



農機複雜件(jiàn)精密模型數控加工和成(chéng)型技術研究
2020-3-23 來源:洛(luò)陽職業技術學院(yuàn) 作者(zhě):張鐵創,徐文靜
摘要: 為了解決果(guǒ)園修剪農機設備驅動裝置複雜曲麵零部件的加工製造難題(tí),引入了(le)一種(zhǒng)基於(yú) NURBS 曲線插補編程的多軸數控加工方法,有效地提高了加工精度和編程效率(lǜ)。為此,設(shè)計了(le)基於 NURBS 曲線插補的基本流程和框架(jià),建立了 NURBS 插(chā)補數學模型,並以此建立了(le)數控編程的刀具走刀軌跡。最後,通過零件的加工實(shí)驗,對基於 NURBS 插補算法的數控編程(chéng)技術進行了驗證,結果發現:采(cǎi)用 NURBS 曲線插補技術可以成功地(dì)完成果園修剪(jiǎn)機(jī)械驅動裝置葉片複雜件的加工。將加工效果和傳統加工方法進行了對比,結果(guǒ)發(fā)現(xiàn):其加工紋理要比傳統方法更(gèng)加光滑,精確度更高,可以滿足(zú)複雜零件精密加工的需求。
關鍵詞: 農機配件(jiàn); 複雜(zá)零件; 數控加工; 曲線插(chā)補; NURBS
0 引言(yán)
複雜零件造型技(jì)術是計算機輔助設計和計算機圖形學中最(zuì)為(wéi)活躍、最為關鍵(jiàn)的(de)學科分(fèn)支之一。隨著現代製造(zào)技術的發展和 CAD /CAM 軟件功能的日(rì)趨完善,采用數(shù)控編程技(jì)術已成為複雜零件精密加工的主要方法。農用(yòng)果園修理機的(de)驅動裝(zhuāng)置部分由於葉輪的存在,曲麵形(xíng)狀較多,其零部件的加工較為困難。如果采用造型技術,利用 NURBS 插(chā)補算法,先對加工刀具的軌(guǐ)跡進行規劃,通過仿真(zhēn)技術確定刀具參數後再實際加工,會大大零件的加工效率,對於(yú)複雜農機零(líng)件的設(shè)計和製(zhì)造工藝的製定都具有重要的意義。
1 、複雜零部件數控加工技術
對於複雜曲麵類零件,由於其曲麵(miàn)不能采用直接編程(chéng)加(jiā)工的方法,所以加工精度較低 。近年來,隨著數控編程技術和先進製造機床的高速發展,具有複雜編程功能的多軸加工機床可以滿足複雜件的加工需要。例如,山西機電職業技術學院宋理敏(mǐn)等(děng)采(cǎi)用數據加工的方法,對橢圓類複雜零件進行了工藝分析,通過(guò)數據加(jiā)工最終得到(dào)了加工產品,如圖 1 所示 。
圖 1 橢圓(yuán)類複(fù)雜(zá)零件加(jiā)工產品
采用曲線插補技術可以完(wán)成橢圓(yuán)類等複雜曲麵的零件的加工,保持零(líng)部(bù)件和裝配體等。本研究基於NURBS 曲(qǔ)線插補技術,其加工流(liú)程如圖(tú) 2 所示。采用NURBS 曲線(xiàn)插補的數控加工係統的工藝路線主要包括圖紙分析、自動數控編程、刀具軌跡生成、程序輸出和實際數控加工,而 NURBS 曲線插補主要是采用數學建模(mó)的形式。
