數控")



國產(chǎn)高檔數控係統——i5數控係統的研發和(hé)應用
2020-12-10 來源:-- 作者:-
根據國家有關部門要求,中國(guó)機床工具(jù)工業協會組織重點企業開展產業鏈供應(yīng)鏈研究,梳理行業發展脈絡,推動行業企業融(róng)入以(yǐ)內循環為主體、國內國際雙循環相互促進的新發展格局。為此,協(xié)會傳媒部就國產數控係統開發進展(zhǎn)和應用推廣情況進行了采訪梳理,並予以係列報道,供行業企業和廣(guǎng)大用戶參考。
一、研發背景與市場分析
“創新”並非“天降神物”,也不是來自企業家的“奇思妙想(xiǎng)”或某些天才的“靈光一現”。進入上世紀90年代後,沈(shěn)陽第(dì)一機床廠、中捷(jié)友(yǒu)誼廠和沈陽第(dì)三機(jī)床(chuáng)廠這三家原“十八羅漢廠”經營陷入困境,其原因與產品技術落(luò)後(hòu)從而失去市場競爭(zhēng)力(lì)不無關聯。同時,隨(suí)著國家對(duì)外開放、擴大進口力(lì)度,反映出(chū)中國數控技術落後給整個數控機床產業造成更大被動。
2007年,沈陽機床集團在上海成(chéng)立了沈陽機床上海研究院,i5團隊自此誕生。組建i5團隊的出發點很簡單,就(jiù)是想做出(chū)中國自己的(de)機床“大腦”,而且要做的更加智(zhì)能化。沈陽(yáng)機床(chuáng)上海研究院成為沈陽機床集團在(zài)運(yùn)動控(kòng)製技術方麵的主要(yào)研發基地。
2012年,沈陽機床上海研究院曆時5年在CNC運動控製技術、數字伺服驅動技術、實時(shí)數字總線技術等運動控製領域取得突破,誕生了首台具有網絡智能功能的i5智能係統。2014年,沈陽(yáng)機(jī)床上海研究院在五軸數控係統核心技(jì)術方(fāng)麵有所(suǒ)突破,完成首台搭載i5係統的五軸機床VMC0656e,並(bìng)測試成功(gōng)。該(gāi)五軸機床於2015年實現量產,為沈陽機床進軍高端(duān)數控市(shì)場提供了重要基(jī)礎。
i5係統的突(tū)破是基於掌握了運動控製(zhì)技術的(de)一種(zhǒng)底層技術突(tū)破,全麵覆蓋兩軸(zhóu)、三軸、四軸、五軸等各類機床應用,在此基礎上可以衍生一係列滿足差異化訴求的機床產品。
二、技術亮點和(hé)創新點
1. 總體介紹
(1)i5采用(yòng)基於PC的全軟件式(shì)結(jié)構,即利用(yòng)計算機係(xì)統的軟硬件開發可以分開的特點,把數控控製(zhì)核心部分全部寫在CPU上,用軟件實(shí)現。這個結構的優(yōu)點在於數(shù)控核心拓撲結構(gòu)可變,內部模塊(kuài)全部開放,可借助標準化的接口實現模塊間的互換、移植或協同工作(zuò)。基於PC的特(tè)性讓i5獲得天然的互聯網能力以及較先進的硬件(jiàn)支持。

圖1 多樣化(huà)CNC主機硬件方案
(2)操作係統的選擇。i5選用的是Linux操作係統,不(bú)同於其他基於PC係統使用的(de)Windows係統,Linux操作係統是互聯網共享開發的產物,其優點是源代碼開放且免費,與互聯網天然契合,開發者可(kě)以根據自己的需要對操作係統進行裁剪和修訂,實現操作(zuò)係統的定製。
(3)數字總線的選擇。i5采用開放式的EtherCAT(ECAT)總線,開放程度可以達到芯片級(提供FPGA邏輯(jí)的IP授權,實現芯片(piàn)級集成),在全球擁有60萬(wàn)用戶。與封閉式總線相比,EtherCAT總線最大的優點在於它(tā)能夠(gòu)支撐數控係統未來的擴展應用,並且具有很豐富的開放資源和第三方設備支(zhī)持。
