



基於(yú)Easy screen在曲軸專用加(jiā)工設備上的工藝界麵開發(fā)
2018-3-16 來源:陽機床成套(tào)設備 沈陽機床(chuáng)集團沈一希斯(sī) 作(zuò)者: 孫波 石潔芳
摘要:以現在最新西門子840Dsl、828D數控係統使用的Operate界麵為載體,使用其附帶(dài)的Easy screen功能(néng),結合靈活編(biān)程的NC程序(xù),開發出(chū)一套針對(duì)曲軸(zhóu)加工的定製化加工工藝界麵。該界麵簡化工藝參數調整,降低(dī)人為出錯概率(lǜ),提升機床檔次。
1. 開發加工工藝(yì)界麵的意義
曲(qǔ) 軸 專 用 加 工 機 床 , 用 於(yú)加工幾種特定型號(hào)曲軸的特定加工內容。一(yī)般使用這種加工設備的用戶,經常根據客戶或市場的需要調整各型號曲軸的產量,對生(shēng)產線上的設備進行換產處理,而在設備換產後,由(yóu)於刀具(jù)、工裝(zhuāng)的調整,加工程序和工藝參數(shù)也需要(yào)相應的微調(diào)。這需要廠家(jiā)擁有精通數控係統操作、編程的技術人員,同時該技術人(rén)員還要深刻理解製造商的加工程序,並在程序中對相應的(de)編程數值進行調整。然而這個過程存在一些(xiē)問題:有些小規模的廠家缺乏(fá)較專業的編程人員,或是(shì)有的編程(chéng)人員對程序的理解(jiě)不夠,造成調整過程較長,影響生產,更有甚者由於在調整數值時寫錯了小數點而加工出廢品,甚至損壞機床。
針對(duì)這種情況,開發出一套具有換(huàn)產程序快速選擇、工藝參數界麵化編輯、參數修改權限保護(hù)和工藝參數錄入檢查等(děng)功能的加工工藝界麵具(jù)有(yǒu)十(shí)分突出的意義,對於提升生(shēng)產效率(lǜ)、安全生產都十分有益。
2. Easy screen 介紹(shào)
西門子推出的840Dsl、828D數控係統配置(zhì)了Operate操作界麵,Operate軟件相比過去的HMI A d v a n c e d 更加友好(hǎo)、簡潔,而Operate配置的(de)Easy screen功能,提供給製造商擴展界(jiè)麵的接口,可以免費擴展最多(duō)5個用戶定製(zhì)畫麵,如果需要設(shè)計更多的用(yòng)戶畫麵,還可以通過購(gòu)買西門子的選項包擴展(zhǎn)功能。
Easy screen使用(yòng)ASC II文件配置畫麵文件,無需安裝軟件,也沒有複雜的編程指令,使(shǐ)用起來十分直觀方便。其多種變量、標題、圖形、對話框、軟鍵、PLC及NC變量的讀寫
功能,使編寫的畫麵能夠(gòu)實現多種功能。
3. 曲軸專(zhuān)用加工機床(chuáng)工藝界麵開發過程
(1)Easy screen文件配置。E a s y s c r e e n配置文件共有3個:
①文件“easyscreen.ini”為主文件,用於指定哪(nǎ)些(xiē)文件可以用來創建用戶窗口。這些文件所包含的信息可決定(dìng)特定(dìng)窗口的顯示內容。②文(wén)件“custom.ini”描(miáo)述在C u s t o m區起始畫麵中(zhōng)相關顯示,可以選擇性添加該文件(jiàn)。③文件“slamconfig.ini”描述Custom區(qū)入口按鈕是否顯示,Custom區域(yù)由主菜(cài)單中第幾個軟鍵啟動。畫麵元素文件包(bāo)括:ASCII編製(zhì)的名為“custom.com”程序(xù)文件,存放在“係統CF卡\user(或(huò)oem、addon)\sinumerik\h m i\p r o j”目(mù)錄下。畫麵用(yòng)到(dào)的圖片文件存放在“係統CF卡\user(或
