



數控係統中同步控製及自(zì)動對刀功能的實現
2020-6-29 來源:廣州數控(kòng)設備有限公司(sī) 作(zuò)者:陳 鵬
摘 要:以廣州數控設備有限公司生產的(de)GSK208D係列數控係統(GSK208D雕銑數控係統)為例,介紹如何在數控係統中通過增加同(tóng)步控製及自動對(duì)刀功能來提高加工效率及加工精(jīng)度(dù)的方法。
關鍵詞: GSK208D雕銑數控係統;同步控製;自動對刀
0 引言
在工件加工過程中,刀具調整、工件裝卸等輔助時間在(zài)加工(gōng)周期中占比相當大,減少輔助時間(jiān)對提高加工效率至(zhì)關重要,因此自動對刀功能便顯現出極大的優越性(xìng)。此外,一般的設備裝夾一次隻能加工一個零件,如果裝夾(jiá)一(yī)次能(néng)加工(gōng)多個零件(jiàn),就能成倍提高效率,降低成(chéng)本(běn)。本文將介紹在數控係統中增(zēng)加同(tóng)步控製和(hé)自動對刀功能及嵌(qiàn)入操作(zuò)界麵來簡化操作、提高效率的方(fāng)法。
1、 控製原理
1.1 同步控製
在一些機床上,如雙立軸(Z和A兩(liǎng)個立軸(zhóu))龍(lóng)門雕銑機床(圖1),通過外部控製信號來切換同步控製的啟動和關閉,同步控製(zhì)啟動時可以(yǐ)通(tōng)過僅指令其中一個立(lì)軸使Z和(hé)A兩個進給軸同步驅動。
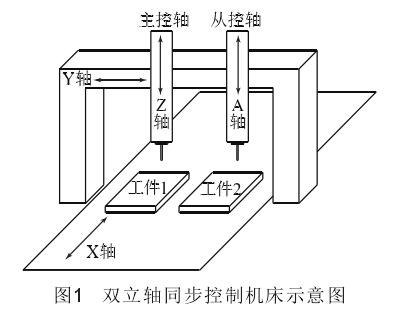
成為同步控製標準的軸為主控軸,與主控軸同步移(yí)動的軸為從控軸。
為了做到機械的(de)同(tóng)步動(dòng)作,還需對同(tóng)步控製中(zhōng)的主控軸和從控軸的伺服驅動單元進行同步性調整。啟動同步控製,與主控軸保持同步而使從控軸移動的運行稱(chēng)為同步運行;而關閉同步控製,使主控(kòng)軸、從(cóng)控軸各自獨立移動(dòng)的運行稱為通常運行[1]。
1.2 自(zì)動對刀
自動(dòng)對刀就是在數控係(xì)統中通過執行對刀專用程序及G31程序跳轉指令來使刀具移動碰觸(chù)對(duì)刀儀得到刀具(jù)長度、半徑、磨(mó)損量等相關數據的方法,其(qí)中對刀儀是自動對刀功能實現的(de)關鍵設備。在(zài)自動對刀功能使用前應對對刀儀在工作(zuò)台上的位置坐標進行標定,並將標定後坐標存儲到數(shù)控係統的變量中去,為下一步的使用(yòng)提供基準。在G31指(zhǐ)令之後指定軸移動,可以像G01一樣(yàng)進行直線(xiàn)插補(bǔ)。若在(zài)執行(háng)G31指令期間輸入外部跳轉信號(即對(duì)刀儀(yí)動作觸發信號)SKIP <X002#1>,則中斷該指令的執行並轉入執行下一(yī)程序段。
數控係統在接收到跳轉信號時把各軸的坐(zuò)標(biāo)值存儲到專用的變量(liàng)#5016~#5019中[2]。
1.3 同步控製及對(duì)刀操作(zuò)界麵
為方便操作人員使用,在GSK208D雕(diāo)銑數控係統中增加操作界麵,如圖2所示。