使機床“智能化”是i5數控係統的中心原則。智能(néng)並不一定非要通過(guò)傳感(gǎn)器(qì),也可以通過信息交(jiāo)互,甚至是人(rén)與(yǔ)人之間的交(jiāo)互;給機床(chuáng)埋上傳感器不但成本很高,而且破壞機床的剛性(xìng)。真正的智能是給用戶帶來便利,讓原本(běn)困難的事情變簡單(dān)(例如讓初級技工能幹出原本隻能(néng)由高級技工完成的工作)就(jiù)是智(zhì)能化。i5數控係統(tǒng)從研(yán)發(fā)至今都(dōu)在延續(xù)並擴(kuò)展這些智能化功能。
2. 讓編程更簡(jiǎn)單
機(jī)床在(zài)加工不同零件的時候需要不同的工藝(yì)設計,而工藝設計的背後實際上是(shì)不斷沉澱的知識和經驗,隻有有經驗的老師傅才能熟練設定加工參數(shù),循環引導的目的(de)在於把不斷沉澱的經(jīng)驗(yàn)轉換為程序代碼。
循環引導編程:引導編程包括標準化循環和定製化循環支持。標準化循環支持標(biāo)準車削、銑削、鑽孔、攻絲、鏜孔循環;可以通過(guò)圖形化引(yǐn)導編程頁麵實現(xiàn)快速編程和修(xiū)改。定(dìng)製化循環可根據特定的工藝要求定製開發,實現高效(xiào)便捷生(shēng)成,如車床的毛胚切削、切(qiē)槽等。
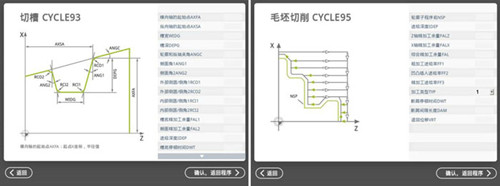
圖2 循環引導編程
山西省定襄縣素有(yǒu)“法蘭鍛造之鄉”的稱謂。在法蘭批量加工的過程中(zhōng),由(yóu)於法蘭尺寸規格較多,工件更換頻繁,需要經常編寫、修改加工程序,而當(dāng)地比較缺乏工藝編程人員,導致無法滿(mǎn)足訂單(dān)需求,影響了交貨進度和訂單數量。法蘭本身雖然尺寸不一致,但輪廓比較規則或近似,根據這種加工特性,i5團隊為當地客戶定製開發了法蘭自動編(biān)程APP,隻需根據圖紙選擇(zé)工件類型和填入幾個關鍵(jiàn)尺寸,即(jí)可自動生成加工程序,大大降低了對操作人員的技(jì)術要求,提升整體生產效(xiào)率。
3. 讓操作更安全
三維仿真:虛擬預加工,用戶可以在控製(zhì)屏幕上直接看到加工程序的三(sān)維仿真結果,即不用開動機床(chuáng)就可以看到模擬(nǐ)加工結(jié)果。機床在加工零件時(shí),操作人員(yuán)可以從顯示(shì)界麵上預覽到後續的加工軌跡,極(jí)大地方便了用戶在車間內同時管理多台機床(chuáng)。同時,三(sān)維的圖形展示更有利(lì)於操作工分辨出後續加(jiā)工是否有問題,以便及(jí)時停(tíng)止機床的運轉,減少損(sǔn)失。
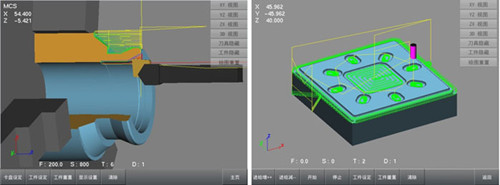
圖3 三維(wéi)仿真功能
安(ān)全區域換刀(dāo):為避免幹涉,程序中一般(bān)將換刀點定(dìng)在離工件較遠的位置。係統在保(bǎo)證換刀安全的同時提高換刀效率,開發了安全區域換刀功能。安全區域換刀功能允許用戶根(gēn)據刀(dāo)架上刀具以及所加工工件的實際情況設置安(ān)全的換刀(dāo)位置。
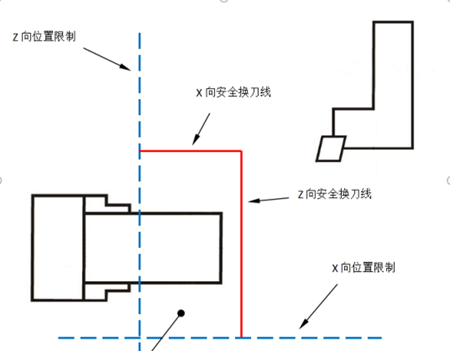
圖4 安全區域換刀功能
4. 方便機床維修和診斷
