數控")



巧用宏程序對拋物線曲麵編程
2018-9-7 來源:江蘇省聯合職業技術學院無錫交通分院機械工 作者:薑愛國
摘要:對(duì)數控車床的零件進行編程,是我們完成自動加工(gōng)的前提。在編程(chéng)技術日益發展的今天,宏程序的運用,變量的(de)設定,是對複雜零(líng)件編程不可或缺的重要工具。
關鍵詞:宏程序;自動編程;拋物線;基點坐(zuò)標;變量
經常有複雜曲線(xiàn)所構成的非圓曲麵(如:橢圓曲線、拋物線、雙曲線等(děng))零件,其加工質量往往(wǎng)成為生產製造的關鍵。
非圓曲線形狀的(de)工件在數控車削中屬於較複雜的零件類別,一(yī)般運用直線擬合法來進行加工。而此類方法的特點是根據零件圖紙的形狀誤差要求,把曲線用許多小段的直線來代替(tì),根據零件圖紙的形狀誤差,如果精度要求高,直線的段數就(jiù)多,雖然可以(yǐ)憑借CAD軟件來計算(suàn)節點的坐標,但是節點太(tài)多也(yě)導致了加工中的不方便,如果能(néng)巧妙(miào)運用宏程(chéng)序(xù),則可以方便簡潔地進行編程,從而提高加工效率。
一、解讀宏程序
在一般的程序編(biān)製中程序(xù)地(dì)址下的字為常量,而宏程序則采用變量編(biān)程它是(shì)利用對變量(liàng)賦值、表達式、邏輯運算、條件判斷等來描述零件加(jiā)工過程的指令的集合;既可以寫人主程序,也可以獨(dú)立編寫成(chéng)子程序,供主程序調用,我們把(bǎ)這種程序(xù)叫宏程序。
二、宏程序與普通程序的對比(bǐ)
普通編程是(shì)利用每個指令代碼的功能,按照規定進行各地址下的常量編程即可,有的時候這些(xiē)簡單的指令不能滿足加(jiā)工要(yào)求,因此係統提供了用戶宏程(chéng)序功能,使用戶可以對數控係統進行(háng)一定功能的擴展,普通程序隻能使用常(cháng)量進行編程而且常量之間(jiān)不可以進行計算,而宏程序則使(shǐ)用變量,並可以給(gěi)變量進行賦值,變量(liàng)之間可以(yǐ)根據程序中給出表達式進行計算。
當工件形狀沒有變化,但尺寸發生變化(huà)時,隻需(xū)改變變量中幾(jǐ)個與(yǔ)尺寸有關的值,其他的表達式無須改變。
三(sān)、宏程序(xù)與自動編程(chéng)的比較
自動編程(chéng)有自(zì)動編(biān)程的好處,但是自動編程也有(yǒu)其不利於加工方麵的問題,在加工不規律的曲麵時利用自動編程確實是很好,但是在加工有規律的曲麵時,用宏程序加工要比(bǐ)用自動編(biān)程(chéng)軟件要(yào)強的多,而且宏程序比較精練,不象自動編程那麽煩瑣,而且程序段非(fēi)常(cháng)多(duō),加工時間長,需要(yào)專(zhuān)門的(de)後處理軟件支持,成本非常高。
四、宏程序運用(yòng)舉例
(FANUC-Oi數控(kòng)係統(tǒng)B類宏指令)
通過如圖1-1所示的帶二次非圓曲線拋物線的軸類零件的編程,會使我們更加了解宏程序的特點與作用。
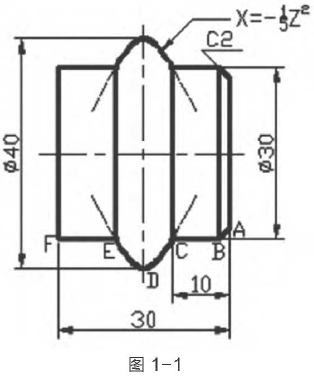
(1)基點(diǎn)坐標(以軸心線與右端麵的交點為編程原點):
A(26,0) off, B(3o,-2), c(3o,一(yī)10), D(40,一15), E(30,-20),E(30,-30)
(2)變量設定:
①以#1為Z軸的變量且為自變量;
②以#3為X軸的變量且為應變量;
③拋物線(xiàn)的頂點(diǎn)為((40,-15) ;. #1=5(拋物線Z軸的初(chū)值!;
⑤ #3=-1/5*Z*Z(拋物線X軸的初值);
(3)編程:
01000(精車加工程序)圖1-1
N10 G99G0 X100 2100 TO101 S1200 M03;
N20 GOX22 Z2 M08;
N30 GOl X30 Z-2 F0.05;
N40 Z-10;
N50 #1=5;
N60 #2=#1-15;(在編程坐標係裏的(de)Z坐(zuò)標變化值)
N70 #3=一1/5*#1*#1;
N80 #4=2*#3+40;(在編程坐標係裏的(de)X坐標變化值)
N90 #1=#1-0.1; (Z坐標變化值以0.1遞減(jiǎn))
N10 GO1X#4 Z#2 F0.05;
N 110 IF[#2 GE -20] GOTO 60;(條件(jiàn)判斷式)
N120 GOl Z-30;
N130 GOOX100Z100M09;
N 140 MOS:
N150 M30;
綜上所(suǒ)述,為了滿足(zú)生產實際需(xū)要,我們(men)不斷總結編程方法,發揮宏程序在數控機床的編程中舉足(zú)輕重的作用,正確合理(lǐ)地掌握這一編程利器,能為(wéi)我們的數控加工開啟了一扇敞亮的窗戶(hù)。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬切削(xuē)機床產(chǎn)量數據
- 2024年(nián)11月 軸承出口情況
- 2024年(nián)11月 基本(běn)型乘用車(轎車)產量數據(jù)
- 2024年11月(yuè) 新能源汽車產(chǎn)量數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產量數據
- 2028年8月 基本型(xíng)乘用車(chē)(轎車)產量數據
博文選萃
| 更多
- 機械加(jiā)工過程圖示
- 判斷(duàn)一台(tái)加工中心(xīn)精度的(de)幾種辦法
- 中走絲線切割機床的(de)發展趨(qū)勢(shì)
- 國產數控係統和數控機床(chuáng)何去何從?
- 中國的技術工人(rén)都去哪裏了?
- 機械老板做了十多年,為何(hé)還是小作坊?
- 機械行業最(zuì)新自殺性營銷,害(hài)人害己!不(bú)倒閉才
- 製造業大逃亡
- 智(zhì)能時代,少談(tán)點智造,多談點(diǎn)製(zhì)造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工(gōng)裝設計
- 傳統鑽削(xuē)與螺旋銑孔加工工(gōng)藝的區別