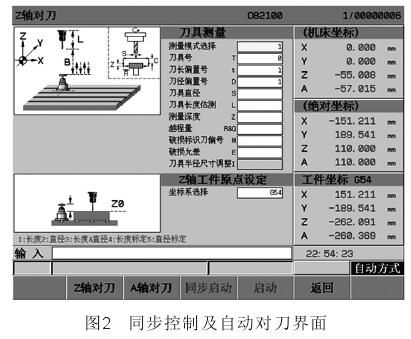
界麵參數說明:測量模式選擇:1—長(zhǎng)度;2—直徑;3—長度&直徑;4—長度標定;5—直徑標定。刀具號:當前需要測量的刀(dāo)具號。刀長偏置號:存儲當前刀具長度(dù)的偏置號(默(mò)認與T相(xiàng)同)。
刀徑偏置號:存儲當前刀具直徑的偏置號(默認與T相同)。
刀具直(zhí)徑:被測刀具(jù)直徑(jìng)(+s:右旋刀具;-s:左旋刀具)。刀具長(zhǎng)度估(gū)測:被測刀具長度(標(biāo)定時請輸入準確值)。測量深度:從起始位置到測量位置的增量深度(dù)。越程量:越程量和徑向安全間隙值。破(pò)損標識刀偏號:一個空餘刀偏號(hào)用作刀具破損標識的位(wèi)置。
破損允差:程(chéng)序設定的破損檢測允差。刀具(jù)半徑尺寸調整:刀具尺寸調整的切削狀態(直徑(jìng)標定時為測頭直(zhí)徑(jìng))。坐標(biāo)係選擇:選擇範圍為G54~G59,P1~P50(G54)。按鍵說明:【Z軸對刀】:選擇對刀軸為Z軸;【A軸對刀(dāo)】:選擇(zé)對刀(dāo)軸(zhóu)為A軸;【同步啟動】/【同步取消(xiāo)】:啟動或取消同步控製(zhì)功能;【啟(qǐ)動(dòng)】:啟動對Z軸/A軸上刀具的測量程序。
2、 同(tóng)步控(kòng)製及自動對刀的實現
這裏包括兩部(bù)分功能的實現:同步控製功能(néng)和自動對刀功能。
2.1 同步控製功能的實現(xiàn)
2.1.1 同步控製功能參數定義及設置
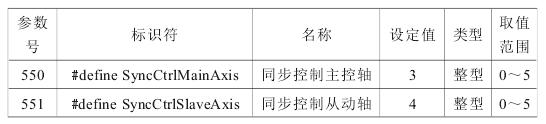
為滿足不(bú)同機械結(jié)構的同步控製,需定義一些關於同步(bù)控製的參數,如表1所示。
表1 同步控製相關表
2.1.2 同步控製功能指令代碼、信號(hào)及控製邏輯
為滿足同步控製啟動和關閉的自(zì)由切換,需要定義同步控製啟動代碼M33、關閉代(dài)碼M34及同步(bù)控製輸入信號SYNC,如(rú)表(biǎo)2所示。
表2 同步控製相關代碼(mǎ)及(jí)信號表
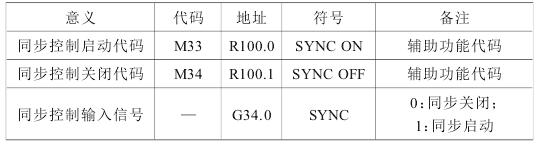
圖3給出了同步控製實現的示意(yì)梯形圖。
2.1.3 同步控製操作
為方便同步控製操作,除在數控係統中嵌入開發操作界麵及按鈕外(wài),還需編寫同步(bù)控(kòng)製啟動和取消按鈕操作調用的子程(chéng)序,如表3所示。
表(biǎo)3 同步控(kòng)製啟動/取(qǔ)消子程序
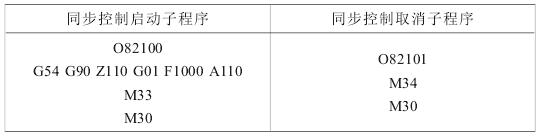
操作步驟:(1)切換到自動操作模(mó)式並切(qiē)換界麵(miàn)到(dào)對刀界麵;(2)選擇【同步啟動】/【同步取消】按鈕,選擇之後將調用O82100/O82101號(hào)子程序(xù);(3)按下操作麵板上的循環啟動按鈕。
2.2 自動對刀的實現
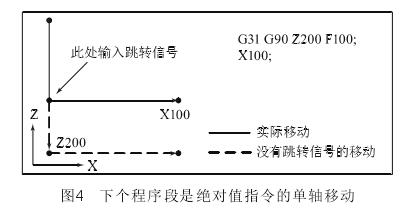
