



ADXI4 CNC 在 VMC650E 中的應用
2018-5-25 來源:六盤水師範(fàn)學院化學化工係 內蒙古工業大 作者:馬(mǎ)瀟瀟 李琳 薛誌安
摘要: 通過對 ADXI4 CNC 全軟(ruǎn)件數控係統結構的分(fèn)析,以 VMC650E 立式加工中心(xīn)為例,介紹了 ADXI4 CNC 在立式(shì)加工中心中(zhōng)的應用。為 ADXI4 CNC 在立式(shì)加工(gōng)中心上的應用(yòng)提供了參考,具有一定的實用價值。
關鍵詞: ADXI4 CNC 全軟件數控係統; 立式加工中心; 應用研究
近些年來,隨著計算機技術的快速發展 ,交流伺服電機的控製(zhì)技(jì)術有了極大的進步 ,全軟件開放(fàng)式數控係統的(de)研究也有較多成。目前比較成熟的有美國 MDSI 公(gōng)司的 Open CNC、Soft Servo System 公(gōng)司的 S-140M 和德國 Power Automation 的 PA 800NT、BECKHOFF 公司的 Twin CAT CNC 等。
ADXI4 CNC是廈門愛迪(dí)納公司開發的一種全軟件數控係統,它在實際中並不被廣泛(fàn)地使用。經濟型機床是我國特有的,VMC650E 是沈陽機床廠推出的一款經濟型立式加工中心,采用了立式框架布局,立柱固定在床身上,主軸(zhóu)箱沿立(lì)柱上下移動( Z 向) 、滑座沿床身縱向移動(dòng) ( Y 向) 、工作台沿滑座橫向移動 ( X 向) 的結構,它采用的數控係統是FAUNC 0i-Mate MD, 在國內的企業中使用較(jiào)廣(guǎng)泛。
為改變(biàn)國內數控係(xì)統比較落後(hòu)的現狀,研究和開發基於 Windows 平(píng)台的數(shù)控係統是解決我國在數控機床產業上硬件 “瓶頸” 的唯一出路。ADXI4 CNC 充分利(lì)用 PC 的軟硬件優勢以及開放性體係結構來實現數控係統的開放性、模塊化和靈活性等(děng)特性,有較好的發展前景。
1 、ADXI4 CNC 係統結構
ADXI4 CNC 的核心技術是(shì)軟件運動控製 ( SoftMotion) 和實時以太網總線(xiàn)通信(xìn) ( Ether CAT) 兩者結合的 “零硬(yìng)件”開放式構架(jià),係統無需運動控製(zhì)卡即可(kě)完成任務傳輸,通過計算機 CPU 的強(qiáng)大功能,完成全部(bù)所需的實時伺服(fú)控製和 CNC 任務,如: 反饋回路、G 代碼處理和 PLC、圖形用戶界麵和網絡通信等。
圖 1 為 ADXI4 CNC 配置結構圖。整個係 統 通 信 采 用 Ether CAT 總 線,使(shǐ) 用 網 線RJ45 依次(cì)把伺服驅動器、DX-110A 和 IX-320 等設備端(duān)的總線接口以單向(xiàng)鏈的方式串聯起來,無需其他硬件,可(kě)以同時控製(zhì)多達(dá) 64 軸。
采(cǎi)用 Ether CAT 平(píng)台的(de)特點有: 傳(chuán)輸速率快、接線簡(jiǎn)單、硬件成本低等(děng)。可選配 的 Ether CAT 伺 服 驅 動(dòng) 器 有 德 國 路 斯 特 SOJ、SERVOC,日本山洋 R Advanced,安川 Sigma5 等,同(tóng)時根據實際(jì)負載可匹配相應的伺服電機。
2 、ADXI4 CNC 係統的連接
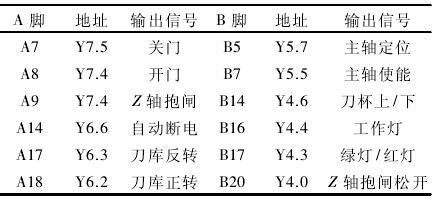
在拆除掉原有的操作箱、電控櫃、主軸電機和伺服電(diàn)機後,安裝愛迪納公司的 ADXI4 CNC 的係統配件。在安裝 ADXI4 CNC 的過程中,需(xū)要(yào)把對應控製點的輸入輸出接入係(xì)統中。其中 DX-110A 為數控係統接(jiē)口模塊,可作(zuò)為模擬主軸(zhóu) 0 ~ 10 V 接口、5 V 脈衝手輪接口和控製麵板的(de) 16 位輸入 /16 位(wèi)輸出,如圖 1 所示(shì)。IX-320 是數字(zì)輸入輸出(chū)模塊,可外接分線器和繼電器模(mó)組。IX-320 模塊的輸入 /輸出點各 40點,在 VMC650E 立式加工中心中對應的輸(shū)入點如表1 所(suǒ) 示, 由 FX-40 分 線 器 接 入; IX-320 模 塊 在VMC650E 立式(shì)加工中心中對應的輸出(chū)點如表(biǎo) 2 所示,由繼電器模組輸出。
