



FANUC係統數控車削(xuē)加工中子程序的應用與研(yán)究
2020-4-19 來源: 大連經濟技術開發(fā)區中等(děng)職業技術專業學校 作者:謝(xiè)玉(yù)寶
摘要:隨著數控係統(tǒng)的廣泛應用,對於在數(shù)控車削加工過程中的一些較難加(jiā)工的拋(pāo)物(wù)線、橢圓、雙曲(qǔ)線等都可以利用 FANUC數控係統進(jìn)行子程序編程。將一(yī)些難操作的車削加工工作編進程序裏,存儲(chǔ)到 FANUC 係統存儲器裏,隨時調用,從而簡(jiǎn)化程序(xù),減少加(jiā)工過程中出現的根切問題,提高數控車(chē)削加工(gōng)的工作效率。通過對(duì)子程序應用於 FANUC 係統車(chē)削數控加工的具體實例分析,提出了在車削(xuē)加工的子程序編程方法(fǎ)中先要掌握哪段程序(xù)組需要用子程序進行編程,然後分析具體情況,掌(zhǎng)握走刀的路徑,把握(wò)車削初始點、終止點的位置及車削加工的被吃刀量等關鍵技術(shù)參數,最後根據輪廓進行子程序的計算,從而(ér)保證車削(xuē)加工工作的質量問題以(yǐ)及工作效率。
關鍵詞:子程序;FAUNC 係統;數控車(chē)削(xuē)
隨著我國數控車削加工技術(shù)的發展,FANUC 係統數控車削加工技術的(de)應用越來越廣泛。目前,在進行數控車削加工工作時,當加工到某些軸(zhóu)套類部件時,通常(cháng)會出現大凹圓弧以及輪廓形狀的根切現象。傳統的大車加工由於其徑向尺寸沒有規律,因此很容易造成根切現象,無法滿足現代的車削加(jiā)工工作。但是,應用(yòng) FAUNC 係統的子程(chéng)序能夠解決這些問題,從而提高(gāo)車(chē)削加(jiā)工工作的質量與效率。
1 、子程序的編程方法(fǎ)
FANUC 數控係統程序包括子程序與主程序。數控係統(tǒng)通常是按照主程序的(de)指令進(jìn)行工作(zuò),但是如果主程序裏存在(zài)調用子程序的命令,那麽數控係統便(biàn)按照子程序運行。在 FANUC數控係(xì)統存儲器中,可以存儲的子程(chéng)序與主程序合計為 63 個程序。
1.1 子程序的定義
當進行零件加工工作時,經常會出現完全相同的幾何形狀的軌跡,在進行此車削加工的程序編程時,有一些重(chóng)複模式(shì)以及固定順序的程序段能夠被好幾個(gè)程序反複利用,這個被重複利用的程序段(duàn)能夠做成固定的程序,並且加以固定的命名,這個被命名的程(chéng)序段便是子程序[1]。
1.2 子程序(xù)的嵌套
利用子程序的(de)方(fāng)式調用另一個子程序能夠做到簡化程(chéng)序的目的,這個過程稱為子(zǐ)程序的嵌套。第一層子程序與主程序的關係(xì),與(yǔ)子程序(xù)的上一級(jí)與子程序的(de)下一級的關係相同。但是需要(yào)注意的是子程序的嵌套過程不能夠進行無限次嵌套,其能夠嵌套的層數需要取決於 FANUC 數(shù)控係統。通常在 FANUC數控係統中能夠(gòu)進行兩次嵌套。但是當選擇功能(néng)具有宏程序時,係統能夠進行四重子程序的調用。同時,一條子程序的調用命令能夠重複地、連續地進行同(tóng)一個子程序的調用,最多能夠進行 999 次(cì)的子程序調用。
1.3 注意事項
在進行車削加(jiā)工數控係(xì)統的子程序編程時,應該注意確定(dìng)車削的循環(huán)次數,車削初始點、終(zhōng)止點的位置(zhì),車削加工的被吃刀量。將這三(sān)者(zhě)有機結合,確保 W 向累積和(hé)是(shì)偏移量或者零(líng)點,U 向累積和是被吃刀量[2]。
2、 子程序的實際應用舉例
2.1 在不同齒距的槽型輪廓中的加工應用
對於相(xiàng)同齒(chǐ)距的槽型車削加工方式,通常采用循(xún)環的加工方式較為簡單;對於不同齒(chǐ)距(jù)的槽型車削加工方式,通常采用子程序的(de)調用模式比(bǐ)較簡單。下麵是不等距的槽(cáo)型加工。
例(lì)如:長度為 77 mm,毛坯料為?35mm,外圓車刀為一號(hào)刀,切槽刀為二(èr)號刀(對刀點是左刀尖,刀寬是 2 mm)。
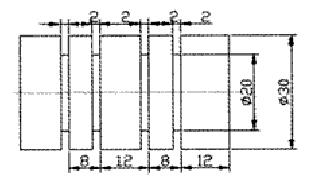
