱因子λc,它的導熱載體是聲子。氣體中的熱傳導可以看做氣體分子碰(pèng)撞來傳(chuán)遞熱量的,類比(bǐ)可以認(rèn)為非金屬(shǔ)中(zhōng)的熱傳導是由聲子之間的碰撞來傳遞熱(rè)量的。因此,它(tā)的熱導率同樣可以通過類比氣體的熱導率來計算。
設(shè)頻率為ωi 的諧振子的平均聲子數目
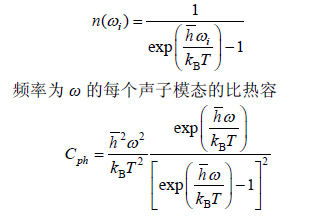
則(zé)比熱容為(wéi)
由於機床的整體溫度處於低溫區,因此采用德拜模型就可以計算(suàn)出此時大理石的導熱率。
由(yóu)於大理(lǐ)石的各(gè)種缺陷對其導熱率都具有很大的影響,圖3 為大理石導熱率的影響因素,因此要對上述結果進行(háng)優化。大理石的氣孔率為0.3%~10.0%,而做此磨床所用的大理石,經測定氣孔率為5.1%,雜質對大(dà)理(lǐ)石的導熱率影響最為重要,雜質參雜越(yuè)多,導熱率越低。考慮諸多因素的影響,計算得出大理石的導熱率為(wéi)2.91 W/(m K)。
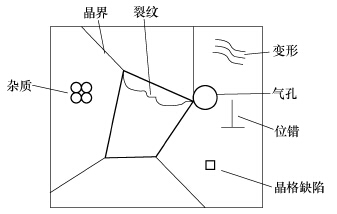
圖3 大理石熱導率的影響因(yīn)素
3 、換熱係數的計算
熱量的傳遞是一個非常複雜的過程,通常來說熱量的傳遞有三種基本方式(shì):熱傳導、熱對流以及熱輻射。主軸係統而(ér)言,熱對(duì)流和熱傳導是主要的換(huàn)熱方式,因此分析(xī)該主軸係統時忽略(luè)熱輻射影響。軸承外部與空氣的換熱係數[14]
通過計算,可以確定軸承外部與空氣的換熱係數為9.7 W/(m·℃)。
軸承與液壓油之(zhī)間(jiān)的對(duì)流換熱係數h0,通常采用經驗(yàn)公式計算
4 、機床的溫度場分布和結構優化
由於機床的熱變形誤差是影響超精密機床精(jīng)度的重要原因,因此對整個機床(包括主軸與床身)的熱(rè)特性分析對機床精度的保證至關重要,是超精密機床設計者必須要考慮的關鍵性因素(sù)。所以在機床的前期設計階段較準確地計算出(chū)機床的(de)溫度場分布以及熱變形並對其進(jìn)行優化設計,進而對多種方案進行比(bǐ)較,選定最優方案,是實現機床低成本、高質量設計的一(yī)種手段。
4.1 主軸的溫度場分布和結構優化(huà)
將主軸三維圖進行簡(jiǎn)化之後,導入ANSYS 進行材(cái)料屬性設置、網格劃分、邊(biān)界條件以及熱載荷施加,最後(hòu)計算出主軸的溫度場分布。本文所采用的(de)主軸材料參數見表(biǎo)1。
表1 主軸材料的參數
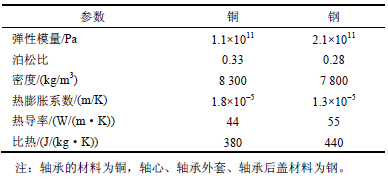
由(yóu)於主軸(zhóu)是個軸對稱模型,為了簡便計算,選取四分之一模型進行建(jiàn)模計算。由式(1)得到電動機的熱生產率為535 697 W/m3。將水、空氣(qì)等所有物體(tǐ)的初始溫度(dù)設定為20 ℃。以(yǐ)下分別(bié)對不同情況下的主(zhǔ)軸進行分析。