機床體檢:機床(chuáng)體檢可以(yǐ)不拆裝鈑金即(jí)可快速了解機(jī)床機械部件的裝配狀(zhuàng)態和定位(wèi)故障原(yuán)因,大大降低了設備維護的難度(dù)和工作(zuò)量,也可以為裝備製造商提供良品出廠檢測方法,提高機械裝(zhuāng)配一(yī)致性。係(xì)統通過使機床(chuáng)各軸(zhóu)單(dān)獨在一定(dìng)範圍內運行,同時采集運行過程中的電流值,來判斷機床的運行情況。
圖形診斷(duàn)(幫助用戶(hù)快速排除故障):當出現故障時(shí),用戶可以通過圖(tú)形(xíng)化的(de)引導,一步一步快速簡(jiǎn)單地(dì)排除故障(zhàng),減少用戶(hù)等待售後的停(tíng)機時間。這項功能的開發與機床廠和用戶的緊密合作有關,上海研發團隊通過市場調研發現機床(chuáng)出現的問題70%都是“簡單問題”,但用戶自己不會解決。圖形(xíng)診斷功能可以幫助用(yòng)戶看著三維圖形(xíng)和提示自己解決一些問題,這樣既減少了用戶等待服務的停機時間及損(sǔn)失,也節(jiē)省了主機廠的維修(xiū)服務成本。
5. 高速高精功能
熱誤差補償:機床熱誤差(chà)是引起零件加工誤差(chà)的最主要(yào)因素之一,嚴重影響加工(gōng)精(jīng)度。目前熱(rè)誤差補償存在以下問題:要以較高的代價獲得建模數據;熱誤差模型魯棒性和預測精度較(jiào)差;補償(cháng)方(fāng)式與CNC集成度不高。i5熱(rè)誤差補償可實現主軸Z向熱伸長的自動采集和(hé)基於工況的熱誤(wù)差模型建立(lì)及預測,CNC將補償值平均分配到每個插補周期中,在(zài)冷機、停機恢複(fù)狀態下(xià)無(wú)需(xū)熱機,保持較高的尺(chǐ)寸一致(zhì)性和加工精度。

圖5 熱誤差補償功能
視覺識別:視覺識別主要應用在製(zhì)造過(guò)程中工件重複裝夾時,工裝夾具不(bú)能保證工件(jiàn)的確定位置(zhì)或角度;夾具不具有高精度保(bǎo)證,或者無法定位——不能使(shǐ)用探(tàn)頭進行定位的情況(如特征很小,或者顏色不同),同時視覺(jiào)識(shí)別功能還具有較高附(fù)加價值,其測量功能可以進行加工前的測量和加工後的測量,加工前測量用(yòng)於保障毛坯件具備加工的(de)條件,避免無效的加工(gōng);加工後的測量(liàng),用於檢測加(jiā)工結果(guǒ)是否合格。
三、全開放式(shì)結構實現與互聯(lián)網連接
i5與其他數(shù)控係統的(de)最大區別就是可以(yǐ)連接互聯網(wǎng),源於其設計思路完全不同,也就是i5是(shì)基於(yú)PC平台的全開放式結構(gòu)。
(1)遠程診斷(幫助用戶快速獲得遠程專家支持)。除了本(běn)機的故障診斷工具,係統還提供遠程診斷功能,以降低機床維護成本(běn),減少停機時間。售後服務人員在無法解決故障時,可通過隨身攜(xié)帶的3G智能終端將機床接入互聯網,遠程專(zhuān)家即可(kě)連入數(shù)控係(xì)統,獲取(qǔ)報警信息、日誌文件、配置文件等信息,幫(bāng)助售後(hòu)服務人員快速解決故障。
