



西門子 840DSL 數控係統安全集(jí)成(chéng)的研究與應用
2018-8-27 來源(yuán):轉載 作者:張立群,張義紅
摘要:本文將(jiāng)主要介紹(shào)數控機床(chuáng)領域的安全標準以及西門子 840DSL 數控係統安全集(jí)成技(jì)術的基本原理和功能應用。以 AFS5-40 數控外圓磨床為應用實例,介紹與西門子安全集成相關的硬件(jiàn)設計和軟件設計(jì),以及安全集成功能的調試(shì)與應用。
關鍵詞:西門子 840D Solution Line;安全集成技術;Profi Safe;SPL 安全編程邏(luó)輯
1 、概述
西門子 840D SL 數控係(xì)統提供的安全集成功能(néng)都是以 EN 62061 和 EN ISO 13849-1 為標準研製的,並且已經達到了歐(ōu)盟 CE 認證的要求和標準。目前在歐洲生產或使用的數控機床都必須帶有安全集成功能,用於確保操作人員的人身安全及財產安全。一般數控機床在設(shè)計時會進行安(ān)全等級的評(píng)估與(yǔ)分析,電氣設計人員應針對數控機床的電氣控製係統進行相關(guān)的安全集(jí)成功能設計,並配備相應的安全(quán)模塊,如安(ān)全 PLC 功能模塊以及安全門鎖等電氣控製元件(jiàn)。一般(bān)數控係統需具備以(yǐ)下安全功能:STO(Safe torque off) 安 全 轉 矩(jǔ) 關(guān) 閉(bì);SOS(Safe Operating Stop)安全操作停止;SLS(Safety-limited Speed) 安 全 速 度 限 製;SE(Safe software limit switch)安全限位等。西門子安(ān)全集成係統通過 SPL(Safe Programmable Logic)安全邏輯程序來執行(háng)安全功能邏(luó)輯(jí),並可通過伺服電機編碼器或第二編碼器(光柵尺等)做為安全編碼器來實時監控數控機床的運動狀態,以確保機(jī)床的(de)絕對安全性。840D SL 安全集成係統都必須具備雙(shuāng)通道檢測功能,SPL程序同時在 NC 和 PLC 係統內執行,並實時同步監控檢測,如發(fā)現 NC 和 PLC 的(de)信號(hào)狀態不一致,數控係統將立即產生報警,並使伺服軸立即安全停止並切(qiē)斷伺服轉矩輸(shū)出和伺服使能。同時(shí)按照相關機床安全規定要求,每(měi)間隔 8 小時,係統會進行安全功能測試,以確(què)保數控機床的絕對安全性能。
2 、安全集成硬件設計
2.1 AFS5-40 數控外(wài)圓磨床簡介(jiè)
AFS5-40 數控外圓磨床是一種高性能全自動數控(kòng)外圓磨床(chuáng),可磨削加工軸承(chéng)的外圈外(wài)徑或軸承的內圈溝道及其他高精密工件(jiàn)。其特點是加(jiā)工(gōng)效率(lǜ)高,加工種類多(duō)樣,一次磨削裝夾可同(tóng)時磨削加工兩個工件,上下料節拍約為 1.5S,磨(mó)削加工節拍可以控製(zhì)在 5S 以內。高效的同時也具備高精度的磨削加工性能,直線伺服進給軸定位精度可達 1μm,磨(mó)削加工後的工件圓度可控製在 1μm 以內,尺寸公差範圍可控製在 5μm 以內,特別適用於高精度零件的磨削加工。該磨(mó)床按照歐盟 CE 認證要求進行(háng)設計,應用了諸多西門子安全集成功能,確(què)保的機床的絕對安全性能。
2.2 安全集成硬件設計