oem、addon)\sinumerik\h m i \ i c o ”文件夾中。另外,也可以(yǐ)將使用的(de)文(wén)字以txt文檔的形式存放(fàng)在“係統CF卡\user(或oem,addon)\sinumerik\hmi\lng”的目(mù)錄下。以(yǐ)下是配置文件的典型(xíng)內容。
文件“文件“easyscreen.ini”:
[STARTFILES]
(2)曲軸加工(gōng)工藝畫麵設計(jì)。
首(shǒu)先是程序選(xuǎn)擇界麵和權限入口設(shè)計(jì),以兩種六缸曲軸(WD615和P12)的(de)加工工藝畫麵設計來說(shuō),需要在主界麵中設計(jì)兩種曲軸的選擇(zé)切換功能,即通過一鍵選擇零件程序,另(lìng)外還要留(liú)出進入各(gè)詳細界麵帶有權限限(xiàn)製的接口軟鍵(jiàn),以便有(yǒu)一定權限的相關(guān)人員能夠進入詳細調整
麵進行調整(zhěng)。起始界(jiè)麵和程序選擇界麵分別如圖1、圖2所示。

圖1 起始界麵

圖2 程序選擇界麵
利用Easy screen的PI service功能(néng)中(zhōng)的一(yī)項程序選擇功能,配合麵板(bǎn)的軟鍵,實現“一鍵選擇程(chéng)序”。從圖(tú)2中可以看到,W D615和P12兩(liǎng)種曲軸的加(jiā)工程序隻需要通過軟鍵就能直接選擇,直觀又方便快捷。下麵(miàn)是實現程序選擇功能的PI service的相關語句:
同 時 , 為了確保選擇的程序與實際的曲軸種類一致(zhì),需要在機床上安裝必要的檢測開關,並將其開關狀態與種類代碼“MW500”的值進行比較,進行曲軸種(zhǒng)類識別(bié),從而(ér)保障人身和設備(bèi)的安全。
為了保(bǎo)證工藝參數不被沒有資質的人員(yuán)篡改,在進入到工藝參數調整(zhěng)畫麵的接口設置了權限口令。當按(àn)下“設置口令”按(àn)鍵後,畫麵中“權限口令”的窗口變為可編輯(jí)狀態,操作(zuò)者可以輸入口令,該口令可以與PLC程序事先設(shè)定的口令進行比較,如果一致,則當前界麵加載到新的工參數編輯界麵,否(fǒu)則當前狀態不(bú)變。
通過分支條件判斷口令是(shì)否正確,是否加載工藝界麵,指令如下:
其次是加(jiā)工(gōng)工(gōng)藝界麵(miàn)設計。和(hé)前麵程序選擇的界(jiè)麵類(lèi)似,加工工藝界麵(miàn)根據曲軸的種類配置了(le)按鍵,以便選(xuǎn)擇不同的曲軸進行(háng)工藝參數的編輯。“WD615”曲軸的一道工序工藝參數界麵如圖3所(suǒ)示。
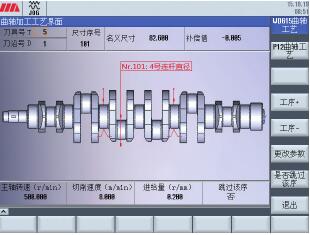
圖3 “WD615”曲軸工藝參數界麵(miàn)
軟鍵:“工序+”、“工序-”可以切(qiē)換不同工序,圖中(zhōng)界麵的圖示和尺寸序號將跟隨(suí)“工序”的切(qiē)換而變化,以指示當前編輯的工序內容。“更改參數”鍵用來激活對工藝參數修改的使能,當按下該鍵後,按鍵變成藍色,界麵中的各工藝參數變為可編輯,再次按下按(àn)鍵後,按鍵恢複為灰色,參(cān)數退出編輯。“是否跳過(guò)該序”鍵觸發界麵中右下表 格 “ 跳 過 該 序 ” 的 “ 是 ” 或“否”的變化(huà),可以選擇是否在主加工程序中跳過當前工序,在一些調整場合中可以用(yòng)到此功能。