(2)WIS車間信息管理係統(tǒng)(幫助用戶用互聯網手段管理車間作業)。以機床為中心,把作(zuò)業(yè)計劃(huá)、生(shēng)產調度、設備管理、成本(běn)核算等信息係統全部集成在一套軟(ruǎn)件(jiàn)係統上,形成一個以機床為中心的車間管理信息係統,它被命名為WIS。車間信息管理係統概念很早就有,很多(duō)工廠也有自(zì)己(jǐ)的車間管理(lǐ)軟件,例(lì)如MES(製造執(zhí)行係統)、ERP(管理信息係統),前者更傾向於對生產過程的控製,後者更傾向於訂單和財務的管理。那麽WIS和這(zhè)些車間(jiān)管理軟件的區別是什麽呢?MES和ERP實際上是兩個相互獨立、不能進行信息溝通的管理軟件,但在車間層麵上需要同時掌握兩方麵的信息才能(néng)有效掌握生產過程並安排管理生產計劃。在現實中,MES和(hé)ERP之間的協調由人工完成(工廠車間通常會(huì)定期把MES的調整項做成一個表,交給(gěi)業務部(bù)門,然(rán)後由(yóu)業務部門手動在(zài)ERP中調(diào)整過來),這就帶來一個嚴(yán)重的問題(tí)——工作人員可能會虛報、漏報或錯報信息數據,導致信息不真實(shí),不具有(yǒu)實時性。而WIS是一個(gè)自下而上實現(xiàn)車間管理的軟件係統,通過(guò)收集每一台機(jī)床產生的真實數據來為管理者提供生產信息,並且通過互聯網可以保證數據(jù)的實時傳輸。
i5係統專門針對互(hù)聯網應(yīng)用推出了用於智能機床聯網的iPort協議,目前已經發布到V3版(bǎn)本,具備強大的信息透明能力。比如,基於iPort協議,i5係統配(pèi)合最新(xīn)的租賃商(shāng)業模式(shì)打造(zào)了租賃功能,銷售人員可以通過網絡進行設備鎖(suǒ)定解鎖(suǒ)等操(cāo)作,租賃功能還可以提供加(jiā)工計(jì)時、加工計件等功(gōng)能,為租賃模式的靈活配置提供技術和數據支撐。
i5係統通過與網絡和信息技術充分融合,實現了“圍繞機床全生命周期的智能化解決方案”:基於i5智能機床技術的雲製造平台(iSESOL)。iSESOL平台通過互聯網技(jì)術(shù)與i5核心技術的結合,將(jiāng)工(gōng)藝技術(shù)、設計人才和高端設備等各(gè)類資源進行有效組合,實現社會存量製造能力的發現和釋放,提升製造業綜合效率。
四、i5技術在航空航天的應用
以航空發動機製造企業為代表的高端裝備製造領域對(duì)高檔數控機床和數控係統具有很(hěn)大的需求。航空發動機在惡劣工作條件下仍需滿足高可靠性、長壽命(mìng)、節能環(huán)保等基本要求,其零部件具有結構複雜、製造加(jiā)工難度大、加工精度要求高等特點,需要(yào)大批高檔數控機床(chuáng)和高檔數控係(xì)統,如五軸聯動數控(kòng)機床。
i5可以提供麵向2軸、3軸、4軸、5軸等數控機床應用的智能數控(kòng)係統解決方案,支持主流12種搖籃(lán)擺頭五軸結構、刀尖點(diǎn)跟隨功能,實(shí)現四個插補通道的並行控(kòng)製,滿足高端裝備行業的加工需求。適(shì)用於航空航天等高端裝(zhuāng)備(bèi)行業中(zhōng)的(de)鋁合金、鈦合金、複合(hé)材(cái)料、結構件及回轉類(lèi)複雜、異形零部件的五軸聯動加工。
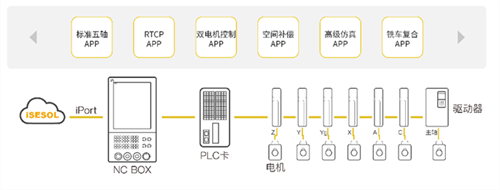
圖6 i5五軸解決方案
RTCP:一般手動測量旋轉中心位置數據的操作比較複雜,對操作人員(yuán)的(de)技(jì)術要求較高。而RTCP標定旨在通過循環程序和(hé)用戶界麵的配合,簡化操作(zuò)過程,減低操作難度(dù),使(shǐ)普(pǔ)通機床操作人員也能輕鬆完成測量任務。