由於此工(gōng)件的長度並不是特(tè)別長,因此可(kě)以將工(gōng)件的?35 mm 的(de)外圓及其左端麵作為基準定位,利用常用的三爪(zhǎo)卡盤將工件夾緊,將工件的右端麵中心點作為工件的原(yuán)點。一號刀是 90 度的外圓車刀,進刀速度為 0.15 mm/r,二號(hào)刀為切槽刀,進刀速度為(wéi) 0.1 mm/r[3]。
其程序語(yǔ)句為:
2.2 在大凹圓(yuán)弧的加工應用
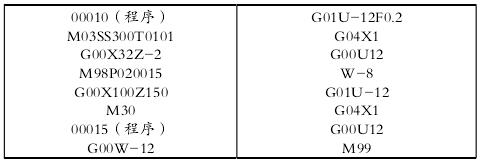
如下圖所示,是大凹圓弧的加工形式,利用 FANUC 係統數控車削加工中的子程序進行編製,要完成粗車製造,需要重複調用八次子程序並選用 35 度的尖刀。
每次的背吃刀量為 2 mm,大徑為 30 mm,小徑為(wéi) 14 mm,n=(30-14)/2=8,X=30+(30-14+1)=47,Z=-5.03。其程序語句為:
2.3 在車削外(wài)橢圓曲麵的加工應用
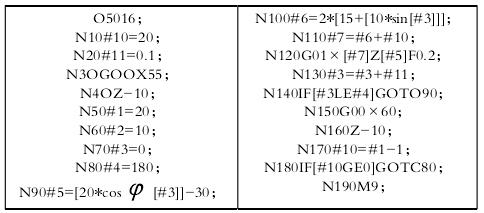
編製如下圖所示的橢圓麵零件加(jiā)工子程(chéng)序,保證零(líng)件加工的表麵尺寸。設 W 處為編程原點,橢圓長半軸為 a,其長度為20 mm,橢圓的短半軸為 b,其長度為 10 mm。
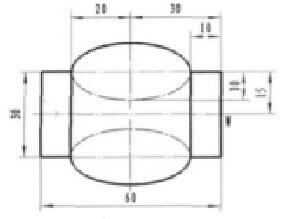
如圖所示, 工件的外橢(tuǒ)圓曲麵的車(chē)削加工參數方程為:Z=a*cos ? ? β =20*cos?? 20。X=a+b*sin?=15+10*sin?,當加工外(wài)橢圓(yuán)的上半軸時(shí)取加(jiā)號)。參數方程中的?是變(biàn)量,其在 0 到 180 之間。橢圓的中心為(30,-30),X 方向為退刀(dāo)、讓刀,?為動點變換(huàn),其(qí)值為?+ 步距,讓刀量(liàng)的變換方程:X=X-1[4]。
其子(zǐ)程(chéng)序語句為:
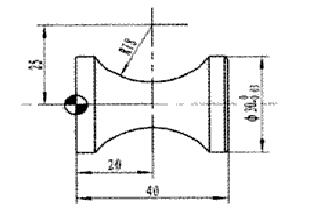
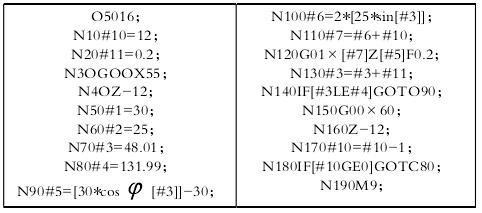
編製如下圖(tú)所示的(de)橢圓麵零件加工子程序,保證零件加工的表麵尺寸。設 W 處為編程原點,橢(tuǒ)圓長半(bàn)軸為 a,其長(zhǎng)度為30 mm,橢圓的(de)短半軸為 b,其長度為 25 mm[5]。
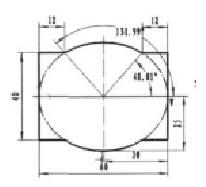
如圖所示,工件的外橢圓(yuán)曲麵的車削加工參數(shù)方程為:Z=a*cos? ? β =30*cos ? ? 30。X=a+b*sin ? =25sin ? ,當加工外橢圓的上半軸時取加號)。參數方程中的是變(biàn)量,其在48.01 到 131.99 之(zhī)間。橢圓的中心為(0,-30),X 方向為退(tuì)刀、讓刀,? 為動點變(biàn)換,其值為? + 步(bù)距,讓刀量的變換方程 :X=X-1。其(qí)子(zǐ)程序語句(jù)為(wéi):
總之,隨著我國數控車削加(jiā)工技術的廣泛應用,在實際車削加工工作中利用 FANUC 係統的子程序編程是十(shí)分重要的。首先要掌握車削加工中哪(nǎ)段程序組需要用(yòng)子程序進行編程,然後(hòu)具體情況(kuàng)具體分析,掌握(wò)走刀的路徑是沿著徑向還是軸向偏移,確保 W 向累積和(hé)是偏移量或者零點,U 向累積(jī)和是被吃刀量,最後根(gēn)據輪廓進行子程序的計算,從而保證車削加工工作的質量問題以及工作效率。
投稿箱:
如果您有機床行業、企業(yè)相關(guān)新聞(wén)稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業(yè)相關(guān)新聞(wén)稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能源汽車(chē)銷量情況(kuàng)
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據
博文選萃
| 更(gèng)多