2 、基(jī)於 NURBS 曲線的刀(dāo)具軌跡插補算法
果(guǒ)樹修理機驅動裝置由橢球麵類葉輪軸和葉片、軸套、凸輪(lún)軸、底座及台階銷等多個零件構成,以橢(tuǒ)球麵類葉輪軸和葉片最為複雜,如圖 3 所示。
圖 2 基於 NURBS 曲線插補的數控加工流程
圖 3 農機橢球麵類葉輪軸和葉片複雜零部件
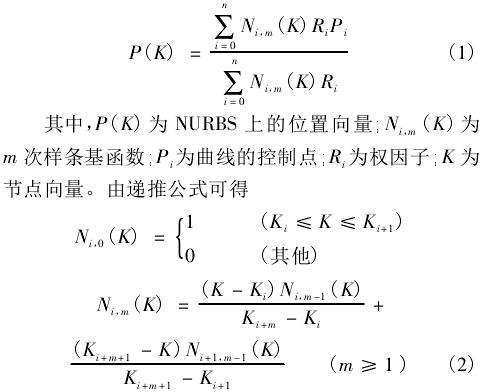
葉輪部分屬於複雜(zá)的機械零部件,由於存在較多(duō)的(de)曲麵,采用一般的方法很難(nán)進行加(jiā)工,而借助(zhù)曲線插補技術可以實現這種複雜零件的精密加工。NURBS 曲線通常被稱作非均勻有理 B 樣條(tiáo)曲線,主要由 3 部分組成(chéng),其表達式(shì)可以寫成:
在農機複雜零部件數控加工時,曲(qǔ)麵部分可以采用曲線插補的形式,具體需要借助於 NURBS 曲線插值。假設給定(dìng) n +1 個型值點,從(cóng)而可以構造一條 k 次的 NURBS
曲線,曲線(xiàn)的端點是(shì)首和末的型值點。將曲線按照型值

根據 NURBS 曲線的插值(zhí)原理,可以采用曲線插補的方法對(duì)農機複雜零部件加工進行數控編程,其流程如圖 4 所示。
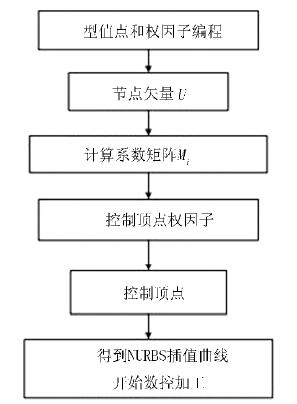
圖 4 NURBS 曲線插(chā)補算法編程(chéng)流程
采用曲線插補算法進行數控編程時,首先需要設置型值點和權因子的數據;然後,計算節點矢量 U 和係數矩陣 Mi,得到控製頂點(diǎn)的權因子後求出控製頂點;最終得到 NURBS 插值(zhí)曲線作為數控加工的刀具軌跡線。
3、 農機複雜精密件數控加工測試
為了驗證 NURBS 曲線插補(bǔ)技術在數(shù)控加工刀具軌跡控製中使(shǐ)用的可行性,采用五軸數控(kòng)加工銑床進行了實驗測(cè)試(shì)。實驗采用數(shù)控編程的方法,農機的機型如圖 5 所示。

圖 5 果樹修剪(jiǎn)農機
圖 5 為一款果樹修理農機,其驅動裝置采用了較為(wéi)複雜的機械零部件。由於曲麵較多,在加工製造時需要采用曲線插補技術(shù),具有曲線插補(bǔ)功能的(de)數控係統示意圖(tú)如圖 6 所示(shì)。
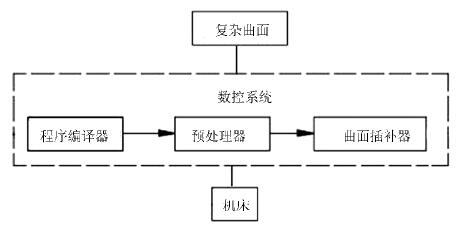
圖 6 NURBS 曲麵(miàn)插(chā)補數控係統
在數控係統中引入曲線(xiàn)插(chā)補功能(néng)後,CNC 係統刀具軌跡可以由簡單的直(zhí)線運動變為曲線(xiàn)運動,可以對曲麵進行加工,從根本上解(jiě)決了傳統的係統做不到的(de)功(gōng)能。
銑削加工中常用的(de)刀具有帶倒(dǎo)圓的端銑刀(dāo)、球(qiú)頭銑刀及平麵(miàn)端銑刀等,本次數控加工采用的是球麵銑刀,在加工複雜曲麵時具有更好的光滑性。利用軟件編程對 NRUBS 曲線插(chā)補軌跡進行規劃後(hòu),得到了如圖(tú) 8 所示的效果圖。
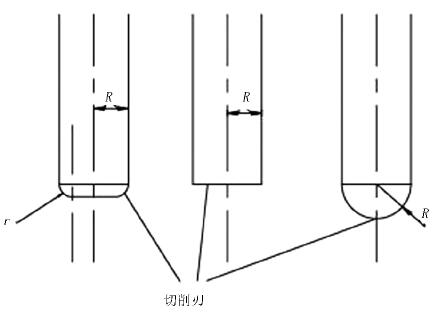