AFS5-40 磨床的數控係統采用最新款的西門子 840D Solution Line, 伺 服 驅 動 采 用 S120 數 字伺服驅動係統,PLC 采用 S7-300 控(kòng)製器,並使用Profi NET 做為現(xiàn)場(chǎng)通訊總線,同時使用 ET200s 安全 I/O 模塊做為 Profi SAFE 的安全輸入輸出信號模塊(kuài),以上(shàng)就構成了該機床的整套安全集成控製(zhì)係統。數控機床安全電(diàn)氣控製係(xì)統硬件(jiàn)配置如圖 1 所示。
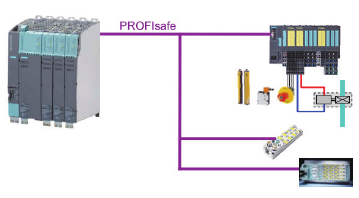
圖(tú) 1 機床安(ān)全電氣控製(zhì)係統硬(yìng)件配置
根據 EN 954-1 安全標準可將安全控製種類分為(wéi) 五 檔, 即 Kat.B、Kat.1、Kat.2、Kat.3 和(hé) Kat.4,這五檔分別對應五種不同的安全控製要求,發(fā)生安全報(bào)警時,數控係統將根據不同的安全等級產生相匹(pǐ)配的安全防護措施。安全門鎖、機床滅火器信號、雙手操作按鈕和(hé)急停按鈕等信號對操作人員的人身安全以及機床設備的財產安全起到至關重要(yào)的(de)作用,因此根據 EN 954-1 安全(quán)標(biāo)準我們將(jiāng)這些輸入輸出信號規定為 Kat.3 等級的信號,同時這些 I/O 信號必須使用雙通道功能的電氣元件,且 PLC 的安全 I/O 模塊也必(bì)須使用雙通道的安全模塊。西門(mén)子 ET200s 安全 I/O 模塊的接線原(yuán)理圖如圖 2 所示。AFS5-40 磨床所采用的 PLC 安全 I/O 模塊(kuài)型號如表 1 所示。
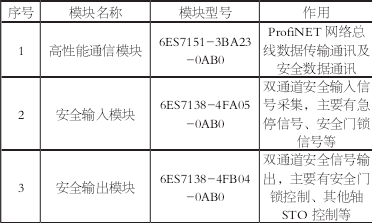
表 1 西門(mén)子 ET200s 安全(quán) I/O 模(mó)塊型號
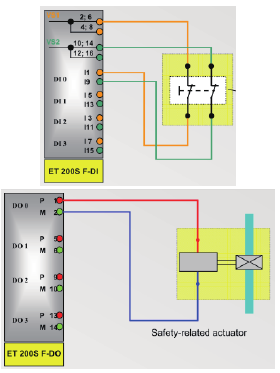
圖 2 ET200s 安全 I/O 模塊的接線原理圖
2.3 安全輸入輸出(chū)的軟件配置
在 Profi SAFE 安 全 集(jí) 成(chéng) 中 使 用 ET200s 安 全 I/O 模塊(kuài)必須在 STEP7 硬件組態軟(ruǎn)件中做以下設定:(1) F_source_address=2000: CPU 317F-3 PN/DP;(2)每個安全 I/O 模塊的 F_dest_address 這個參數需按順序依次從 200 開始依次排序,並將 DIP switch setting(9——0) 設置相對於的開關量值,例如(rú):安(ān) 全 輸 入(rù) 模 塊 1 參(cān) 數 F_dest_address 設 為 200, 則
DIP switch setting 需設置為 0011001000,且安全模塊(kuài)自身的撥碼(mǎ)開關應與其相(xiàng)一致;(3)設置每個信(xìn)號通道的(de)參數,如 Sensor supply;evalsuation of the sensors;Type ofsensor interconnection;Behavior at discrepancy 和 Discrepancy time(ms) 等。 其 中Discrepancy time(ms) 參(cān)數最為重要,其主要檢測雙通道信號的(de)不同步時間,如超過設定值(一般(bān)設定(dìng)值為 500ms),Profi SAFE 會報警,並使安全係統處於 STOP D 的狀態。在 CNC 係 統 中(zhōng), 安 全 輸 入 模 塊 F-DI 必(bì) 須設 置(zhì) MD10386 和 MD10388 這 兩 個 參 數, 安 全 輸出 模 塊 F-DO 則 必 需 設 置 MD10387 和 MD10389這 兩 個 參(cān) 數。 以(yǐ) 安 全 輸 入 模 塊 1 為 例(lì)(F_dest_address=200), 則 MD10386=50000C8H( 地 址 值200 以 16 進 製 表 示 ),MD10388=004001, 其 含義為將安全輸入模塊 1 的四個輸入地址分配為 $A_INSE[1]——$A_INSE[4]。