(1) 磨床(chuáng)主軸選用液體靜壓(yā)軸承,通過外部液壓站供給一定壓力的冷(lěng)卻液壓油(yóu),使主(zhǔ)軸與軸承之間建立靜壓油(yóu)膜,冷卻油能夠帶走軸承與軸之間相對運動(dòng)產生的熱量,並(bìng)且由於油(yóu)膜存在(zài),軸承與軸之間的摩擦阻力很(hěn)小,與電動機的發熱相比很小,因此在分析計算中可以忽略。利(lì)用ANSYS 軟件對有(yǒu)無液(yè)壓油的情況進行分析,電動機冷卻水的換熱係數取為700 W /(m ·℃),考(kǎo)慮到液壓站冷(lěng)卻能力,軸承和軸間空(kōng)隙的液壓油溫度為(wéi)21 ℃。
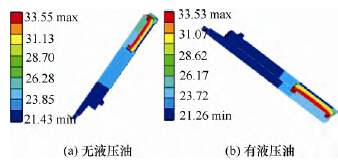
圖4 有無液壓油(yóu)條件(jiàn)下主軸溫度(dù)分(fèn)布(℃)
從圖4 可以看出,主軸在無液壓油時的最高(gāo)溫度為(wéi)33.55 ℃,最低溫度為21.43 ℃;而通入冷(lěng)卻液壓油之後,最高溫度(dù)為33.53 ℃,最低(dī)溫度為21.26 ℃。兩者的最高溫度和最低溫度幾何是一致的,但是在主軸軸端部分的(de)溫度分布卻(què)不盡相同。有液壓油時電動機產生的熱量較難傳導主(zhǔ)軸前端,而主(zhǔ)軸前端作為刀具安裝部分,對誤差敏感較大,因此使用靜壓主(zhǔ)軸能夠減小(xiǎo)熱誤(wù)差的影響。
(2) 一般主(zhǔ)軸電動機(jī)安裝在主軸內部,由於安裝環境較為封閉,電動機產生的熱量是(shì)導致軸溫升的重要原因,主軸與電動機接觸麵積的不同會對軸心溫升產生很大的影響(xiǎng)。因此(cǐ)針對(duì)不(bú)同電動機的安裝接觸麵積進行了溫(wēn)度場分析。圖5a、5b 分別是安裝接觸麵積大和安裝接觸麵積小時的(de)主軸(zhóu)溫度分布圖。施加(jiā)的邊界條件為未加液壓油,電動(dòng)機的熱生產率為535 679 W/m3,冷(lěng)卻水的(de)換熱係(xì)數仍為700W /(m ·℃)。
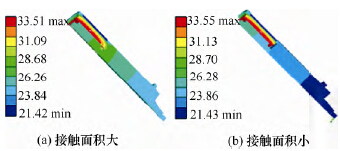
圖5 安裝(zhuāng)接觸麵積不同的主軸溫度分布(℃)
從圖5 可以看(kàn)出,安裝接觸麵積的(de)大小(xiǎo)主要影(yǐng)響軸承整體的前(qián)端溫度分布。安裝麵積大時,安裝(zhuāng)砂輪部位的溫度達到了24.44 ℃,安(ān)裝麵積小(xiǎo)時,軸端隻(zhī)有21.5 ℃。因此,該(gāi)主軸(zhóu)電動機安裝所設計的安裝(zhuāng)方式是較為合理的。
(3) 實際上電動機冷卻槽設計為螺旋形,不是以上假設的連續水層,如圖6 所示。因此,對更接近(jìn)實際情況的主軸模型進行溫度場分(fèn)析,結果如圖7 所示,液壓油與空氣溫(wēn)度以及電動機的熱生成率同上。
圖(tú)6 螺旋形冷卻槽圖
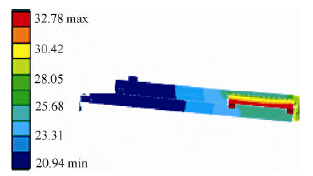
圖7 螺旋形水槽的主軸溫(wēn)度場分布(℃)
從圖7 可以看出,軸心的末端為主軸溫升最小處,溫(wēn)度(dù)為20.94 ℃,靠近電動機一端的軸心溫度(dù)為25.04 ℃。
