


摘要:文中設計並研製一鏜孔工裝,將其安(ān)裝在2A656Φ11 前(qián)蘇聯鏜床上,利用鏜床主(zhǔ)軸驅動此工裝運轉,進而加工減速器箱體(tǐ),此種加工方法可以保證減速器箱體軸孔(kǒng)的同軸度(dù)精度和孔距精(jīng)度,從而提高減速器箱體的加工質量(liàng)。
關鍵詞:主軸;加工;箱體
0 引言
作(zuò)為全球第二大能源消費國,我國的經濟增長越(yuè)來越依賴於穩定安全的能源供應。其中石油的地位尤其突出,在過去的20 年間,為滿足國(guó)內日益增長的能源(yuán)需求,我國對國際(jì)石油市場的依賴不斷增強。石油左右經(jīng)濟(jì)盛衰(shuāi)及社會狀況,而保持適(shì)度石(shí)油儲備,是我國(guó)的(de)戰略舉措。隨著各大油田密集井越來越多,國內外市場對(duì)抽油機(jī)的需求量也在增加,而我國生產(chǎn)的抽油機(jī)也大量銷往國外市場。因此,抽油機的生產任務愈加繁重(chóng),即減(jiǎn)速器箱體的需求量也在增加。在(zài)如此激烈的市場競爭中,不僅要保證減速器的加工質量,而且還(hái)要(yào)提高其生產效率,降低成本和能耗。以往是利用TPX6113 普通鏜(táng)床的平旋盤來粗(cū)、精(jīng)鏜減速器箱體,不僅箱體各個軸孔的同軸度精度和孔距精度不高,而且(qiě)生產效率較低。為此,國內很多(duō)減速器製造廠從國外引進先進的加工機床,結合數控技術,提高減速器的生產效率和(hé)質量,保證減速器的可靠性,但(dàn)減(jiǎn)速器的加工成本也(yě)大大增加。
1 、工裝結構
針對(duì)上述情況,基於國內知名抽油機減速器生產廠(chǎng)在加工工藝上所取(qǔ)得的經驗和成果,我(wǒ)們在現有的2A656Φ11 前蘇聯鏜床上增設一鏜孔工裝(zhuāng),此工(gōng)裝結構如圖1 所示(shì),主要(yào)零部件有加長平板、鏜軸箱座(包(bāo)括滑動軸總成、鏜刀、端蓋、墊圈、壓蓋、油杯等,如圖2 所示)、壓板、墊塊、螺栓、定(dìng)位銷等。
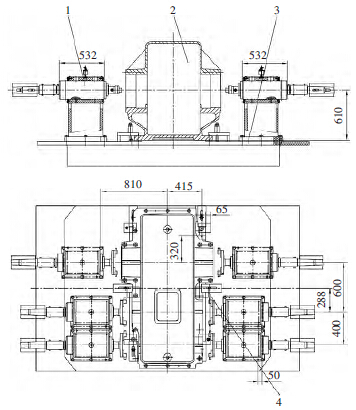
圖1 工裝總裝圖
1.鏜軸(zhóu)箱座2.減(jiǎn)速器箱體3.加長平板4.墊板
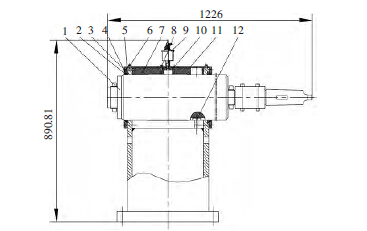
圖2 鏜軸箱座
1.滑動軸總成2.油封3.端蓋4,6,8.螺栓5.墊圈7.殼體(tǐ)9.油杯(bēi)10.小(xiǎo)蓋11.壓蓋12.銷(xiāo)
2 、工裝結構中自(zì)製零部(bù)件的加工
1)加工加長平(píng)板(2000 mm×3200 mm×50 mm),其目的是為安裝鏜軸箱座和裝卡減速器箱(xiāng)體留有足夠(gòu)空間,厚度太薄平板容易變形,太厚會導致機床工作台(tái)變形。
2)加工滑動軸,其滑動部位的有效長(zhǎng)度要超出輸(shū)出軸孔的深度(dù)。
3)焊接鏜軸箱座殼體並(bìng)銑光接觸表麵,由於焊接成本低(dī)於鑄造(zào)成本,且便(biàn)於加工,所以選擇(zé)焊接的加工方式,殼體的中心高應為減速器箱(xiāng)體軸孔的中心高,表麵加工工藝(yì)孔用於減輕自身(shēn)重量。
4)加工壓蓋(gài)和端蓋。
3 、工裝的安裝
首先將鏜軸箱座的零部件按照圖2 的結構組裝起來,然後通過定位銷將加(jiā)長平板固定在2A656Φ11 鏜床(chuáng)的工作台上,把6 個鏜軸箱座安裝(zhuāng)在加長平板的相應位置上,把其固定好,再對整(zhěng)個工裝進行找正。
4、 減速器箱體的加工
在加長平板上放置(zhì)6 個墊塊,然後將箱體落在墊塊上,利用螺栓和壓板將箱體(tǐ)固定,啟動機床,機床主軸(zhóu)與鏜軸箱座的滑動軸末端連接進而驅動鏜刀旋(xuán)轉,對箱體進行找正,按照產品的生產要求,先粗鏜減速器箱體一側的各軸孔(加工次序為主動軸軸孔→中間軸(zhóu)軸孔→輸(shū)出軸軸(zhóu)孔);然(rán)後將機床工作台旋轉180°來(lái)粗鏜箱體另一側軸孔,加工工(gōng)序(xù)同上,待箱體兩側均粗鏜(táng)完畢之後再進(jìn)行精鏜,精鏜工序同粗鏜。使用此工裝能夠(gòu)保證各軸孔的同軸度精度和孔距(jù)精度,進而提高減速器箱體的加工質量,降低廢品率。
5、工裝的優點
1)此(cǐ)鏜孔工裝隻需一(yī)次安裝找正,加工速度快,降低了生產成本(běn);2)使用方便快(kuài)捷,安全可靠(kào),具有一定的穩定性;3)設有安全保護裝置,便於維護、維修;4)加工產品符合(hé)HSE 要求,從而避免產生(shēng)不必(bì)要的廢品(pǐn)。
此(cǐ)項研究為減速器製造工藝技術優化、加工(gōng)流程優化、生產效率及產品質量的提高奠定了(le)基(jī)礎。
如果您有機床行業、企業相關新聞稿(gǎo)件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com

牌調查")
- 2024年11月 金屬(shǔ)切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金屬(shǔ)切削機床產量數(shù)據
- 2024年10月 金屬切削機床(chuáng)產量數(shù)據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據