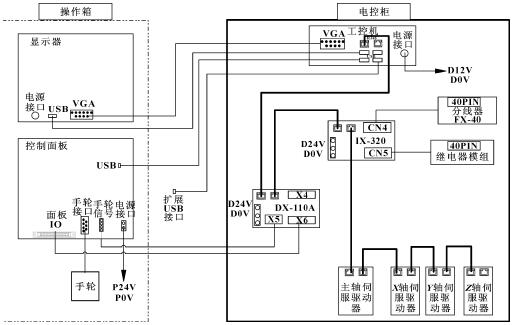
圖 1 ADXI4 CNC 配(pèi)置結構圖(tú)
表 1 IX-320 輸入點
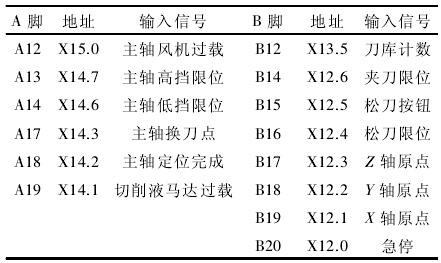
表 2 IX-320 輸出(chū)點
3 、ADXI4 CNC 係統的配置
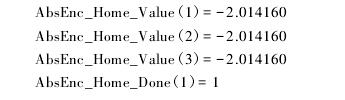
數控係統的連線接好後,需(xū)要(yào)對伺服(fú)電機編碼器、HMI ( 人機界麵(miàn)) 等進行初始化。伺服電機編碼器部分初(chū)始(shǐ)化命令如下:
隨後,更改 ADXI4 CNC 記錄在 xml ( 可擴展標記語言) 中的配置參數,使之與 VMC650E 立式加工中心相匹配,並配置 Ether CAT 總線的主從站。Ether-CAT 總線的主站為 IPC ( 工控機) ,從站為伺服驅動器、DX-110A 和 IX-320。主站通過從站設備描述文件識別和配置從站。ADXI4 CNC 中(zhōng)的 Ether CAT 總線從站(zhàn)設備描(miáo)述采(cǎi)用文本文件。配置好主從(cóng)站(zhàn)後,數控係統對從站進行初始(shǐ)化,初始化(huà)命(mìng)令(lìng)如下:

其中,Comm Cycle = 0 表示數控係統命令循環周期為 1ms; DC= 1 表示 Ether CAT 總線使用了 DC 分布時鍾功能; [Station 0] Axis Map = 1 表示第一從站,為 DX-110A
; 第三從站中(zhōng)為主軸驅動器,它為速度控製模式(shì)。
4 、結束語
所介紹的運用全軟件 ADXI4 CNC 替換 VMC650E原有的數控係統,進一步擴大了全軟件數控係統的使用範圍。替換後的 VMC650E 有了更簡潔的伺服運動控製係統,且用戶可對替換後的係統進行(háng)二次(cì)開發,使 VMC650E 更符合使用者的要求。
投稿箱:
如(rú)果(guǒ)您有機床行業、企業相關新(xīn)聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如(rú)果(guǒ)您有機床行業、企業相關新(xīn)聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多(duō)
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削(xuē)機(jī)床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月(yuè) 分地區金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車(chē)銷量(liàng)情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數(shù)據(jù)
博文(wén)選萃
| 更多
- 機械加工(gōng)過程圖示(shì)
- 判斷一台加工中(zhōng)心精度(dù)的幾(jǐ)種辦法
- 中走絲線切割機床的發展趨勢
- 國產數(shù)控係統和數控(kòng)機床何去何從?
- 中國(guó)的技術工人都去哪裏了?
- 機械老板做了十多年(nián),為何還是小作坊?
- 機械(xiè)行業最新自殺性營銷,害人害己!不倒閉才
- 製(zhì)造業大逃亡
- 智能時代,少(shǎo)談點智造,多談(tán)點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數(shù)控車床加工刀具補償功能
- 車床鑽孔(kǒng)攻螺紋加工方法及工裝(zhuāng)設(shè)計
- 傳統鑽削與螺旋銑孔加(jiā)工工藝的區別