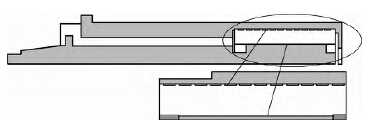
由以上主軸的溫度場分布可以看出主(zhǔ)軸尾端是溫(wēn)升(shēng)最(zuì)大的地方,因此在設計主軸箱(xiāng)時,為了加(jiā)大散熱,將主軸尾端處於敞開狀態,不將其包(bāo)圍在主軸箱之中。主軸發熱較大,可以使主軸與主軸箱之間留有縫隙,如圖8 所示,在此處通過空氣對(duì)流散熱,減(jiǎn)小主軸傳遞給主軸箱的熱量(liàng)。
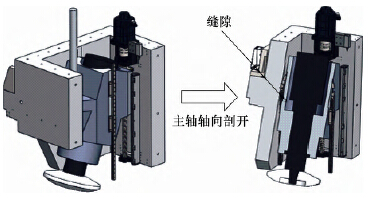
圖(tú)8 主軸與主軸箱間的縫(féng)隙(xì)
綜(zōng)上,在主軸結構方麵可以通過以下三方麵(miàn)來進行優化以減小(xiǎo)熱源對主軸的影響,從而提高機床(chuáng)的精度。采用電動機後置式結構,使得電動機熱(rè)源遠離(lí)主軸前端,減小其對軸(zhóu)端的影響(xiǎng),並有利於冷卻散熱係統的設計;電動機運轉會產(chǎn)生大量的熱量(liàng),因此(cǐ)增加電動機(jī)循環水冷係統,冷卻水將帶走絕(jué)大部分熱量,使得電動(dòng)機本身的溫升(shēng)降低;主軸(zhóu)外殼
的溫升主要(yào)是通過電動機定子與主軸外殼的熱傳導產生的,因此有必要在設計(jì)中減小電動機定(dìng)子與主軸外殼的接觸麵積,有效減小主軸(zhóu)電動機對主軸的影響。
4.2 溜板箱(xiāng)和床身(shēn)的溫度場分析和結構優化
超精密光學磨床采用(yòng)高度對稱性結構(gòu)設計,有(yǒu)效地減小由於熱分布不均勻引起的(de)扭曲變形(xíng)。z 軸采用平衡氣缸,可以有效減小電動機負載,從而(ér)減小其功率和發熱量。機床(chuáng)整體置於機床罩內,運行過程中將嚴格控製環境及加(jiā)工溫度,減小熱誤差。根據程強等[15]的分析,機床的z 軸運動部件直(zhí)線度、平行度以及繞z 軸的轉角誤差對總的空(kōng)間幾何(hé)誤差
E 產生的(de)影響較大。在受(shòu)熱時,由於z 軸導軌較細,本身(shēn)比x、y 導軌剛(gāng)性差,也會產生較大的熱誤差。因此,在機床的精度(dù)設計時(shí)應重點控製(zhì)這幾個誤差的值。
由於直線電動機驅動(dòng)時會產生大量的熱,因此選擇了帶有水冷係統的電動機(jī),圖9a 為采用的西門子直線電動機的組成及冷(lěng)卻係統裝置。直線電動機本(běn)身還具有二級水冷裝置,冷卻液采用比熱大的恒溫水。電動機主冷卻一(yī)般帶走(zǒu)85%~90%的(de)熱量,精密冷卻裝置是(shì)為了(le)阻(zǔ)止電動機的溫升帶到工作台上,一般可以帶走2%以上的熱量,電動機動子的熱量可以通過空氣傳(chuán)導(dǎo)以及熱輻射傳給定子,定子本身也會產生少量的熱,定子(zǐ)冷(lěng)卻采用(yòng)輸入管道的方(fāng)式,將管道排布在次級周圍進行冷卻(què),可以帶走5%~8%的熱量,電動機的冷卻層示意圖如圖9b所(suǒ)示。