圖 7 刀具庫示意圖
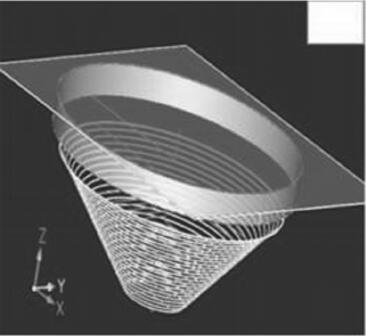
圖 8 刀具軌跡(jì)規劃圖
采(cǎi)用 NURBS 曲線插補算法(fǎ)可以成功(gōng)地實現曲麵的刀具規劃,在數控加工時采用該形狀的(de)走刀(dāo)軌跡,可以實現複雜曲麵的加工,其加工效果如圖 9 所示。
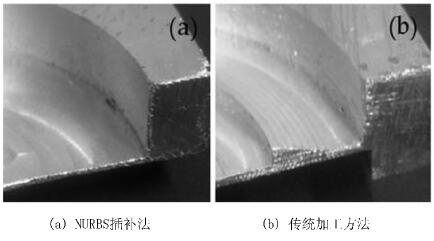
圖 9 NURBS 插補和(hé)傳統加工方法對比
為了驗證基於 NURBS 插補算法的可靠性,將采用該種曲線插補算法加工的零件(a) 和傳統的加工方法(fǎ)加(jiā)工的零(líng)件(b)進行了對比,如圖 9 所示。對同一個數控加工軌跡點進行(háng)了跟蹤測試,得到了仿真軌跡和實際加工(gōng)的對比(bǐ)曲(qǔ)線,結果表明(míng):實際加工曲線和仿真曲線非常吻合,從而驗證了 NURBS插補(bǔ)算法的可靠性。
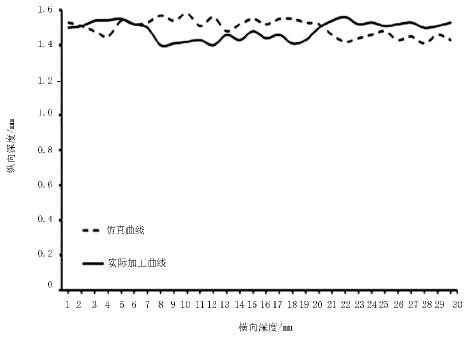
圖 10 仿真和實際(jì)加工曲線對比
4 、結論
在果園修(xiū)剪機的複雜零部件加工製(zhì)造(zào)時,由於存在較為複雜的曲(qǔ)麵(miàn)部分,給數控加工過程帶來了較大(dà)的困(kùn)難(nán)。為了解決這個問題,將基於 NURBS 曲線插(chā)補算法(fǎ)引(yǐn)入到了數控編程過程中,並根據預先設計好的數學模型,生成了刀具的(de)走刀軌跡。為了驗證方法的可行性,采用虛擬仿真的形式對刀具(jù)的軌跡(jì)進行了(le)實驗,通過優化確定(dìng)了刀具的具體參(cān)數數據。根據插補(bǔ)算法製定的走刀軌跡,對零件(jiàn)進行了實際加工,將加(jiā)工的零件和傳統方法加工的零件進了對比,充分驗證了基於 NURBS 曲線插(chā)補算法加工的優越性。
投稿箱:
如果您有機床(chuáng)行(háng)業、企業相關新聞(wén)稿件發表,或進行(háng)資訊合作,歡迎(yíng)聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行(háng)業、企業相關新聞(wén)稿件發表,或進行(háng)資訊合作,歡迎(yíng)聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業數據
| 更多(duō)
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用(yòng)車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年(nián)11月 新(xīn)能源汽車銷量情(qíng)況
- 2024年10月 新(xīn)能源汽(qì)車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地(dì)區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選(xuǎn)萃
| 更多