



基於複(fù)合加工的數控係統多軸多通道控製技術探究
2018-3-26 來源:珠海市(shì)技師學院 作(zuò)者:陳廷堡
摘要:目前,人們對複合加(jiā)工的需求越來越高。在滿足複合加(jiā)工工藝的(de)相關規定之下,本文希望能設計出一(yī)台裝(zhuāng)置確保(bǎo)多個(gè)任務的執行方式是並發式的,同(tóng)時,每個(gè)任務之間(jiān)是沒有關聯的、獨立的;而多軸多通道(dào)控(kòng)製技術的實現是(shì)以複合加工技術(shù)以及多軸聯動(dòng)控製技術為基礎的。故(gù)本文對多通道控製技術進行了深入的研究,並提(tí)出了動態分配(pèi)方法,實現(xiàn)了多(duō)通道之(zhī)間的信號傳遞。
關鍵詞:複合加工;數控係統;多(duō)軸多通道控製技(jì)術
隨(suí)著信(xìn)息技術以及計算機技術的飛(fēi)速發展,數(shù)控行業紅單一產品的生(shēng)產(chǎn)方式已經不能適(shì)應(yīng)時代的要求,故多軸多通道控製技術應運而生,多軸多通道技術已經成為當今時代發展的主題,多軸多通道技術是通(tōng)過並發形式實現的。所謂(wèi)的多(duō)軸多通道技術(shù)指的(de)是多個通道相互協作,獨立完成各自(zì)的工序,最終共同(tóng)完成(chéng)一項任務的過程。
1、多通道數控係統(tǒng)
多通道數控係統當中具(jù)有多個運動以及PLC控製器,該係統的主軸可以在同一時間運動,一起完成(chéng)一項任務。多個主軸的同時運動使得在工作的時候會存在爭奪公共軸、工序以及時序的問題,所以,多通道數控係統在工作的時候需要對通道的重疊、並(bìng)行、交換以及同步等問題(tí)進行協調。
通道指的是對(duì)零件程序的自動運行進行控製的最小單元。從(cóng)功能(néng)的角度上講,每個最(zuì)小(xiǎo)單元都可視作一個單通道的能獨立運行NC程序的數(shù)控係統。多通道係統當中的每個通道是可(kě)以進行信息交流的,係統會分配給每個通道一個獨立的(de)XYZ軸以及幾何軸。
從(cóng)機械結構的角度上將,數控機(jī)床存在局限性,所以為全部的通道(dào)配(pèi)置足夠的機床軸是不(bú)現實(shí)的,因(yīn)此,工作人員(yuán)就需要考慮如何對公共資源進行分配的問(wèn)題。由於係統中的通道之間存(cún)在這相互協作的關(guān)係(xì),故各個通道之間是(shì)相互(hù)製約的,這就需要為係統為通告提(tí)供協調等待的性能。具體示意圖(tú)見圖(tú)1.