根據冷卻層結構進行有限元建模,電動機動子和定子之間的空氣的初(chū)始溫度為20 ℃,冷卻水的換熱係數為700 W/(m·℃),增大冷卻水的流速(sù),設冷卻水的換熱係數為1 200 W/(m·℃),床身(shēn)和(hé)溜板箱材料的參數見(jiàn)表2。兩種情況下的溜(liū)板箱溫度分布圖(tú)見圖10。
由圖10a 可以看出,z 軸直線(xiàn)導軌安裝處的溫升為20.18 ℃,y 軸安裝(zhuāng)滑塊處為20.4 ℃左右。從圖10b 看出,通過控製水冷條件,如加大水流速度,可以增(zēng)加冷卻水的對流換熱係數,此時直線電動機的發熱對周(zhōu)圍機械設(shè)備的影響更小,z 軸直線導軌安裝處的溫升為20.062 ℃,y 軸安(ān)裝滑塊(kuài)處為(wéi)20.169 ℃左右。
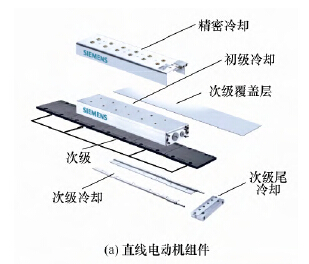
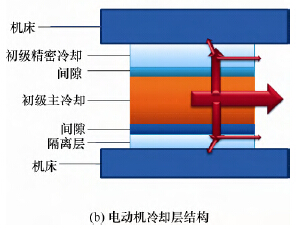
圖9 直線電動機冷卻裝置(zhì)
表(biǎo)2 床身、溜板箱材料的(de)參數
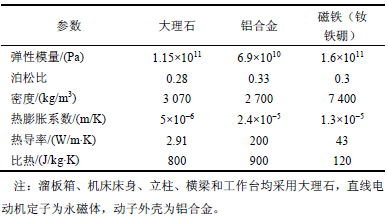
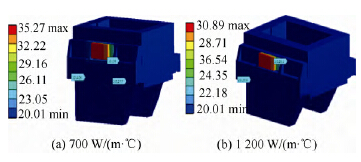
圖10 不同換(huàn)熱(rè)係數下溜板箱溫度分布(℃)
考慮直線電動機對整機影響時,雖然電動機定子發熱量較小,但也會傳到機床上。x、y 軸直線電動(dòng)機定子的熱生產率分別為1 652 W/m3 和1 167W/m3,圖11 是水冷條件(jiàn)下(xià)進行的有限元分(fèn)析,得(dé)到溫度場分布,冷卻水的(de)換熱係數為700 W/(m·℃),由圖11 可以看出(chū)直線電動機是溫升最大的地方(fāng),對溜板箱和機床導軌產生很大的影響,因此如何減(jiǎn)小此處的熱(rè)誤差(chà)是機床設計要考慮的重點問題之一,除了結構上優化之外,還需(xū)要從其他角度進一(yī)步考慮。
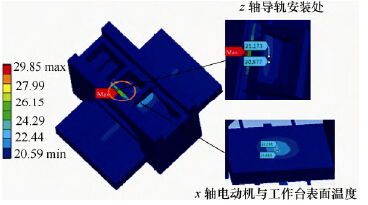
圖11 床身的溫度分布(℃)
由超精密光學(xué)磨床溜板箱和床身熱(rè)分析的結(jié)果可以(yǐ)看出直線電動機發熱(rè)對機床結構具有(yǒu)明顯影響,因此需要進一(yī)步減小直線電動(dòng)機(jī)對機床傳遞的熱量。而直線電(diàn)動機與機床移(yí)動件之間(jiān)通過連接件連成一體,熱量主要以熱傳導形式進行傳遞。傳(chuán)統的連接件大麵積(jī)與機床構件接觸,熱量傳遞大,因此本文采用了圖12b 中所示的結構(其安裝圖見圖(tú)13),電動機連接(jiē)件設(shè)計多個凹槽,減小接觸(chù)麵積,並通過空氣層(céng)增強熱量(liàng)散(sàn)發。
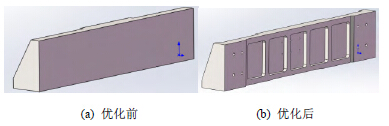
圖12 電動機與溜板箱的連接件
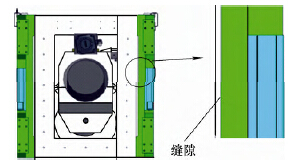
圖13 連接件(圖12b)安裝圖