3 、安全 SPL 程序設計(jì)
根據 EN 954-1 安全標準,安全集成的 SPL(Safe Programmable Logic)程序也(yě)必須使用雙通道控(kòng)製模式,在 PLC 和 NC 係統中分別存儲了兩套邏輯完全一致(zhì)的 SPL 程序,從而構成(chéng) SPL 雙通道模式。840D SL 數控(kòng)係統 Profi SAFE 最多允許(xǔ)使(shǐ)用 64 個安全數字輸入 / 輸出點(diǎn),用戶需(xū)要購買相應的(de)軟件授權。編 程 人 員 首 先(xiān) 需 要 在 NC 係 統(tǒng) 的 NC Data/Standard Cycles 目 錄 下 創 建 安 全 程 序“SAFE.SPF”, 並 設 置 數 控 係 統 通 道 參 數 MD20108 Bit5=1,使 CNC 係統(tǒng)上電時自動調用執行 SAFE.SPF 程(chéng)序,從而執行安全監控功能,並(bìng)在 PLC 程(chéng)序中創建一(yī)個與 NC 的SPL 程序邏(luó)輯結構完全一(yī)致的程序功能塊,例如 FB70 或 FC100 等。PLC 安全程序不能(néng)直(zhí)接讀取和(hé)控(kòng)製(zhì)相關的安全 I/O 點(diǎn),必須(xū)使用數控係統(tǒng)自帶的 DB18 數據塊中的數據位來編程。在 NC 係統中,為了便於調試人員對 SPL 程(chéng)序的理解,在 SAFE.SPF 程序的開頭可以定義所使用的所有係(xì)統安全變量的名稱,這樣可增強程序(xù)的可讀性。SAFE.SPF 編程實例(lì)如下(xià):
(1)DEFINE IE_DOORS_LOCKED AS $A_INSE[1] ;DB18.DBX38.0 Doors closed and locked。
(2)DEFINE OE_DOOR_UNLOCK AS $A_OUTSE[2] ; DB18.DBX46.1 Doors Unlocked。
(3)DEFINE OI_STOP_A_DES_T1 AS $A_OUTSI[03] ;MD36977[0]=4010103 DB18.DBX62.2 External STOP A。
(4)DEFINE MI_EMRG_STOP AS $A_MARKERSI[1] ;DB18.DBX70.0 Emergency STOP internal signal。
編程人員可在 SAFE.SPF 程序中使用同步動作功能來執行安全集成相關的(de)動作和監控。在 840DSL 數控係統中,SPL 程序最多可使用 255 個同步動作,用戶(hù)可通過 MD11500 參數來設定同步動作數量。在 SAFE.SPF 程(chéng)序中一(yī)般使用靜態同步動作 IDS 來處理安全事件,實例如下:
(1)IDS=10 DO MI_DOORS_CLOSED = IE_DOORS_LOCKED AND IE_DOOR_CLOSED_L // 同步動作 10,當正門和左門(mén)關 + 鎖時,係(xì)統內部門鎖(suǒ)信號 =1。同時在 PLC 的 FB70 功能程(chéng)序(xù)塊中需要有相同(tóng)邏(luó)輯的程序,如下所示:
