


摘要: 針對某(mǒu)鏜床主(zhǔ)軸密封不嚴(yán)問題(tí),分析了產生原因,改進了氣體密封結構(gòu),將(jiāng)迷宮密封改為甩油環密封,阻止灰塵進入,防止潤滑油滲漏。改進後使用一段(duàn)時間發現,密封性能明顯(xiǎn)改(gǎi)善(shàn)。
某公司一台臥式鏜床,型號(hào)W200A,主軸直徑200 mm,最大加工孔直(zhí)徑500 mm,加工孔長度1 600 mm,其主軸密封結構(gòu)如圖1 所(suǒ)示。主軸與(yǔ)床身之(zhī)間共設置4 道密封,由外(wài)向裏第1 道密封是氣體密封,由主軸1 和主軸端(duān)蓋2 組成,通過壓縮(suō)空氣在主軸1 和主軸端蓋2 之間的縫隙內產生向外的氣(qì)簾,阻止灰塵進入; 第2 道是迷宮密封,由軸承壓蓋3 和迷宮密封環4 組成,利(lì)用流體在經(jīng)過狹窄而曲折的迷(mí)宮時所產生的節流效應來實現密封目的; 第3 道是油溝密封,由主軸1 和軸承壓蓋3 組成,利用兩者之間的(de)小間隙的節流效應產生密封作用; 第4 道是甩(shuǎi)油環密封,由(yóu)主軸1 和軸(zhóu)承壓(yā)蓋(gài)3 組成,利用主軸旋轉時產生離心(xīn)力將流體甩出實現(xiàn)密封。密封的作用是對內防止潤滑油外泄,對外(wài)防止灰塵和鐵屑入內。該鏜床運轉(zhuǎn)多年(nián),逐漸發現主軸端蓋附近有潤滑油滲漏,將軸承壓蓋拆(chāi)開,檢查密封元件及潤滑油,發現存在灰塵和汙垢。可見該鏜床(chuáng)主軸密封處存在密封不嚴問題。
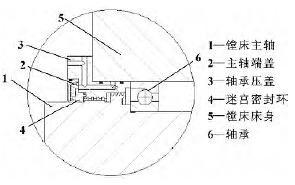
圖1 主軸密封(fēng)結構示意圖
1 、原因分析(xī)
該鏜床出現主軸密封不嚴現(xiàn)象,其原因有兩個:其一是機床(chuáng)使用多年,密封元件(jiàn)有磨(mó)損,導(dǎo)致密封(fēng)不(bú)嚴; 其二是(shì)原密封結構設計上存在先天不足,影(yǐng)響密封效果。
第1 道氣體密封(fēng)由主(zhǔ)軸1 和主軸端蓋(gài)2 組成,主軸端蓋上設一個徑向孔,內圓設一道環形(xíng)槽,氣體通過徑向孔進入環形槽,形成環形氣流,向外噴出,阻止外界灰(huī)塵進入。由於徑向孔(kǒng)僅(jǐn)為一個,在孔的附近氣流壓力較大,而遠離徑向孔之處,氣流壓力(lì)較小(xiǎo),這樣就存在氣流壓力小的部位密(mì)封效果較(jiào)差的現(xiàn)象,主軸直徑越大,弊端越嚴重。
第2 道迷宮密(mì)封(fēng)是(shì)單道迷宮密封,迷宮數量與密封效果有關,迷宮數量越少,密封效果越差。
2 、改進設計
組(zǔ)成主軸密封的元件有主軸、軸(zhóu)承壓蓋、主軸端蓋和迷宮密封環等。主軸結構不易改動,僅(jǐn)對軸承壓蓋、主(zhǔ)軸端蓋和迷宮密封(fēng)環等(děng)零件進行改進設計。改(gǎi)進設計後的主軸密封(fēng)結構如圖2 所示。對第(dì)1道氣體密封進行改進,對主軸端蓋2 進行結(jié)構改進。主軸端蓋是組成氣體(tǐ)密封的元件,在主軸端蓋的內圓和外圓(yuán)上各加工一個環形槽,對應環槽加工若幹個徑向孔,氣體首先進入外環槽(cáo),再由徑向孔進入內環槽,在內環槽裏環向形成多個氣源(yuán),流動的氣體壓力基本均勻,可以保證(zhèng)主軸在整個圓周方向都具(jù)有良好的密封效果(guǒ)。所有徑向孔的尾端向外傾斜一個角度,增強氣流向外噴(pēn)出的效果。
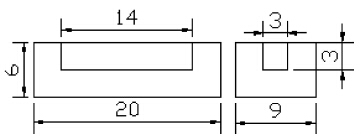
圖2 改進後主軸密封結構示意圖
第2 道密封由(yóu)原迷宮密封改為甩油環密封,對原迷宮密封環4 進行結構改進,改成甩油環4,外圓(yuán)加工3 道不等邊鋸齒形環槽用於甩油,鋸(jù)齒的方向與潤滑油流動方向(xiàng)相反(fǎn),不等邊鋸齒形環槽,在將流體甩出時,具有導向功能,阻止潤滑油(yóu)向外(wài)流(liú)動,防止潤滑油向外(wài)滲漏,強化密(mì)封效果。
第3 道密封和第4 道密封的密封結構涉及主軸結(jié)構,故(gù)不進行改動。
3 、結束語
分析主軸密封存在的問題,對密封元件進行改進,在主軸端蓋上增(zēng)加若幹個徑向孔(kǒng),保證氣流壓力均勻,增(zēng)強氣(qì)流向外(wài)噴出能力,獲得較好(hǎo)的氣體密封效果; 將原迷宮(gōng)密(mì)封改(gǎi)為由不等邊鋸齒形環槽(cáo)組成(chéng)的(de)甩(shuǎi)油環密封,利(lì)用不等邊鋸齒形環槽的導向功能,阻止潤(rùn)滑(huá)油向(xiàng)外滲漏,使密封性(xìng)能進一步改善(shàn)。改進後的密封結(jié)構簡單、易加工,不涉及外部係統,不涉及主軸的變化。改進後,使用一段時間檢查發現,滲油現象消失,軸承潤滑(huá)油比(bǐ)較清潔,可見密封性能明顯改善。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
州金馬")

- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本(běn)型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產量(liàng)數據(jù)
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加(jiā)工過程圖(tú)示
- 判斷一(yī)台加工中心精度的幾種辦法
- 中走絲(sī)線切割機床的發展趨勢
- 國產數控係統和數控機(jī)床何(hé)去何(hé)從?
- 中國的技(jì)術工人都去哪裏了?
- 機械老板做了十多年,為何還(hái)是小作坊(fāng)?
- 機械行業最新自(zì)殺性營銷,害人害(hài)己(jǐ)!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉(chén)默。製造業的騰飛,要從機床
- 一文搞懂數(shù)控車床加工刀具補償功能(néng)
- 車(chē)床(chuáng)鑽(zuàn)孔(kǒng)攻螺紋加工方法及工裝設計(jì)
- 傳統鑽削(xuē)與螺旋銑孔加工工藝的區(qū)別