經過熱分(fèn)析,可以看到此結構(gòu)能(néng)夠改變直(zhí)線電動機傳遞到溜板箱的熱(rè)分布,使熱量轉移到對機床精(jīng)度影響不大的區域,從圖14 和圖15 可以看出溜板箱中間安裝導軌部分從26 ℃左右減(jiǎn)小到21 ℃左右,減小了導軌的熱變形。
機床采用的西門子直線電動機冷卻水(shuǐ)水(shuǐ)溫不高(gāo)於35 ℃,在此溫度範(fàn)圍內對機(jī)床z 軸導(dǎo)軌進(jìn)行變形分析,圖16 選取幾個典型的供水(shuǐ)溫度,從上(shàng)到下分別是35 ℃、25 ℃和20 ℃,得到結構優化前後溜板(bǎn)箱的溫度分布和z 軸導軌的熱變形。
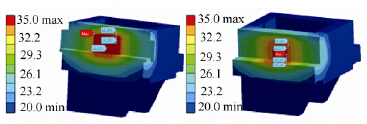
圖14 連(lián)接件(圖12a)對(duì)應的溜板箱的溫(wēn)度場分布(℃)

圖15 連接件(圖12b)對應的溜(liū)板箱的溫度場(chǎng)分布(℃)
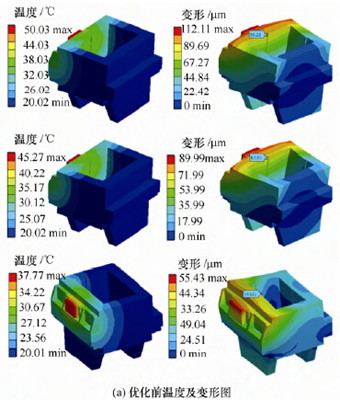
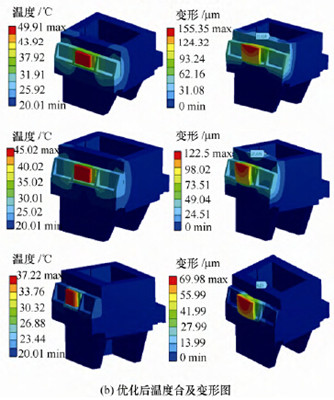
圖16 溜板箱溫度分布(bù)及z 軸導軌最大變形
從圖16 中可以看到,優化前直線電動機發熱對溜板箱和z 軸導軌影響範圍較大,甚至影響到溜板箱另一側,此時(shí)對應35 ℃、25 ℃、20 ℃水溫導軌最大變形分別為86.22 μm,67.93 μm,39.54μm;結構優化之後,直線電動機發熱對溜板箱(xiāng)和z軸導(dǎo)軌(guǐ)明顯(xiǎn)減小,對應35 ℃、25 ℃、20 ℃水溫導軌最大(dà)變(biàn)形分(fèn)別為31.824 μm,21.335 μm,4.03
μm。機(jī)床熱剛度[1]是(shì)表征機床熱學特性的特征量,用來表(biǎo)示機床抵抗(kàng)熱變形的能力
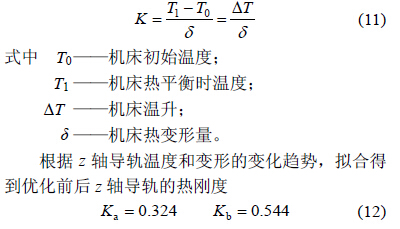
優(yōu)化後的(de)熱剛度Kb 與原機床的熱剛度Ka 相比有(yǒu)了較大的提高,因此優化後的結構能夠減小z 軸導軌的直線度和平行度誤差(chà),降低加工方向的熱敏感性,提高加工熱穩定性。
5 、結論
(1) 通(tōng)過熱力學理論(lùn),從微觀角度解釋了機床熱傳導機理,采用自由電子氣模型以及Debye 模型計算出了主軸(zhóu)材料導熱(rè)率為55 W/(m·K)、44W/(m·K),溜板箱和床身材料的導熱率為2.91W/(m·K),與試驗測得的結果相比誤(wù)差不大。
(2) 利用ANSYS 等有限元分析軟件(jiàn)分析了磨床主軸係統(tǒng)溫度(dù)場分布,進而優化了主軸結構及電動機布局。采用電動機後置方式增加熱傳遞距離;設計熱隔離縫隙,減小其與主軸外殼接觸麵積,從(cóng)而減小傳遞到軸端的熱量;利用靜壓軸承和電動機水冷係統,通過外(wài)部冷卻係統轉移熱量(liàng),降低(dī)主(zhǔ)軸的溫升。
(3) 分析了機床床身溫度分布,采取少軸結構設計、對稱性設計、熱(rè)隔離(lí)設計、水冷卻係統設計及靜(jìng)壓導軌設計,從熱源、熱傳播等方麵有效減小了機(jī)床熱誤差的產生。