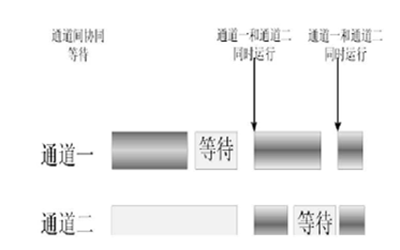
圖1 多通道控製係統中的多個通道的(de)協作等(děng)待功能
上麵敘述的多通道數控係統的這些特性,不(bú)僅僅為係統節省了資源,還減少了係(xì)統完成一項工作所需要的時(shí)間,提高了數控產品的精確程度。
2、基於複(fù)合加工的數控係統多(duō)軸多通道(dào)控製技術
就目前的形式而言,基於複合加工的數控係統多軸多通道控製技術已經成為當今(jīn)數控行業發展的主要趨勢,基於複合加工的數控係統多軸多通道控製技術是通(tōng)過多通道多方式(shì)組的並(bìng)發控製實現的。多軸多(duō)通道(dào)技術是(shì)指一項工序通過多個通道一起完成的(de)過程,如果加工工序是不同的就需要多通道(dào)多軸(zhóu)進行複合加工。
2.1 複(fù)合加工的主要形式
複合加工主要有一下(xià)幾種(zhǒng)形式:第(dì)一,複合加工一個加工元件;第二,複合加工多個加工(gōng)元件。
為在數控係統當中(zhōng)實現複合加工,需要對(duì)數控加工過程進(jìn)行建模處理(lǐ),通過上麵敘述的(de)兩種複合加工方式,提出了複合加工集合的概念;複合加工集合不但(dàn)可以並行進行,還可以獨立進行。
2.2 數控(kòng)係統當中的多(duō)通道協作控製的基本原理
數控係(xì)統需要各個通道之間(jiān)可以(yǐ)獨立的協同的(de)完成所需要加工的工序,在多(duō)數通道同時工作的時(shí)候,需要確定哪個通道何時工作、何(hé)時等待等問題,因此,工作(zuò)人員需要設置(zhì)一個高效的、可行的通道之(zhī)間(jiān)的信息傳遞以及協作同步機製。
協作控製指的是在通(tōng)過工作的時候(hòu)有相應的約束條件,當某個通道工作到某個點的時候,需(xū)要等(děng)待其他某(mǒu)一通道完成相應的工序之後,才能占用資源繼續工作(zuò)。而同步控製指的是通道以及軸的同(tóng)步,在不同的通道以及軸工作的時候存在時間差的(de)時(shí)候,是需要通過信號傳遞機製實現多通道的同步控製。就圖1而言,通(tōng)道(dào)一的優(yōu)先級(jí)別較高,也就是說通道一需(xū)要先獨立的(de)完成部分NC程序(xù),在通(tōng)道一的(de)NC程序運行到一定點(diǎn)的時候,等待通道二開啟並運行,通道一處於等待狀態。
各個通道之間的信息傳遞是通過信號量的(de)傳遞實現的,多通道數(shù)控係統(tǒng)當中的通道的地位是平等的,而各個通道是(shì)獨立的實現自己的NC程序的。
通道(dào)之間在進行信號量傳遞的時(shí)候,信(xìn)號量可以從一(yī)個通道直(zhí)接傳遞到另外一個通道之中的,但是信號(hào)的(de)轉發以及信號的收集需要通過第三方來完成,這就不得不提通過管理器這個概念。
通道管理器的主要作用是對信號量進行(háng)收集以及發射,通常情況下,通(tōng)道管理器包含信號發送緩衝區以及信(xìn)號收集緩衝區這兩個內存區域。在多個通道之間需要同步運行的時(shí)候,這就需要實現(xiàn)信號量的傳遞(dì),每(měi)個通道都需要和通道管理器進行溝通,這時通道會向通道管理器發送一個(gè)等(děng)待信號(hào),在所有需要同步運行的通道都向通道控製器(qì)發(fā)送了等待信號之後,通道管理器就會給所有需要同步運行(háng)發送同步信號。具體運(yùn)行過程見圖2.