A DB18.DBX38.0//main doors closed & locked
A DB18.DBX38.1//left door closed
=DB18.DBX71.0//all doors closed
(2)IDS=20 DO OE_DOOR_UNLOCK = I_PLC_DOOR_UNLOCK // 同 步 動(dòng) 作 20, 當 PLC程序輸出門鎖住(zhù)信號時,安(ān)全門鎖安(ān)全輸出置 1。PLC 程序如下:A DB18.DBX132.4//PLC doors locked signal= DB18.DBX46.1//Doors locked safety outputSPL 程序通過 DB18 數據塊中相對應的數(shù)據位來編寫相關安全邏輯功能,並(bìng)根據位的實際(jì)狀態以及 SPL 程序的邏輯關係,最終控(kòng)製機(jī)床所有的安全控製輸出,如伺服(fú)軸安全停止、急停控製、雙手操作控製和安全減速控製等。
4 、安全伺(sì)服軸功能
安全伺服軸功(gōng)能主要包括安全停止(SH)、安全操作停止(SBH)、安全速度控製(zhì)(SG)、安全限位(SE)、安全凸輪開關(SN)和安全抱閘控(kòng)製(SBR)等。根據 EN 954-1 安全標準和歐盟 CE 認證要求,CNC 數控機床所有的伺服軸必須為安全集成伺服軸,設置 MD36901=41H(旋轉(zhuǎn)軸)或 43H(進(jìn)給軸)來激活安全伺服軸功能(參數含義如圖 3 所示,進給軸需使用安全(quán)限位 SE 功能)。同時安全伺服軸的參數(shù)(如螺距 / 傳動比 / 電機額(é)定轉速和旋轉方向等)也需按雙通道設置,通道 1 為 MD 數控係統伺服軸參(cān)數,通道 2 為 S120 伺服(fú)驅動參數,這兩(liǎng)者參數的設定值需完全一致,如MD36918/p9518、MD36920/p9520、MD36921/p9521、MD36922/p9522 等。 調 試 人 員 還 需 執 行 [Copy]/[Confirm]/[Reset] 以及 [Calc.SI Enc. Data] 等操作步驟,否則將會引起係統報警。
全集(jí)成功能狀態可在數控係統的診斷畫麵裏監控(kòng)和診斷,如安全操作停止(SBH)、安全速度控製(SG)安全功能的激活以及當前安全速度監(jiān)控等。當診斷界麵中 NCK 伺服軸坐標位置和 Drive 安全編(biān)碼器坐標位置存(cún)在誤差且超過相(xiàng)關設定公差值後,伺服軸會立即 STOP A 停止,並產生相關安全集(jí)成(chéng)報警(圖 3、4)。
圖 3 伺服軸安全功能參數設置含義
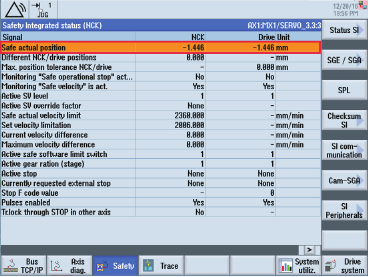
圖 4伺服軸安全功能狀(zhuàng)態監控畫麵
5 、結(jié)語
在數控機床上應用西門(mén)子安全集(jí)成功能具有非常(cháng)良好的經濟效益和社會效益,它能(néng)使機床(chuáng)擁有更高的安(ān)全(quán)性和可靠性,更高效的實現了對操作人員和機床本身的安全保護,減少了意外事故發生的(de)概率(lǜ)。目前國內數控機床產品並未大規(guī)模應用安全集(jí)成功能,但安全集(jí)成功能將成為(wéi)未來數控機床的發展方向之一,有必要(yào)在國內進行推廣使用。
來源:上海東華大學信息科學與技(jì)術學院(yuàn); 數字化(huà)紡織服裝技術教育部工程研究中心(xīn)
投稿箱:
如果您有機床行(háng)業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息

