


摘要:介紹了(le)無心磨床MK1080 砂輪主軸的結構,對砂輪主軸簡化後,通過ANSYS workbench12.0 對其進(jìn)行強度、剛度、模態(tài)分析,驗證了MK1080 砂輪(lún)主軸設計的合理性,找出(chū)了該砂輪主(zhǔ)軸的薄弱環(huán)節並修改其結構,使其在剛度指標上達到最優。
0 引言
MK1080 型數控無心磨床是險峰機床廠根據多年無(wú)心磨床的製造經驗,自主設計(jì)開發的(de)一款高效數控無心(xīn)磨床,該機床能夠磨削(xuē)圓柱體、圓錐體以及(jí)成型(xíng)旋轉體等零件,用於批量生產(chǎn)。磨(mó)床(chuáng)精(jīng)度要達到Ⅲ~Ⅳ級,表麵粗糙度要達(dá)到(dào)Ra0.16,能實現自動切入(rù)循環磨削,砂輪具有自動修整功(gōng)能。
砂輪主軸(zhóu)是MK1080 型數控無心磨床的關鍵零件,其強度、剛度(dù)、模態直接影響到加工精度。普(pǔ)通的計算方法難(nán)以驗證砂輪主軸的結(jié)構是否滿足設計要(yào)求,而通(tōng)過有限元技術,可以輕易獲得(dé)砂輪主軸強度、剛度(dù)、模態(tài)參數,為主軸設計提供參考。
1 、砂輪主(zhǔ)軸的結構
砂輪主軸與主軸箱采用高精度滾(gǔn)動(dòng)軸承支撐,該軸承係具有良好的剛性(xìng),可保(bǎo)證砂輪主軸在高速下平穩(wěn)運(yùn)轉,結(jié)構如圖1 所示。
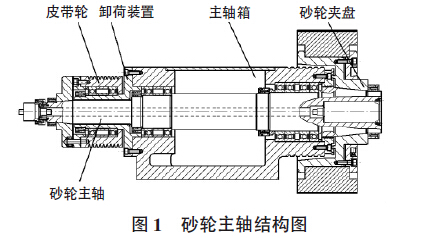
砂輪夾盤(pán)及皮帶輪以錐體(1∶5)配合於主軸(zhóu)上,均用左旋螺母緊固,以防止由於轉動慣性而鬆動。皮帶輪通過滾動軸承(chéng)固定在卸荷裝置上,避免皮帶(dài)預緊力作用在主
軸上(shàng)。該主軸最(zuì)高轉速為3 000 r/min。
2、 砂輪(lún)主(zhǔ)軸有限元分析
2.1 砂輪主軸分析
該主軸材料為40CrNiMoA,主軸雖然轉速高,但(dàn)是啟動時間長,而且靜力(lì)平衡下最大應力隻有8 MPa,所(suǒ)以分析時未考慮扭矩和疲勞破壞。
皮帶輪固定在卸荷裝置上,皮帶(dài)預緊力(lì)沒有傳遞(dì)到主軸,所以忽略皮帶輪重量及皮帶預緊(jǐn)力。這(zhè)樣施加在砂輪主(zhǔ)軸上(shàng)的主動力(lì)有砂輪(lún)及夾(jiá)盤(pán)的總重力和(hé)砂輪磨削時工件對(duì)主(zhǔ)軸的作(zuò)用(yòng)力,而這些力是可以合(hé)成一個徑向作用力的。
砂輪磨削時(shí),砂輪上單個磨粒的切削厚度雖然很小,但大量的(de)磨粒同時對(duì)被磨金屬層進行擠壓、刻劃和滑擦,加上磨粒的工作角度很不規(guī)則,因此總的磨削力很大。
為便於測量和計算,將總(zǒng)磨削力分解為3 個(gè)相互垂直的分力Fx(軸向磨削力)、Fy (徑向磨削力)、Fz(切(qiē)向磨削力(lì)),如圖2所示。
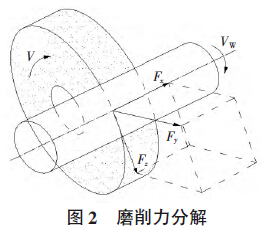
徑向磨削力Fy最大,這是因為磨粒的刃(rèn)棱大都(dōu)以負前角工作,而且(qiě)刃棱鈍化後,形成小的(de)棱麵增大了與工件的實際接觸麵積,從而使Fy 增大。通常Fy=(1.6~3.2)×Fz。
軸向磨削力Fx 很小,一般可以不必考慮。磨削力隨不同的磨削階段而變化(huà)。在初磨階段,磨削力由小到大變化幅度較大(dà),進入(rù)穩定階段,工藝係統的彈(dàn)性(xìng)變形達到一定程度,此時磨削力較為穩定,光磨階段實際磨削深度近趨於(yú)零,此時磨削力(lì)漸小。磨削力(lì)的計算(suàn)公式(shì)如下:

式中:Fz、Fy 分別為切向和徑向磨削力,N;vw、v 分別為工件和砂輪(lún)的速度,m/s;fr 徑向進給量,mm;B 為磨(mó)削寬度,mm;α 為假設(shè)磨粒為(wéi)圓錐時的錐頂半角;CF 為切除(chú)單位體積的切屑所需的能(néng),kJ/mm2;μ 為(wéi)工件和砂(shā)輪間的摩擦因數。