三維仿真:加工過程的安全性是任何企業都不能忽視的(de),對於航空件加工企業更是如此。大型的航空部件,輪(lún)廓尺寸大,撞機危險高,其(qí)加工機床多為大行程五軸聯(lián)動機床,毛坯件體積(jī)巨大且材料昂(áng)貴。在加工過程中,航空件一旦發生碰撞,其為企業帶(dài)來(lái)的損失是巨大的。三維仿真(zhēn)功能在加工之前和加工過(guò)程中可全程提(tí)供和使用全機床仿真(zhēn)最大程度保證了現實與虛擬的匹配。
安(ān)全退(tuì)刀:航空(kōng)航天五軸加工非(fēi)常重要,“虛擬刀軸”在此很有意(yì)義,通過手輪“虛擬軸(zhóu)”功能使刀具沿當前刀具軸移動。安全功能對以下情(qíng)況特別有幫助:五軸軸(zhóu)加工程序中斷運行期間,要沿刀具軸退刀時;手動操作模式在刀具傾斜情況下,用(yòng)手輪或外部方(fāng)向鍵執行操作;加(jiā)工期(qī)間沿(yán)當前刀具軸(zhóu)用手輪移(yí)動刀具。
針對航空鋁合金肋板類零件,存在大量的斜麵加工,i5係統定製開發了斜麵加工功能,斜麵加工可以實現在一次(cì)裝夾中完成不同方向、不同角度的多(duō)個斜麵的打孔、攻絲、銑削等多種(zhǒng)加工工藝。減少了裝夾次(cì)數,降低了勞動強(qiáng)度,縮短(duǎn)了產品的生產(chǎn)周期,提升了零件的加工精度,保證(zhèng)了產品質量的一(yī)致性。
cycle800用於定義斜麵上的(de)工件坐標係(xì),便於斜麵加工,便於簡化編程。主要(yào)通過設置基準點(diǎn)、繞X/Y/Z線性軸旋轉的角度、旋轉後的零點,來實(shí)現新的工件坐標係定義。
銑車複(fù)合功能在加工這類鈑金零件顯得尤為突出,在程序控(kòng)製下根據加工需要,輕鬆切換車削與銑削加工方式。用(yòng)戶完全自由地決定如何和何時使用這兩種(zhǒng)加工(gōng)方式。切換時,係統負責所有必要的初始化工作,包括回轉中心的處理,車削自動變成直徑顯示,刀偏表也提供對(duì)於車銑半直(zhí)徑不同的設定方(fāng)式。
五、結語
為了確保航天產(chǎn)品質量、縮短製造周(zhōu)期,實現關鍵數控技術自主可控, i5數(shù)控係統及相關製造企(qǐ)業與相(xiàng)關機床企業、用戶企業緊密合作,努力推(tuī)動全國產數控機床在高端製造(zào)業精(jīng)密零件製造中的示範應用。國產高端數控機床及共性技術的可靠性、穩定性、實效性等得到了充分驗證。同時,通過(guò)相關標準及(jí)規範的推廣,實現國產高檔數(shù)控機床的(de)推(tuī)廣應用,對新一代高端裝備製造水平的發展具有重要意(yì)義。
(文章來源:中國機床工具工業協會;供稿:沈機(上海)智能(néng)係統研發設計有限公司;編(biān)輯整理:梅峰)
投稿箱:
如(rú)果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合(hé)作(zuò),歡(huān)迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合(hé)作(zuò),歡(huān)迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數(shù)據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分(fèn)地區金(jīn)屬切削機床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型(xíng)乘(chéng)用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多