指令代碼格(gé)式(shì):G31 G90/G91 X_ Y_ Z_ F_。X_ Y_ Z_:各軸的終(zhōng)點坐標;F:移動到終點坐標的進給速度(mm/min)。功能:在G31代碼之後,像G01一樣可以指令直線插補,在該代碼執行期間,如果輸入一個外部跳轉信號,則中斷代碼的執行,轉而執行下個程序段。當(dāng)不編程加工終點(diǎn),而是用來自機床的信號指定加工終點時,使用跳躍功能,例如用於磨削。跳躍(yuè)功能還用(yòng)於測量工件(jiàn)的尺寸。說(shuō)明:G31為非模態G代(dài)碼,僅(jǐn)在指定的程(chéng)序(xù)段中有效。
例:G31的下個程序段是絕對值(zhí)指令的單軸移動,如圖4所(suǒ)示。
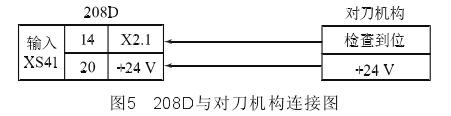
2.2.1 自動對刀(dāo)I/O連接
由於這裏用於(yú)刀具(jù)測量的(de)信號是G31跳轉信號X2.1,因此要求在Z軸方向及A軸方向上(shàng)的測量到達信號都應能被X2.1檢測到。信號連接如圖5所示。
2.2.2 自(zì)動對刀操作步驟
(1)切換到自動控製模式,確認同(tóng)步控製是(shì)否取消,若同步控製已取消,則跳過第(2)步直(zhí)接操作第(3)步;(2)選擇【同步取消】按鈕(niǔ),並按下循環啟動執行同步取消;(3)選擇(zé)【Z軸對
刀(dāo)】或【A軸對刀】,並在界麵中設定相關的測量(liàng)參數;(4)按(àn)下界麵【啟動】按鈕(niǔ),係統將自動調用O82000號對(duì)刀宏程序;(5)按(àn)下操作麵板上(shàng)的循環啟動按鈕,執(zhí)行對刀宏程序;(6)重複
第(3)步中的另一軸進行對刀;(7)Z軸和A軸均對刀完畢後,選擇【同步啟動】按鈕,並按下循環啟動執行(háng)同(tóng)步啟動;(8)選(xuǎn)擇工件加工程序,執行雙工件的同步加工。
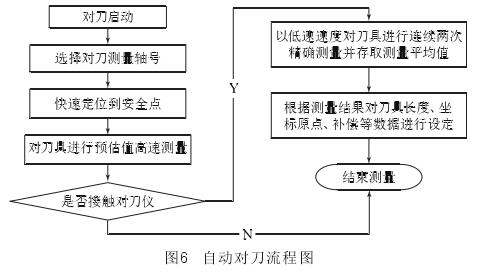
2.2.3 自動對刀程序
按圖6所示控製流程圖進行宏程序(xù)的編寫,對刀宏程序號設定為O82000。
3 、結語
根據用戶實際加工(gōng)結果對比發現,使(shǐ)用同步控製和自動對刀功能(néng),操作簡單、方便、易學,加工效率提高了一倍多,綜合成本降低。隨著技術的進步、競爭的加劇,精工機械設備的選用會越來越先進(jìn),自動化水(shuǐ)平越來越高,多工位加工及自動對刀應用也會越來越(yuè)普(pǔ)及。
投稿箱:
如果您有(yǒu)機床行業(yè)、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業(yè)、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
州金馬")
業界視點
| 更多

行業(yè)數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年(nián)11月 新能源汽(qì)車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據