根據式(1)和式(2),再計算出砂輪及夾盤的重力,合成以後(hòu),可以得到磨削(xuē)時砂輪主(zhǔ)軸上所受的徑向力(lì)。經過理論計算、實際加工測量和積累的經驗,這裏取總的最大徑向力為2 000 N,施加於圖1 所示的主軸右端錐麵上。
軸承支撐采用滾動軸承,因(yīn)為不考慮疲勞破壞,所以在軸承支(zhī)撐處及圖1 所示的主軸左端錐麵皮帶(dài)輪扭矩傳輸(shū)斜麵處施加固定(dìng)約束。
2.2 有限元分(fèn)析結果
從圖3 可以(yǐ)看出,加載2 000N 時最大變形為0.001mm,發生在(zài)砂輪支撐端端(duān)麵處。砂輪支撐錐麵中位處變形為0.5~0.6 μm。
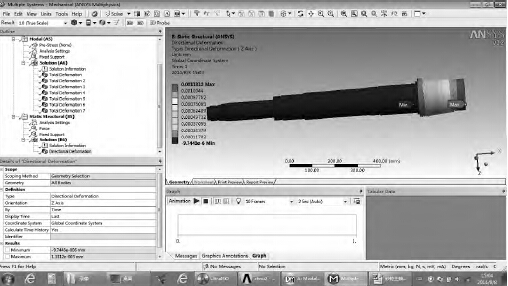
圖3 ANSYS 軸剛度分析
從圖4 軸模態分析中可以看到,一階模態為頻率1 703.5 Hz,如果考慮砂輪及砂輪(lún)夾(jiá)盤與主軸的剛性連接,分析出的一階(jiē)模(mó)態為287.5 Hz ,而主軸最(zuì)高轉速為3 000 r/min,引起(qǐ)的振動頻率為50 Hz,遠遠低於主軸的一階模態頻(pín)率,所(suǒ)以砂(shā)輪主軸(zhóu)是不會發生共振現象的。圖(tú)5 是應力分析結果,可以看到最大應(yīng)力為(wéi)8 MPa,這遠遠小於材料許用應力。
通過以上對砂輪主軸剛度、模態、強度的分析,可以得知(zhī),該主(zhǔ)軸在強度、振動性能方麵完全(quán)滿足設計要求。而在剛度方麵不是很理想,最後(hòu)通過增加砂輪(lún)主軸(zhóu)砂輪夾盤錐麵處的厚度使問(wèn)題得到了解決。
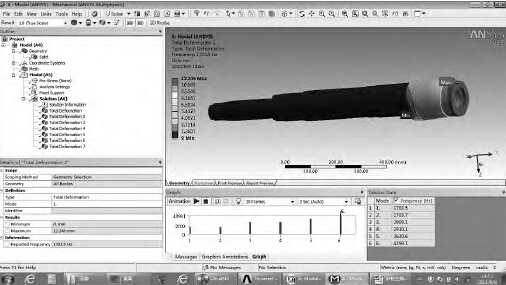
圖4 ANSYS 軸模態分析
圖5 ANSYS 軸應(yīng)力分析
3 、結(jié)語
在機械設計過程中,采用有限元方法的(de)理論與技術對(duì)零部件進行強度、剛度、模態等分析,有助於提供零部件的可靠性,並可提高設計效率,減少設計成本。
本次研究以無心磨床MK1080 的關鍵零件(jiàn)砂輪主軸為例,對簡化後的模型有限(xiàn)元分析,結果與機床最後的測試參(cān)數基本吻合。但對模型的簡化(huà)也可能存(cún)在不足,還需進一步(bù)研究有限元分析(xī)理論與技術,更好地為機械設計、機(jī)械製造服務。
如果您有機床行業、企(qǐ)業(yè)相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月(yuè) 金屬切削機(jī)床產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基(jī)本型乘用車(轎車)產量數據(jù)
- 2024年11月 新(xīn)能源汽車(chē)產(chǎn)量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出(chū)口情況(kuàng)
- 2024年10月 分地區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削機(jī)床產量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新(xīn)能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量數(shù)據(jù)
- 機械加工過程圖(tú)示
- 判斷一台加工中(zhōng)心(xīn)精度的幾種辦法
- 中走絲線(xiàn)切(qiē)割機床(chuáng)的發展趨勢
- 國產數控係統和數控機床(chuáng)何去何從?
- 中國的技術工人都去哪裏了?
- 機(jī)械老(lǎo)板做(zuò)了十多年,為何還是小作坊(fāng)?
- 機械行業最新自殺性營銷,害(hài)人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前(qián),國人沉默。製造業(yè)的騰飛,要從機床
- 一文搞懂數控車床加工刀(dāo)具(jù)補償功能
- 車床鑽孔攻螺紋加工方法及(jí)工裝設計
- 傳統鑽削與螺(luó)旋銑(xǐ)孔加工工藝的區別