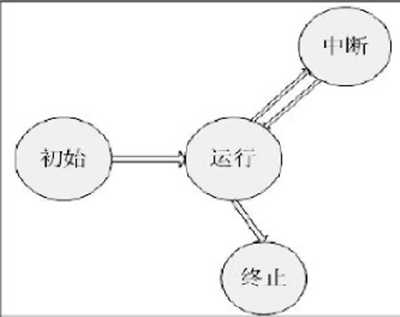
圖2 數控係統各個通道(dào)狀態轉換圖
2.2.1 數控係統當中的公(gōng)共軸分配問題
因為數(shù)控係統會收到一(yī)定機械特性(xìng)的限(xiàn)製,數控機床當中的軸的數量是一定的,這就表明在加工元(yuán)件的時候,通多會對公共軸進行爭(zhēng)奪。數控係統當中的公共資源的交換以及狀態是通過通道管理器進行統一管理的。
基於先前學者的研究(jiū),本文提出(chū)了一種以信號量機製為基礎的公共軸交換(huàn)策略。公共軸有三種,分別是中性(xìng)軸、PLC軸以及通道(dào)軸,這三(sān)種公共軸所(suǒ)處的狀態分別是空閑狀態、PLC控製狀態與通道控製(zhì)狀態,不管在何(hé)種操作模式下,通道的狀態都(dōu)為終止狀態(tài)、初始狀態、中斷(duàn)狀態、初(chū)始狀態以及運行狀態等的一種。在通多(duō)獲取了(le)公共軸運行加工工序的時候,這個通(tōng)道就會被標記為激活狀態,在通道完成工序的運行的時(shí)候,通道就會被標記為中斷狀(zhuàng)態。
2.2.2 多通道之間的並行控製
先前的(de)單通道的數控係統的NC程序的運行方式是串行(háng)方式(shì),用戶在輸人了G代(dài)碼之(zhī)後,計算機會解釋和(hé)解析數字控製單元,同時(shí)會對插補方式、刀位點以及刀具補償等進(jìn)行深人的分析,直到加工工序完成,所以說,先前的單(dān)通道數控係統並沒(méi)有就通道提出建議。但是,當前的多通道數控係統的(de)NC程序運行方(fāng)式是並行(háng)的,用戶需要對G代碼文件進行輸人,並(bìng)對每個通道(dào)需要執行的NC程序進行分配。
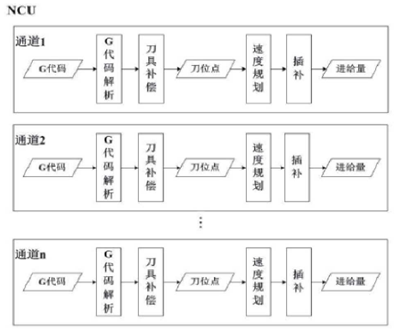
圖3 多通道數控(kòng)係統程序(xù)加工示(shì)意圖
圖3當中的每個通(tōng)道當中都配備一個插補器,由(yóu)於每個(gè)通道的NC程序都是需要進行獨立插補的。從多通道數(shù)控係統整個加工流程的角度上講,在某一時間段,先前的單通道(dào)數(shù)控控(kòng)製係統隻可以實現對一個加工元件的(de)NC程序(xù)的(de)加工,執行程序的過程(chéng)是串行執行的(de),這(zhè)樣不僅不能確保程序的加工精度,還損(sǔn)耗了大量的時間。多通道數控係統可看成多個(gè)單通道數控係統在同一個數(shù)控機床同時對多個或者一個加工元件的NC程序進行加工的過程。從OS的角度上講,數控(kòng)係統可以被認作為一個進(jìn)程,那麽多通道數控係統就可以被認為是(shì)一個線程(chéng),多通道控製功能可以實現對不(bú)同(tóng)數控(kòng)機床或者同一(yī)數控機床的多個部件或者不同設備的運(yùn)行進行控製,對它們的控製不僅僅可以獨立運行、還可以互相協調實(shí)現。多通道數控係統的並行控製技術能保證在(zài)多個NC程序在同一(yī)時間執行,另外,還可以保證正在執行的NC程序之間的信號處在交互和傳遞的(de)狀態。多(duō)通道控製係統當中的控製關係包含任務組、通道組以(yǐ)及機床組三種。
3、總結
在滿足複合加工工藝的相關規定之下,本文希望能設計出一台裝置確(què)保多個任務的執(zhí)行方式是並發式的。多通道控製功能可以實現對不同數控機床或者同一數控機床(chuáng)的(de)多個部件或(huò)者不同設備的運行進行控(kòng)製,對它們的控製不僅僅可以獨立運行、還可以互相協調實現。
投稿箱:
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資(zī)訊合作,歡迎聯(lián)係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資(zī)訊合作,歡迎聯(lián)係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬(shǔ)切削機床產量數據(jù)
- 2024年11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產(chǎn)量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分(fèn)地區金屬切削機床產量(liàng)數(shù)據
- 2024年(nián)10月 金屬切削(xuē)機床產量數據
- 2024年(nián)9月 新能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基本(běn)型乘用車(轎車)產量數據