界 麵 : “ 刀 具 號 ” 、 “ 刀沿號”指示了該序使用的刀具,可根據刀具列表進行編輯。“名義(yì)尺寸”根(gēn)據圖樣設(shè)定,不能編輯,隻(zhī)能在“補償(cháng)值”中進行修(xiū)正,為了防止因誤編輯引(yǐn)發危險,該值設定了(le)修(xiū)改限定範圍“+/-2m m”,如果發生了誤編輯,數值超出限定範圍,則給(gěi)出提(tí)示,修改無效。“主軸轉速”、“切(qiē)削速度”、“進給量”根據工藝(yì)和刀具(jù)等要求進行(háng)編輯,在畫麵的編程中對這些參數也進行了(le)監控,通過(guò)PLC的DB塊存儲這些數值,當數值發生變化時,將新(xīn)數值與舊值進行比較,當超出一定的範圍時,認為
是編輯錯誤,則修改無效(xiào)。
然後是NC程序的設計(jì)。根據工藝界麵編程(chéng),NC程序的命名是固定的(de),如“WD615.MPF”、“P12.MPF”,否則在程(chéng)序選擇界(jiè)麵(miàn)進行程序(xù)選擇時將發生錯誤。界麵(miàn)上工藝參數實際存儲在變量(在GUD中定義)中,因此N C 程序中涉及到界麵的工藝參數都要(yào)使用變量編程;同時,為了區分工序和實現跳(tiào)過某(mǒu)些工序的功能,結構化的編程也是必要的。
NC程序需要(yào)在滿足配合界麵要求的前提下完成加工的功(gōng)能。以下為(wéi)編程的實例:
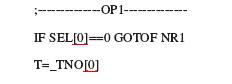
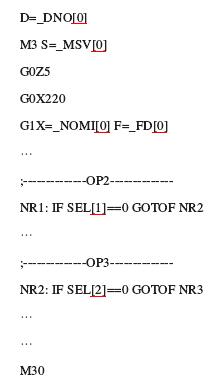
由上述編程實例可以看到,由於每個工序都需要用到刀號、刀 沿 號(hào) 和 主 軸 轉 速 等 參 數 , 因此(cǐ),這些參數的變量(liàng)定義為數組的形式,主程序通過數組變量_S E L[n]判斷程序(xù)是否跳轉,也就是說_SEL[n]和界麵中的“跳過該(gāi) 序 ” 相 關 聯 。 在 具 體 某 一 序程序中,[n]、_DNO[n]及 _MSV[n]等變量分別對應了相應界麵(miàn)的刀(dāo)號、刀沿號和主軸轉速等的參數。這樣的程序設計使用戶不需要對程序本(běn)身進(jìn)行任何修(xiū)改操作隻要在工藝界麵中進行操作就可(kě)以了,實現了對程序的保(bǎo)護。
4. 結語
以前受(shòu)到認識水平和成本的限製,機床人(rén)機界麵的二次開發一直沒(méi)有在國內機床行業得(dé)到廣泛推廣,現在西門子的Operate軟件為這種(zhǒng)設計提供(gòng)了方便,少量的界麵可以不(bú)通過采購選項包和專業的編程知識就可以進行開發。現(xiàn)在一些針對維修、操作開發的界麵已經出(chū)現在一些機床(chuáng)產品中,而本文(wén)開(kāi)發的針對用戶的定製零件加工工藝界麵還鮮有使用,這裏介紹的結合N C程序和Easy screen開發的工藝(yì)界麵直觀簡單,同時避免(miǎn)了一些危險情況,提高了機床的可(kě)靠性和效率,具(jù)有十分實用的(de)特點,值得廣泛使用和推廣。
投稿箱:
如果您有機(jī)床行(háng)業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行(háng)業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本(běn)型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月(yuè) 新能源(yuán)汽車銷量情況
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據