本文為超精密機床的熱誤(wù)差避免的設計提供了理論基礎(chǔ),並提出了(le)相(xiàng)應的結(jié)構優化原則:盡量采(cǎi)用對稱式結構設計,例如雙橫梁設計、雙電(diàn)動機驅動等,避免熱傳播(bō)的(de)不均勻導致的機床零件扭曲變形;減少熱源,如采用少軸結構減少電動機數量等,從根本上減小熱誤差的源頭;采用循環冷卻(què)係(xì)統,如采用靜壓導軌(guǐ),通過液壓(yā)油循環冷卻係(xì)統,盡量使導軌保持恒溫;電動機采(cǎi)用水(shuǐ)冷係統,帶走電動機熱量(liàng);機床結構盡量采用(yòng)同一材料,避免由於不同(tóng)材料(liào)的熱(rè)膨脹係數不同導致的熱變形和熱應力,而(ér)且不同材料接觸熱阻會增,從而會導致熱(rè)誤差的增大。另外,還應該使得(dé)超精密光學磨床的工作(zuò)環境溫度保持恒定,避免環境(jìng)對(duì)機床(chuáng)進行反(fǎn)熱對流(liú),導(dǎo)致機床溫度升高。最終得到一(yī)種熱力學性能較(jiào)好的機床整機結構和零部件布局。但是,由於超精密機床結構的複雜性及環境的多變性,很難完全通過(guò)理論推導獲取通用的準確模型及參數。在機床運行(háng)過程中,仍需要采用相應的檢測及補償措施,進一步減小熱誤差,提(tí)高機床的加工精度。
如果(guǒ)您有機床(chuáng)行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分地(dì)區金屬切(qiē)削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數(shù)據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新能源(yuán)汽車產(chǎn)量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金(jīn)屬切削機床產量數據
- 2024年10月(yuè) 金屬切削機床產量數據(jù)
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本(běn)型乘用車(轎(jiào)車)產(chǎn)量數據
- 機械加工過程(chéng)圖示
- 判斷一台加工中(zhōng)心(xīn)精度的幾種(zhǒng)辦法
- 中走絲線切割機床的(de)發展趨勢
- 國產數控係統和數控機床何去(qù)何從?
- 中國(guó)的技術工人(rén)都去哪裏了?
- 機械老板做了十多年(nián),為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少(shǎo)談點智造,多談點製造(zào)
- 現實(shí)麵前,國人沉默。製造業的騰飛,要(yào)從機(jī)床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺(luó)紋(wén)加工方法及工裝設計
- 傳統鑽削與螺旋銑孔(kǒng)加工(gōng)工藝(yì)的區(qū)別(bié)